



编辑推荐下载

焊接用钢盘条
格式:pdf
大小:30KB
页数:3P
 4.5
4.5
宝山钢铁股份有限公司企业标准 q/bqb511-2003 焊接用钢盘条代替q/bqb511-1998 1范围 本标准规定了焊接用钢盘条的尺寸、外形、重量及允许偏差、技术要求、检验与试验、包 装、标志和质量证明书等。 本标准适用于宝山钢铁股份有限公司生产的用于制造手工电弧焊焊条芯和气体熔焊、埋弧 自动焊、电渣焊和气体保护焊焊丝的焊接用钢无扭控冷热轧盘条。 2规范性引用文件 下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随 后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达 成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适 用于本标准。 gb/t222钢的化学分析用试样取样法及成品化学成分允许偏差 gb/t223钢铁及合金化学分析方法 gb/t

大线能量焊接耐火耐候建筑用钢的研制及应用
格式:pdf
大小:767KB
页数:7P
4.7
对大线能量焊接耐火耐候建筑用钢wgj510c2的力学性能、焊接性能及其典型应用进行了研究。试验结果表明:该钢具有优良的综合力学性能,在600℃温度下的屈服强度均高于其室温下屈服强度的2/3,完全满足建筑结构用钢耐火安全性的强度许用指标;该钢具有低的焊接冷裂纹敏感性,能承受大线能量(50~100kj/cm)焊接;该钢在大型建筑应用中的实际效果良好。
大线能量焊接用钢现状与发展讲解热门文档
 武钢大线能量焊接系列钢的研发进展
武钢大线能量焊接系列钢的研发进展 武钢大线能量焊接系列钢的研发进展
格式:pdf
大小:1.4MB
页数:6P
4.5
提出了氧氮化物和氧硫化物冶金新思路、新原理,发明了高熔点第二相质点诱导相变技术,突破了钢铁材料不能承受大线能量焊接的难关,从技术背景、冶金原理、技术关键及应用情况等方面详细介绍了武钢近年来自主研发的大线能量低焊接裂纹敏感性钢、大线能量焊接高强度钢、大线能量焊接低温钢、大线能量焊接耐火耐候钢、大线能量焊接抗震钢等系列钢种。该系列钢的集成技术及产业化应用,为我国该系列钢的需求提供了技术支撑,有效带动了我国有关钢厂对高性能高技术含量钢材的研发和生产,结束了大线能量焊接钢长期依赖进口并受制于人的历史。
首钢储罐用钢SG610E大线能量焊接性分析 首钢储罐用钢SG610E大线能量焊接性分析
格式:pdf
大小:568KB
页数:5P
4.6
为满足国内对大线能量用钢的需求,首钢开发了用于大型石油储备罐建设的大线能量钢板sg610e。并对其进行了大线能量焊接性研究工作,结果表明,大线能量钢板sg610e经线能量100kj/cm气电立焊后,焊接接头在-20℃下仍具有优良的低温韧性,钢板可用于建造大型石油储罐。
建筑钢结构高强钢不适合大线能量焊接
格式:pdf
大小:2.0MB
页数:6P
4.7
在建筑钢结构焊接工程中,钢材是焊接的第一对象,所有的焊接工艺必须从钢材的特性,尤其是焊接性岀发。因此,建筑钢结构焊接工程所采用的钢材是钢结构焊接工程的第一质量要素。针对目前建筑钢结构高强钢焊接技术准备不足的现状,阐述了建筑钢结构高强钢不适合大线能量焊接的道理。从高强钢的基础知识到高强钢焊接技术的具体讨论进行了详细的论证。目的在于引起设计、施工焊接从业人员的注意和思考,迅速调整思路,进入到符合客观规律的正轨,从而保证工程质量和进度。
焊接用钢丝GB1300
格式:pdf
大小:105KB
页数:4P
4.5
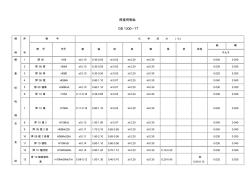
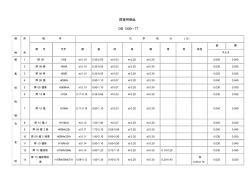
焊接用钢丝 gb1300—77 钢 种 序 号 钢号化学成分(%) 牌号代号碳锰硅铬镍钼钒其他 硫磷 不大于 碳 素 结 构 钢 1焊08h08≤0.100.30-0.55≤0.03≤0.20≤0.300.0400.040 2焊08高h08a≤0.100.30-0.55≤0.03≤0.20≤0.300.0300.030 3焊08特h08e≤0.100.30-0.55≤0.03≤0.20≤0.300.0250.025 4焊08锰h08mn0.80-1.10≤0.07≤0.20≤0.300.0400.040 5焊08锰高h08mna≤0.100.80-1.10≤0.07≤0.20≤0.300.0300.030 6焊15高h15a0.11-0.1
沙钢打破国外垄断成功研制大线能量焊接船板 沙钢打破国外垄断成功研制大线能量焊接船板
格式:pdf
大小:87KB
页数:1P
4.4
沙钢打破日本在大线能量焊接钢板领域的长期垄断,日前大线能量焊接船板在沙钢研制成功。据沙钢新闻,这是从钢铁研究院传来的喜讯,由焊接研究室负责的大线能量焊接船板项目取得突破性进展,通过采用焊接线能量150~400kj/cm的气电立焊方
大线能量焊接用钢现状与发展讲解精华文档
GBT3429《焊接用钢盘条》编制说明
格式:pdf
大小:8KB
页数:3P
4.4
yb/txxxx-xxxx 《刹车软管用碳素钢丝》行业标准 编制说明 1、工作概况 1.1任务来源 刹车线是汽车、摩托车的重要的部件,任何的机械损伤都可能造成安全事故,所以刹车 线的外部有刹车软管保护。刹车软管是碳素钢丝经过压扁后螺旋盘绕,以此为骨架,用橡胶 包覆而成。这就要求刹车软管用碳素钢丝不仅需要合适的强度、弹性、韧性,而且能够保证 其后加工过程所需的塑性变形能力。 刹车软管采用高性能碳素钢丝,运用钢丝螺旋预成型原理,精密设计制造而成。其关键 部件是碳素钢丝,而现行的gb/t4357—2009《冷拉碳素弹簧钢丝》标准无法满足刹车线管 的设计和制造要求,我国尚无刹车软管用碳素钢丝国家和行业标准。从市场经济的发展来看 产品逐步趋向专业化、个性化发展,制定本标准已是必然。制定《刹车软管用碳素钢丝》, 对统一协调、规范化地发展和提高刹车软管的质量水平,
 TMCP型大线能量焊接钢板Q345的试制
TMCP型大线能量焊接钢板Q345的试制 TMCP型大线能量焊接钢板Q345的试制
格式:pdf
大小:689KB
页数:4P
4.5
随着钢结构未来向大型化发展,对钢的焊接线能量提出了>70kj/cm的新要求。根据q345强度级别钢的技术条件和市场需求,通过合理的化学成分设计,采用合适的冶炼、轧制和正火工艺,保证力学性能,采用高效的气电立焊焊接方法进行最大线能量试制,不但提高了品种钢的大线能量特性,也为大线能量专用钢板研发提供生产工艺基础。
大线能量焊接用钢现状与发展讲解最新文档
《国家标准》GB1300-1977焊接用钢丝
格式:pdf
大小:110KB
页数:4P
4.6
焊接用钢丝 gb1300—77 钢 种 序 号 钢号化学成分(%) 牌号代号碳锰硅铬镍钼钒其他 硫磷 不大于 碳 素 结 构 钢 1焊08h08≤0.100.30-0.55≤0.03≤0.20≤0.300.0400.040 2焊08高h08a≤0.100.30-0.55≤0.03≤0.20≤0.300.0300.030 3焊08特h08e≤0.100.30-0.55≤0.03≤0.20≤0.300.0250.025 4焊08锰h08mn0.80-1.10≤0.07≤0.20≤0.300.0400.040 5焊08锰高h08mna≤0.100.80-1.10≤0.07≤0.20≤0.300.0300.030 6焊15高h15a0.11-0.1
铝母线焊接采用钢垫板 铝母线焊接采用钢垫板
格式:pdf
大小:124KB
页数:1P
4.7
铝母线对口焊接用的垫板,对其焊缝的质量影响很大。过去,我们一直是采用石墨炭精板做垫板。这种垫板的使用效果还不够理想,它的主要缺点是:脆软;在电弧高温的影响下极易落渣、起砂,影响外观;焊缝的强度仅有6.5公斤/平方厘米;价格高,需经常
常用钢材的焊接
格式:pdf
大小:9KB
页数:3P
4.7
常用钢材的焊接 英文词条名: 一、钢材的焊接性 焊接性:采用一定焊接方法、焊接材料、工艺参数及结构形式的条件下,获得优质焊接接头 的难易程度,即其对焊接加工的适应性。 (一)焊接性一般包括两个方面: 工艺焊接性:主要指在给定的焊接工艺条件下,形成完好焊接接头的能力,特别是接头对产 生裂纹的敏感性,也称抗裂性; 使用焊接性:在给定的焊接工艺条件下,焊接接头在使用条件下安全运行的能力,包括焊接 接头的力学性能和其它特殊性能(如耐高温、耐腐蚀、抗疲劳等)。 焊接性是金属的工艺性能在焊接过程中的反映,了解及评价金属材料的焊接性,是焊接结 构设计、确定焊接方法、制定焊接工艺的重要依据。 (二)钢的焊接性评定方法: 钢是焊接结构中最常用的金属材料,因而评定钢的焊接性显得尤为重要。由于钢的裂纹 倾向与其化学成分有密切关系,因此,可以根据钢的化学成分评定其焊接性的好坏。 通常将影响最
沙钢打破国外垄断成功研制大线能量焊接船板 沙钢打破国外垄断成功研制大线能量焊接船板
格式:pdf
大小:72KB
页数:未知
4.4
沙钢打破日本在大线能量焊接钢板领域的长期垄断,日前大线能量焊接船板在沙钢研制成功。据沙钢新闻,这是从钢铁研究院传来的喜讯,由焊接研究室负责的大线能量焊接船板项目取得突破性进展,通过采用焊接线能量150~400kj/cm的气电立焊方法单道次完成20~40mm厚钢板的焊接。本次送检的厚度规格20~400mm试制钢板是国内首家通过该船厂焊接性能测试的钢板。
船用EH级别钢大线能量焊接技术应用 船用EH级别钢大线能量焊接技术应用
格式:pdf
大小:193KB
页数:未知
4.6
目前的船舶建造为了提高生产效率,在焊接过程中采用大线能量(热输入超过50kj/cm)的焊接技术,而大线能量的焊接工艺会导致焊接接头韧性下降,特别是eh级别钢的焊接接头韧性难以达到规范要求。通过从焊接钢板、焊接材料的选择并配合相应的焊接工艺进行试验,并对一系列生产过程进行控制,最终使焊接接头满足力学性能要求,并应用到极地重载甲板运输船的焊接。
钢企积极开发大线能量焊接船用钢 钢企积极开发大线能量焊接船用钢
格式:pdf
大小:77KB
页数:未知
4.4
近日,由沙钢钢研院焊接研究室负责的大线能量焊接船板项目取得突破性进展.通过采用焊接线能量150~400千焦/厘米的气电立焊方法单道次完成20~40毫米厚钢板的焊接。本次送检的厚度规格20~400毫米试制钢板是国内首家通过该船厂焊接性能测试的钢板.标志着沙钢在大线能量焊接钢板领域的国内领先地位,并打破日本在该领域的长期垄断.填补了国内空白。
河北钢铁集团成功研发大线能量焊接船用钢板填补国内空白 河北钢铁集团成功研发大线能量焊接船用钢板填补国内空白
格式:pdf
大小:318KB
页数:未知
4.7
8月下旬,经过有关部门的严格检验,河北钢铁集团舞钢公司研发的大线能量焊接船用钢板各项指标全部满足用户需求,在与国内数家知名钢厂竞争中独占鳌头。舞钢公司大线能量焊接船用钢板研发成功,实现了替代进口并填补国内空白。大线能量焊接钢板是指在大线能量的焊接条件下能够确保焊接热影响区的低温冲击韧性的钢
大线能量焊接用钢现状与发展讲解相关
文辑推荐
知识推荐
百科推荐


职位:一级建筑师
擅长专业:土建 安装 装饰 市政 园林


