

大型喇叭口(结构件)的制作工艺研究
格式:pdf
大小:2.1MB
页数:3P
人气 :99
 4.7
4.7
介绍钢制(结构件)大型喇叭口的制作工艺步骤。结合工件实际情况,设计简易成型工装,合理安排工序,严格执行工序检验,最终达到精度要求。



铜管喇叭口的制作
______________________________________________________________________________________________________________ 精品资料 铜管喇叭口的制作 课题喇叭口的制作课型新授课 课时2 知识目标一、认识制作喇叭口的加工工具 二、掌握喇叭口制作的工艺规范和工艺流程 技能目标一、能够完成铜管的切割 二、能够按工艺要求制作喇叭口 三、能够将制作好的喇叭口按要求正确装配 情感目标在操作过程中培养学生细致的工作作风和团体的责任感 学习重点喇叭口制作的工艺规范 学习难点割管时割刀进刀量的控制 学习方式形式:教师指导,学生练习工具的使用,各种铜管的加工工 艺和连接方法 学习方法教师讲授、学生动手操作、小组讨论 使用工具?6、?9。52、?12的铜管、铜帽、
铜管喇叭口的制作
铜管喇叭口的制作 课题喇叭口的制作课型新授课 课时2 知识目标一、认识制作喇叭口的加工工具 二、掌握喇叭口制作的工艺规范和工艺流程 技能目标一、能够完成铜管的切割 二、能够按工艺要求制作喇叭口 三、能够将制作好的喇叭口按要求正确装配 情感目标在操作过程中培养学生细致的工作作风和团体的责任感 学习重点喇叭口制作的工艺规范 学习难点割管时割刀进刀量的控制 学习方式形式:教师指导,学生练习工具的使用,各种铜管的加工 工艺和连接方法 学习方法教师讲授、学生动手操作、小组讨论 使用工具?6、?9。52、?12的铜管、铜帽、三通截止阀、丝头、胀 管器一套、直尺、扳手、铅笔 教学设计 教学过程教师活动学生活动活动目的 任 务 导 提出问题:我们在安装一台 旧空调时,空调连接处的喇 叭口因搬运过程中挤扁了不 向学生展示室 外机三通截止 阀和铜管连 认识喇
编辑推荐下载
铜管喇叭口的制作 (2)
格式:pdf
大小:67KB
页数:5P
4.7
______________________________________________________________________________________________________________ 精品资料 铜管喇叭口的制作 课题喇叭口的制作课型新授课 课时2 知识目标一、认识制作喇叭口的加工工具 二、掌握喇叭口制作的工艺规范和工艺流程 技能目标一、能够完成铜管的切割 二、能够按工艺要求制作喇叭口 三、能够将制作好的喇叭口按要求正确装配 情感目标在操作过程中培养学生细致的工作作风和团体的责任感 学习重点喇叭口制作的工艺规范 学习难点割管时割刀进刀量的控制 学习方式形式:教师指导,学生练习工具的使用,各种铜管的加工工 艺和连接方法 学习方法教师讲授、学生动手操作、小组讨论 使用工具?6、?9。52、?12的铜管、铜帽、
大型喇叭口结构件的制作工艺研究热门文档
 浅谈钢结构扭曲结构构件的制作工艺
浅谈钢结构扭曲结构构件的制作工艺 浅谈钢结构扭曲结构构件的制作工艺
格式:pdf
大小:75KB
页数:4P
4.7
近年来,随着经济的飞速发展,钢结构越来越多被应用于各种大型的建筑工程中。我司监理中国交易会琶洲展馆二期工程,建筑外壳采用钢结构型式,其中行政会议中心蛋卷型钢结构屋盖系空间扭曲结构,扭曲梁为

钢结构构件制作工艺方案
格式:pdf
大小:551KB
页数:24P
4.3
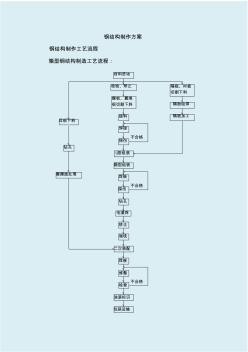
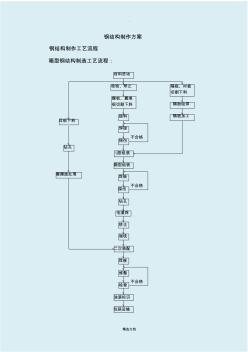
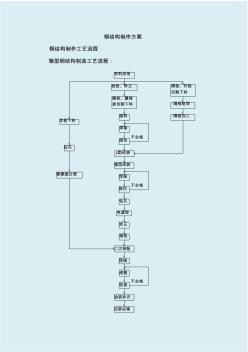
钢结构制作方案 钢结构制作工艺流程 箱型钢结构制造工艺流程: 十字柱制作工艺流程图: h型钢梁制造 工艺流程: 材料进场 材料进场前应进行检验。 检验过程包括材质证明及材料标识和材料允许偏差的检验。材料检验合格后方 可投入使用。 当钢材表面有锈蚀,麻点或划痕等缺陷时,其深度不得大于该钢材厚度负偏差值 1/2,否则不得使用。 钢材矫正: 可用机械方法或火焰矫正,火焰矫正温度不可超过650℃,并严禁强制降温。 钢材矫正后的表面不应有明显的划痕,划痕深度不得大于0.5mm。 钢材矫正后的允许偏差 序号项目允许偏差mm 1 钢板的局部不 平度 t≤141.5 t>141.0 2型钢弯曲矢高l/1000且不应大于5.0 3角钢肢的垂直度 b/100双肢栓接角钢的角度 不得大于90° 4槽钢翼缘对腹板的垂直度b/80 5工字钢、h型钢翼缘对腹板
钢结构构件制作工艺方案 (4)
格式:pdf
大小:942KB
页数:37P
4.7
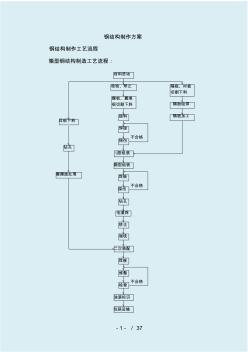
-1-/37 钢结构制作方案 钢结构制作工艺流程 箱型钢结构制造工艺流程: 材料进场 检验、矫正 腹板、翼缘 板切割下料 接料 焊接 探伤 钻孔 焊接 探伤 二次装配 焊接 检查 涂装标识 包装运输 端铣 修整 u型组装 箱型组装 电渣焊 矫正 隔板、衬板 切割下料 隔板加工 不合格 隔板组焊 不合格 不合格 钻孔 耳板下料 摩擦面处理 -2-/37 十字柱制作工艺流程图: -3-/37 h型钢梁制造工艺流程: -4-/37 材料进场 材料进场前应进行检验。 检验过程包括材质证明及材料标识和材料允许偏差的检验。材料 检验合格后方可投入使用。 当钢材表面有锈蚀,麻点或划痕等缺陷时,其深度不得大于该钢 材厚度负偏差值1/2,否则不得使用。 钢材矫正: 可用机械方法或火焰矫正,火焰矫正温度不可超过650℃,并严 禁强制降温。 钢材矫正后的表面
钢结构构件制作工艺方案
格式:pdf
大小:941KB
页数:37P
4.7
钢结构制作方案 钢结构制作工艺流程 箱型钢结构制造工艺流程: 材料进场 检验、矫正 腹板、翼缘 板切割下料 接料 焊接 探伤 钻孔 焊接 探伤 二次装配 焊接 检查 涂装标识 包装运输 端铣 修整 u型组装 箱型组装 电渣焊 矫正 隔板、衬板 切割下料 隔板加工 不合格 隔板组焊 不合格 不合格 钻孔 耳板下料 摩擦面处理 十字柱制作工艺流程图: h型钢梁制造工艺流程: 材料进场 材料进场前应进行检验。 检验过程包括材质证明及材料标识和材料允许偏差的检验。材料 检验合格后方可投入使用。 当钢材表面有锈蚀,麻点或划痕等缺陷时,其深度不得大于该钢 材厚度负偏差值1/2,否则不得使用。 钢材矫正: 可用机械方法或火焰矫正,火焰矫正温度不可超过650℃,并严 禁强制降温。 钢材矫正后的表面不应有明显的划痕,划痕深度不得大于0.5mm。 钢材矫正后的允许偏差 序号项目允许偏差
钢结构构件制作工艺方案 (2)
格式:pdf
大小:994KB
页数:37P
4.8
. 精选文档 钢结构制作方案 钢结构制作工艺流程 箱型钢结构制造工艺流程: 材料进场 检验、矫正 腹板、翼缘 板切割下料 接料 焊接 探伤 钻孔 焊接 探伤 二次装配 焊接 检查 涂装标识 包装运输 端铣 修整 u型组装 箱型组装 电渣焊 矫正 隔板、衬板 切割下料 隔板加工 不合格 隔板组焊 不合格 不合格 钻孔 耳板下料 摩擦面处理 . 精选文档 十字柱制作工艺流程图: . 精选文档 h型钢梁制造工艺流程: . 精选文档 材料进场 材料进场前应进行检验。 检验过程包括材质证明及材料标识和材料允许偏差的检验。材料 检验合格后方可投入使用。 当钢材表面有锈蚀,麻点或划痕等缺陷时,其深度不得大于该钢 材厚度负偏差值1/2,否则不得使用。 钢材矫正: 可用机械方法或火焰矫正,火焰矫正温度不可超过650℃,并严 禁强制降温。 钢材矫正后的表面不应有明显的划痕,划痕深度不得大
大型喇叭口结构件的制作工艺研究精华文档
钢结构构件制作工艺方案 (3)
格式:pdf
大小:950KB
页数:37P
4.3
钢结构制作方案 钢结构制作工艺流程 箱型钢结构制造工艺流程: 材料进场 检验、矫正 腹板、翼缘 板切割下料 接料 焊接 探伤 钻孔 焊接 探伤 二次装配 焊接 检查 涂装标识 包装运输 端铣 修整 u型组装 箱型组装 电渣焊 矫正 隔板、衬板 切割下料 隔板加工 不合格 隔板组焊 不合格 不合格 钻孔 耳板下料 摩擦面处理 十字柱制作工艺流程图: h型钢梁制造工艺流程: 材料进场 材料进场前应进行检验。 检验过程包括材质证明及材料标识和材料允许偏差的检验。材料 检验合格后方可投入使用。 当钢材表面有锈蚀,麻点或划痕等缺陷时,其深度不得大于该钢 材厚度负偏差值1/2,否则不得使用。 钢材矫正: 可用机械方法或火焰矫正,火焰矫正温度不可超过650℃,并严 禁强制降温。 钢材矫正后的表面不应有明显的划痕,划痕深度不得大于0.5mm。 钢材矫正后的允许偏差 序号项目允许偏差
大型厂房钢结构中板片及其接头的制作工艺研究 大型厂房钢结构中板片及其接头的制作工艺研究
格式:pdf
大小:293KB
页数:2P
4.5
本文对大型厂房钢结构中板片及其接头的的制作工艺作了较为详尽的说明和分析,内容包括板片制作的前期准备、中期拼装和后期板片上各类接头的安装制作等。此工艺具有很强的通用性和实用性。
制作工艺---封头
格式:pdf
大小:31KB
页数:5P
4.5
39 封头制作工艺 q/ljzgg0003/05-2005 1.总则 1.1本工艺适用于碳素钢、低合金钢及不锈钢制椭圆形封头的拉伸成 型,其他形式的封头也可参照执行。 1.2本工艺是与产品工艺文件配合使用的通用规定,若与产品工艺文 件有相抵触或产品工艺文件有特殊要求时,以工艺文件为准。 2.拉伸模与润滑 2.1根据产品名细表中指定的工装号选用胎模。 2.2使用的拉伸模应完好,上模排气孔不得堵死,经验证合格后方可 使用。 2.3上下模及压紧环分别用螺柱和附具固定在冲头和压力机底座上, 调整圆周方向间隙均匀,其差值≤1mm。 2.4每拉伸一个封头前,应检查胎模是否有松动和偏移,以及其他缺 陷,确认完后,方可继续使用。 2.5每个封头拉伸和压制前,必须清除胎模工件面上的氧化皮,熔渣 等杂物,并给拉环均匀的涂刷润滑剂. 冷拉伸封头时,上下模和压边圈工作面,毛坯周边的上下面,涂
项目一,任务2、制作管道的杯型口和喇叭口
格式:pdf
大小:71KB
页数:5P
4.7
贵州省瓮安中等职业技术学校 空调原理与维修课程教案 课题章节02授课班级13电子班 课时3教学形式讲授课、实际操作 编写教师简文杰授课日期2014年08月日 课题名称 项目一、加工制作制冷管道 任务2、制作管道的杯型口和喇叭口 教学资源教材;杯型扩管器和喇叭形扩管器、φ6、φ8、φ10铜管。 教学目标 认知目标: 1.了解扩管的意义; 2.认识制冷工具。 情感目标: 1.培养看管用管尺寸的能力; 2.练习使用扩管器。 技能目标: 1.学会看管知道尺寸,并且懂得使用管道合理性; 2.学会使用扩管器。 教学方法讲授法、讨论法、演示法、练习法等。 教学重点 1.了解管道的尺寸; 2.培养看管用管尺寸的能力; 3.学会看管知道尺寸,并且懂得使用管道合理性; 4.正确掌握扩管器的使用方法。 教学难点1.防止喇叭口开裂、卷边等缺陷 随堂练习
钢结构件制作通用工艺
格式:pdf
大小:92KB
页数:8P
4.4
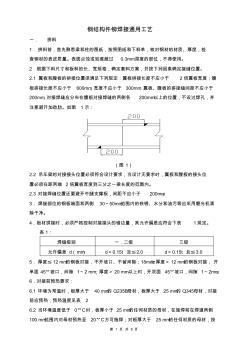
第1页共8页 钢结构件铆焊接通用工艺 一.拼料 1.拼料前,首先熟悉梁和柱的图纸,按照图纸和下料单,核对钢材的材质、厚度,检 查钢材的表皮质量。表面点蚀或划痕超过0.3mm深度的部位,不得使用。 2.根据下料尺寸和板料的长、宽规格,确定套料方案,并按下列因素确定接缝位置。 2.1翼板和腹板的拼接位置须满足下列规定:翼板拼接长度不应小于2倍翼板宽度;腹 板拼接长度不应小于600mm,宽度不应小于300mm;翼板、腹板的拼接缝间距不应小于 200mm;对接焊缝应分布在腹板对接焊缝的两侧各200mm以上的位置,不设过焊孔,并 注意避开加劲肋。如图1示: (图1) 2.2吊车梁的对接接头位置必须符合设计要求,当设计无要求时,翼板和腹板的接头位 置必须在距两端2倍翼板宽度到三分之一梁长度的范围内。 2.3对接焊缝位置还要避开牛腿支撑板,间距不应小于200mm。 3
大型喇叭口结构件的制作工艺研究最新文档

钢结构制作工艺 (2)
格式:pdf
大小:122KB
页数:9P
4.6
钢结构加工工艺 一.号料 1.钢材材质:a.钢板:材质为q235b。b.型钢:h型钢材质为q235b,槽钢材质为q235b;角钢材质为q235b。 2.放样人员开草图时,必须先看清楚图纸中构件的材质、板厚、尺寸,发现问题及时找技术人员解决, 未经技术人员同意任何人不得私自修改图纸中构件的材质、板厚、尺寸。 3.对复杂节点及节点连接件进行1:1放样,放样时应根据设计图确定各构件的实际尺寸, 放样工作完成后,对所放大样和样板进行检验。 4.箱型、焊接h型钢的翼缘板拼接缝和腹板拼接缝的间距不应小于200mm。 5.箱形、工字形接料应避开焊缝对直接料、下600mm范围内接料。 6.号料时长度方向必须留焊接收缩余量,余量不小于50mm,宽度方向留切割余量:δ≤25mm时,切 割余量为2mm,δ>25mm时,切割余量为3mm。 7.样板的允许偏差
钢结构制作工艺()
格式:pdf
大小:95KB
页数:11P
4.8
钢结构加工工艺 一.号料 1.钢材材质:a.钢板:材质为q235b。b.型钢:h型钢材质为q235b,槽钢材质为 q235b;角钢材质为q235b。 2.放样人员开草图时,必须先看清楚图纸中构件的材质、板厚、尺寸,发现问题 及时找技术人员解决,未经技术人员同意任何人不得私自修改图纸中构件的 材质、板厚、尺寸。 3.对复杂节点及节点连接件进行1:1放样,放样时应根据设计图确定各构件的实 际尺寸, 放样工作完成后,对所放大样和样板进行检验。 4.箱型、焊接h型钢的翼缘板拼接缝和腹板拼接缝的间距不应小于200mm。 5.箱形、工字形接料应避开焊缝对直接料、下600mm范围内接料。 6.号料时长度方向必须留焊接收缩余量,余量不小于50mm,宽度方向留切割余量: δ≤25mm时,切割余量为2mm,δ>25mm时,切割余量为3mm。 7.
探究玉米的喇叭口施肥法 探究玉米的喇叭口施肥法
格式:pdf
大小:1.4MB
页数:1P
4.3
高中生物教学涉及探究性学习与实验,可促进学生学习方式的改变,充分发挥学生的自主学习精神,并通过勤于动手、乐于探究的形式,培养学生主动获取知识的能力,能全面提高学生的生物科学素养。"探究玉米的喇叭口施肥法"的实践活动,便是笔者组织学生开展课外探究的一点尝试。
机立窑喇叭口性能的改善 机立窑喇叭口性能的改善
格式:pdf
大小:123KB
页数:2P
4.6
针对立窑扩径后煅烧带筒体温度过高及喇叭口跑风现象,通过采取高温带筒体外保温、喇叭口砖的砖型选择、窑口砖的密封等技术措施,改善了喇叭口的性能,降低了熟料热耗。
 大型曲面喇叭口钢管制作工法
大型曲面喇叭口钢管制作工法 大型曲面喇叭口钢管制作工法
格式:pdf
大小:194KB
页数:3P
4.5
藏木水电站是雅鲁藏布江干流上第一座大型水电站,海拔3300m左右,由于交通不便,为了减少成品钢管运输成本,钢管需在现场制作,而施工现场加工设备有限,因此,异形产品的制作技术难度较大.文章主要通过大型曲面喇叭口钢管的制作工法,详细介绍了其工法针对特殊施工条件下的生产制作,对其放样下料、压弧成型、整体组装等全套关键工艺,进行了分析并制定合理的施工工艺,使其达到提高效率、缩短工期、降低成本的目的.
带压作业喇叭口的改进与应用 带压作业喇叭口的改进与应用
格式:pdf
大小:347KB
页数:1P
4.4
带压作业喇叭口是井下带压作业常用的一种工具,原带压喇叭口堵头是由铸铁构造,堵头在压通后会落入井筒,形成新的井内落物,给后续冲砂、钻塞施工时造成很大困难。为此,用水泥堵头代替铸铁堵头,从根本上解决了这个问题。
电力装岩机半喇叭口零件工艺改进的分析 电力装岩机半喇叭口零件工艺改进的分析
格式:pdf
大小:356KB
页数:3P
4.7
对电力装岩机半喇叭口零件的工艺改进进行了分析总结,并对该零件的工艺过程、改进后的经济效益进行了全面对比。生产实践表明,改进后工效提高近10倍,成本降至原成本的21%,为装岩机进行全面工艺改进提供了有益经验
大型喇叭口结构件的制作工艺研究相关
文辑推荐
知识推荐
百科推荐


职位:信息系统监理工程师
擅长专业:土建 安装 装饰 市政 园林


