

大型门机钢结构件检查维护应注意的几个问题
格式:pdf
大小:104KB
页数:2P
人气 :77
 4.3
4.3
针对港口老龄门机,提出在安全管理中,加强钢结构件维护应注意的4个问题.分别为进入臂架内部检查钢结构件,保持超负荷限制器的正常有效,保持水平轮间隙在规范范围内,以及确保涡流制动调速的正常有效。



钢结构件检验规范
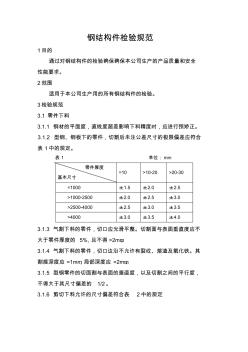
钢结构件检验规范 1目的 通过对钢结构件的检验确保确保本公司生产的产品质量和安全 性能要求。 2范围 适用于本公司生产用的所有钢结构件的检验。 3检验规范 3.1零件下料 3.1.1钢材的平面度,直线度超差影响下料精度时,应进行预矫正。 3.1.2型钢、钢板下的零件,切割后未注公差尺寸的极限偏差应符合 表1中的规定。 表1单位:mm 零件厚度 基本尺寸 =10>10-20>20-30 =1000±1.5±2.0±2.5 >1000-2500±2.0±2.5±3.0 >2500-4000±2.5±3.0±3.5 >4000±3.0±3.5±4.0 3.1.3气割下料的零件,切口应光滑平整。切割面与表面垂直度应不 大于零件厚度的5%,且不得>2mm。 3.1.4气割下料
钢结构件制作通用工艺
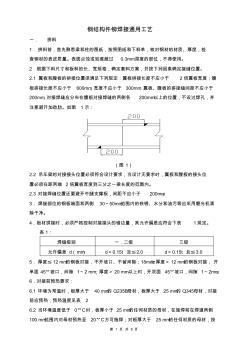
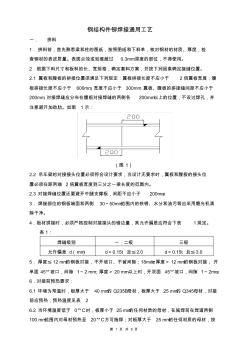
第1页共8页 钢结构件铆焊接通用工艺 一.拼料 1.拼料前,首先熟悉梁和柱的图纸,按照图纸和下料单,核对钢材的材质、厚度,检 查钢材的表皮质量。表面点蚀或划痕超过0.3mm深度的部位,不得使用。 2.根据下料尺寸和板料的长、宽规格,确定套料方案,并按下列因素确定接缝位置。 2.1翼板和腹板的拼接位置须满足下列规定:翼板拼接长度不应小于2倍翼板宽度;腹 板拼接长度不应小于600mm,宽度不应小于300mm;翼板、腹板的拼接缝间距不应小于 200mm;对接焊缝应分布在腹板对接焊缝的两侧各200mm以上的位置,不设过焊孔,并 注意避开加劲肋。如图1示: (图1) 2.2吊车梁的对接接头位置必须符合设计要求,当设计无要求时,翼板和腹板的接头位 置必须在距两端2倍翼板宽度到三分之一梁长度的范围内。 2.3对接焊缝位置还要避开牛腿支撑板,间距不应小于200mm。 3
编辑推荐下载

 热浸镀锌大型天线钢结构件的应用研究
热浸镀锌大型天线钢结构件的应用研究 热浸镀锌大型天线钢结构件的应用研究
格式:pdf
大小:116KB
页数:1P
4.3
热浸镀锌为大型天线的防腐蚀提供了解决方法,本文探讨了天线热浸镀锌存在的问题,并从修改天线结构形式等方面提出了改进的方案,实现了大型天线的热浸镀锌。
大型门机钢结构件检查维护应注意问题热门文档
钢结构件制作焊缝坡口质量检查记录
格式:pdf
大小:27KB
页数:1P
4.5
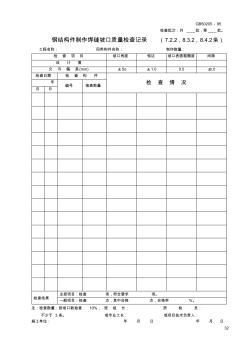
gb50205-95 检查批次:共批,第批。 钢结构件制作焊缝坡口质量检查记录(7.2.2,8.3.2,8.4.2条) 工程名称:同类构件名称:制作数量: 检查项目坡口角度钝边坡口表面粗糙度间隙 设计值 允许偏差(mm)±5o±1.00.5±1.0 检查日期检查构件 检查情况年 编号抽查数量 月日 检查结果 主控项目:检查项,符合要求项。 一般项目:检查点,其中合格点,合格率%。 注:检查数量:按坡口数抽查10%,班组长:质检员: 不少于3条。或专业工长:或项目技术负责人: 施工单位:年月日年月日 32

钢结构件制造检验规范共28页
格式:pdf
大小:752KB
页数:27P
4.4
钢结构件制造检验规范 港机公司 质检部 二零零四年三月 钢结构件制造检验规范 1主题内容与适用范围 本规范规定了钢结构件产品生产全过程的质量检验要求。 本规范适用于各种牵引车、挂车、皮带运输机桁架、大漏斗、抓斗、 装卸桥、起重机扒杆、灯塔以及船闸闸门等钢结构件的生产制造。 2材料 2.1结构材料 2.1.1承重结构的钢材,一般采用q235-a、16mn钢,其质量标准应符合 现行《碳素结构钢》、《低合金结构钢》规定的要求。 2.1.2钢材应有出厂合格证,如无合格证或标号不清者应进行复验,其结 果应符合国家标准规范和设计文件的要求方可采用。 2.1.3钢材表面锈蚀,、度点或划痕的深度不得大于该钢板负偏差的一半, 不应有裂纹、分层等缺陷。 2.2焊条、焊丝、焊剂 2.2.1用于焊接结构件的焊条、焊丝与焊剂应保证焊后不低于母材的机械 性能。 2.2.2焊条、焊丝与焊剂应

钢结构件焊接尺寸检验规范
格式:pdf
大小:728KB
页数:22P
4.4
钢结构件焊接检验规范 此文件属山东力丰重型机床有限公司文件控制中心控制 未经许可,不得复印及取离本公司 文件编号:lfglp-0116版本号:a页数:9 山东力丰重型机床有限公司 文件编号lfglp-0116 版本a版 文件名称:焊接件检验规范第1页共9页 编制:马永江批核:生效日期2014.12.1 1.0目的: 为加强钢结构件焊接质量的控制,提高焊接质量,特制定本规范。 2.0范围: 本规范适用于本公司钢结构件焊接质量的检验。 4.0检验依据 4.1技术标准 包括国家的、行业的或企业的有关标准和技术法规。这些标准或法规中规定 了焊接件质量要求和质量评定方法。 4.2技术图纸 图纸规定了焊接件加工制造必须达到的材质特性,几何特性(如:形状、尺 寸等)以及加工精度(如:公差等)的要求。 4.3工艺文件 如焊接工艺操作规程;机加工艺卡
大型门机钢结构件检查维护应注意问题精华文档

钢结构件加工工艺规程
格式:pdf
大小:156KB
页数:7P
4.6
中铁电气化局集团电气化公司器材厂页码1/7 文件名称钢结构件加工工艺规范版次第一版 文件号码ee/qb05-2005制作部门技术部管制分类管制 1本标准适用范围 本规范适用于电气化铁道接触网钢柱(钢管型、h型)、硬横梁、支架、接腿、底座和输电线路铁塔、钢 管杆、电缆支架、避雷针、爬梯等(简称钢结构件)。 2引用标准(下列标准引用最新版本) tb/t2921电气化铁道接触网钢柱 gb10852钢结构焊缝外型尺寸 gb5117碳钢焊条 tb/t2920电气化铁道接触网硬横跨技术条件 gb2694输电线路铁塔制造技术条件 gb/t699优质碳素结构钢 dl/t646输电线路钢管杆制造技术条件 sy/t5037普通流体输送管道用螺旋缝埋弧焊钢管 gb50205钢结构施工及验收规范 gbj81建筑钢结构焊接规范 gb/t8612结构用无缝钢管 gb

热镀锌的钢结构件制造要点
格式:pdf
大小:437KB
页数:7P
4.5
文章编号:100123849(2002)0620015207 ① 热镀锌的钢结构件制造要点 杨变英 编译 (航天科技集团长治清华机械厂技术开发中心,山西长治 046012) 摘要:指出需热镀锌的钢结构件制造时应注意的要点。对焊接件、构件形状、铸件、螺栓连接构件、钢 材的成分、不同材料的组合件、局部不需镀锌件、冷加工件、构件的变形、镀锌前后机械强度的变化 及镀锌后钢结构件的处理等制造过程所遇到的金属工艺问题和解决途径给予说明。 关 键 词:热镀锌;钢结构件;金属工艺 中图分类号:tq153115 文献标识码:b keypointsforhotgalvanizedsteelstructuralpartsproduction translatedandcompiled
钢结构件制作通用工艺 (2)
格式:pdf
大小:101KB
页数:8P
4.7
第1页共8页 钢结构件铆焊接通用工艺 一.拼料 1.拼料前,首先熟悉梁和柱的图纸,按照图纸和下料单,核对钢材的材质、厚度,检 查钢材的表皮质量。表面点蚀或划痕超过0.3mm深度的部位,不得使用。 2.根据下料尺寸和板料的长、宽规格,确定套料方案,并按下列因素确定接缝位置。 2.1翼板和腹板的拼接位置须满足下列规定:翼板拼接长度不应小于2倍翼板宽度;腹 板拼接长度不应小于600mm,宽度不应小于300mm;翼板、腹板的拼接缝间距不应小于 200mm;对接焊缝应分布在腹板对接焊缝的两侧各200mm以上的位置,不设过焊孔,并 注意避开加劲肋。如图1示: (图1) 2.2吊车梁的对接接头位置必须符合设计要求,当设计无要求时,翼板和腹板的接头位 置必须在距两端2倍翼板宽度到三分之一梁长度的范围内。 2.3对接焊缝位置还要避开牛腿支撑板,间距不应小于200mm。 3
钢结构件制造(工艺规程)
格式:pdf
大小:44KB
页数:3P
4.7
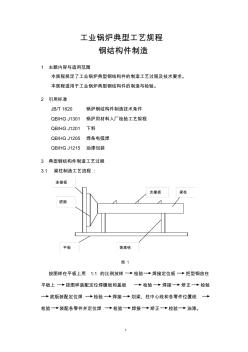
1 工业锅炉典型工艺规程 钢结构件制造 1主题内容与适用范围 本规程规定了工业锅炉典型钢结构件的制造工艺过程及技术要求。 本规程适用于工业锅炉典型钢结构件的制造与检验。 2引用标准 jb/t1620锅炉钢结构件制造技术条件 qb/hgj1301锅炉用材料入厂检验工艺规程 qb/hgj1201下料 qb/hgj1205焊条电弧焊 qb/hgj1215油漆包装 3典型钢结构件制造工艺过程 3.1梁柱制造工艺流程: 图1 按图样在平板上用1:1的比例放样检验焊接定位板把型钢放在 平板上按图样装配定位焊腹板和盖板检验焊接矫正检验 底版装配定位焊检验焊接划梁、柱中心线和各零件位置线 检验装配各零件并定位焊检验焊接矫正检验油漆。 连接板 底版 平板等高铁 支撑板梁柱 2 3.2平台制造工
大型门机钢结构件检查维护应注意问题最新文档

钢结构件焊接通用工艺
格式:pdf
大小:247KB
页数:27P
4.5
钢结构件焊接通用工艺 编制: 审定: 会签: 批准: 苏州大方特种车辆有限公司 2009.3.13 2 钢结构件焊接通用工艺 1.0引用标准 gb5117-85碳钢焊条。 gb985-88手工电弧焊及气体保护焊焊缝坡口的基本形式与尺寸。 gb986-88埋弧焊焊缝坡口的基本形式和尺寸。 2.0焊接工艺方法概述: 焊接在机械制造中是一种十分重要的加工工艺。 目前,我公司常用的焊接方法偏重于溶焊类中的电弧焊,如焊条电弧焊、埋 弧焊、co2气体保护电弧焊和药芯焊丝电弧焊,均属溶化极焊接。 2.1焊缝中的气孔、夹渣和裂纹 气孔与夹渣是焊绦中经常遇到的两种缺陷,它们都是在熔池金属结晶过程中 产生的。它们的存在不仅削弱焊缝的有效载面,而且也带来应力集中,显著降低 焊缝的强度和韧性,对动载强度和疲劳强度更为不利,有些情况下还会引起裂纹 或影响焊缝的气密性,必须引起重视的。
钢结构件防腐保护漆体系
格式:pdf
大小:22KB
页数:3P
4.6
1/3 钢结构件防腐保护漆体系标准 目录 1.钢结构件防腐保护漆体系标准........................................................2 1.1国际电工委员会(iec)标准...............错误!未定义书签。 1.2iso标准.....................................................................................2 1.3中华人民共和国标准(gb).................................................2 1.4南非电力公司标准....................................................................2 2


钢结构件制造检验规范 (2)
格式:pdf
大小:780KB
页数:29P
4.5
钢结构件制造检验规范 xx公司 xxx部 xxxx年x月 1 钢结构件制造检验规范 1主题内容与适用范围 本规范规定了钢结构件产品生产全过程的质量检验要求。 本规范适用于各种牵引车、挂车、皮带运输机桁架、大漏斗、抓斗、 装卸桥、起重机扒杆、灯塔以及船闸闸门等钢结构件的生产制造。 2材料 结构材料 承重结构的钢材,一般采用q235-a、16mn钢,其质量标准应符合现行 《碳素结构钢》、《低合金结构钢》规定的要求。 钢材应有出厂合格证,如无合格证或标号不清者应进行复验,其结果应 符合国家标准规范和设计文件的要求方可采用。 钢材表面锈蚀,、度点或划痕的深度不得大于该钢板负偏差的一半,不应 有裂纹、分层等缺陷。 焊条、焊丝、焊剂 2.2.1用于焊接结构件的焊条、焊丝与焊剂应保证焊后不低于母材的机械 性能。 2.2.2焊条、焊丝与焊剂应有质量证明书,应符合设计文件的要求合国家

钢结构件制造检验规范
格式:pdf
大小:759KB
页数:29P
4.3
钢结构件制造检验规范 xx公司 xxx部 xxxx年x月 钢结构件制造检验规范 1主题内容与适用范围 本规范规定了钢结构件产品生产全过程的质量检验要求。 本规范适用于各种牵引车、挂车、皮带运输机桁架、大漏斗、抓斗、 装卸桥、起重机扒杆、灯塔以及船闸闸门等钢结构件的生产制造。 2材料 结构材料 承重结构的钢材,一般采用q235-a、16mn钢,其质量标准应符合现行 《碳素结构钢》、《低合金结构钢》规定的要求。 钢材应有出厂合格证,如无合格证或标号不清者应进行复验,其结果应 符合国家标准规范和设计文件的要求方可采用。 钢材表面锈蚀,、度点或划痕的深度不得大于该钢板负偏差的一半,不应 有裂纹、分层等缺陷。 焊条、焊丝、焊剂 2.2.1用于焊接结构件的焊条、焊丝与焊剂应保证焊后不低于母材的机械 性能。 2.2.2焊条、焊丝与焊剂应有质量证明书,应符合设计文件的要求合国家 标准
钢结构件制作焊接变形的控制与分析 钢结构件制作焊接变形的控制与分析
格式:pdf
大小:101KB
页数:未知
4.6
焊接是钢结构制作的主要连接方式,由于焊接而产生的变形对结构件质量的影响更加突出。如何运用焊接变形的规律来处理此类问题,不但需要技术人员有相当的理论水平和实践经验,而且还需要焊工的密切配合。本文就实际工作中遇到的此类问题进行分析。
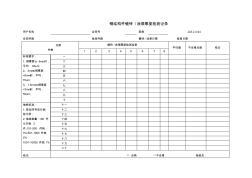
钢结构件镀锌涂漆厚度检测记录
格式:pdf
大小:27KB
页数:1P
4.4
钢结构件镀锌/涂漆厚度检测记录 用户名称合同号规格jl8.2.4-04 合同件数检测件数镀锌/涂漆日期检测日期 点数 件数 镀锌/涂漆厚度检测结果 平均值不合格点数结论 12345678 标准要求:一 1、钢厚度≥6mm时, 平均:85um; 2、3mm≤钢厚度 <6mm时,平均: 70um; 3、1.5mm≤钢厚度 <3mm时,平均: 55um; 二 三 四 五 六 七 八 九 十 抽样标准:十一 1.按合同号进行抽 检记录; 2.抽检数量:100件 以内检3 件;101-500件检 3%;501-1000件抽 2% 1001-10000件抽1% 十二 十三 十四 十五 十六 十七 十八 十九 二十 结论□合格□不合格检验员:
钢结构件的涂装施工与涂料估算
格式:pdf
大小:2.3MB
页数:2P
4.7
钢结构防腐涂装的目的是防止钢结构锈蚀,延长使用寿命。涂层质量的好坏极大程度上取决于涂装施工工艺。钢结构构件的结构形式多样复杂,生产中,采取合理的涂装施工工艺对保证涂装质量和降低成本有非常重要的作用。精确的估算涂料的使用量,可以节约钢结构产品的成本,为施工企业创造更多的经济效益。
工程钢结构件的防腐蚀涂装 工程钢结构件的防腐蚀涂装
格式:pdf
大小:380KB
页数:1P
4.7
目前,全世界每年因钢结构腐蚀造成的经济损失已高达数千亿元以上。我国正处在经济发展时期,工程建设中大量使用钢结构件。因此,采取措施,减少钢结构的腐蚀,延长其使用寿命具有重大的社会意义和经济意义。
大型门机钢结构件检查维护应注意问题相关
文辑推荐
知识推荐
百科推荐


职位:土建施工员
擅长专业:土建 安装 装饰 市政 园林


