

大型焊接构件向心测试管系制造技术
格式:pdf
大小:475KB
页数:2P
人气 :85
 4.5
4.5
根据某大型构件独特的结构特点,介绍了一种通过焊接方式,在激光对心装置的实时监控下,采用焊接方法来调整并保证测试管系的最终对心精度的工艺方法。



三层波纹管焊接与制造技术
**资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.***
 锅炉用焊接钢管的制造技术
锅炉用焊接钢管的制造技术 锅炉用焊接钢管的制造技术
简述了锅炉用焊接钢管的优势,国内外锅炉用焊接钢管的生产发展概况以及我国焊接钢管用于锅炉制造的情况。详细介绍了锅炉用焊接钢管的质量要求、品种和规格,锅炉用焊接钢管的几种生产工艺方法,典型的制管工艺流程和生产关键技术。对锅炉用焊接钢管生产提出了几点建议。
编辑推荐下载
焊接H钢结构厂房构件制造安装技术 焊接H钢结构厂房构件制造安装技术
格式:pdf
大小:366KB
页数:3P
4.6
以浦镇车辆厂的铝合金车体及总装车间为例,介绍焊接h钢结构厂房构件制作安装技术,包括焊接h钢制造工艺、构件安装工艺、高强度螺栓安装工艺及彩板安装工艺
小水电闸门焊接构件的超声波探伤
格式:pdf
大小:910KB
页数:6P
4.8
本文提出了t、l、x焊接构件的超声波探伤,解决了水电闸门中复杂焊接构件的超声横波探伤中的难题,还介绍了对这种构件中缺陷性质的识别方法。
大型焊接构件向心测试管系制造技术热门文档

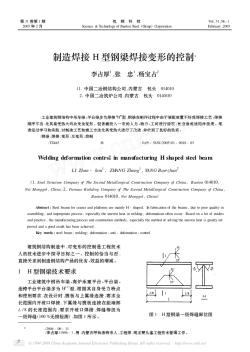
大型结构件的焊接变形控制
格式:pdf
大小:9KB
页数:3P
4.5
大型结构件的焊接变形控制 大型结构件的焊接变形控制 梁晓宇王文尔 (南阳石油机械厂河南南阳市473006) 摘要:大型焊接结构件在当今的工业生产领域中正得到越来越广泛的应用,而且对其自身的尺寸精度和形位公差提出了更高的要求。本文从焊接 变形产生的机理、原因、控制焊接变形所应采取的措施等方面进行了有益的探索,提出了9项措施减少焊接变形,并对焊后如何减少接头焊接应 力、焊接变形矫正等方面提出解决方法。 关键词:焊接变形机理控制措施 1焊变形产生的机理 众所周知,焊接过程是利用电弧热、物理热、化学热等热能将母材金属及焊材融化形成焊接熔池,熔池凝固从液相转变成固相的结晶过程,本质 上是一个冶金过程。焊接凝固和铸造凝固虽然都经历结晶成核、,长大的过程。但前者是非平衡凝固,后者是平衡凝固,二者有很大区别。 (1)、焊接熔池体积小,冷却速度快。其平均冷却速度高达100oc/s,约为

大型结构件焊接变形控制方法
格式:pdf
大小:239KB
页数:3P
4.5
焊接技术第37卷第6期2008年12月 收稿日期:2008-02-26 文章编号:1002-025x(2008)06-0054-03 ·焊接质量控制与管理· 0前言 大型结构件在实际生产中是指体积庞大、自身质 量大、由结构钢焊接而成的零部件,随着机械工业的 发展,大型结构件在工业生产中被广泛应用。在工程 机械产品中,大型结构件是产品的骨骼,如挖掘机的 中间架、履带架、斗杆、伸长臂和铲斗等都是由大量 尺寸与规格不等的钢板焊接一起而成的结构件。 大多数结构件在焊后需经机加工才能使用,所以 对焊接后的部分尺寸精度和位置精度的要求比较高。 如图1所示的ex230型挖掘机超长臂,由46件片件 (零件)焊接而成,外形尺寸为:9917mm×1535 mm×725mm,自身质量为2080kg。 图1中所示3
大型焊接构件向心测试管系制造技术精华文档
大型结构件的焊接质量控制 大型结构件的焊接质量控制
格式:pdf
大小:3.2MB
页数:5P
4.3
为了提高大型结构件焊接时不同焊接阶段的焊接质量,对焊前、焊接过程中以及焊后三个阶段影响焊接质量的因素进行论述和分析.分析结果表明,焊前进行焊接工艺审查、焊接设备及仪器校准、母材及焊材检验等措施,能够有效预防缺陷的发生;焊接过程中进行焊缝表面质量检查、规范焊接参数和技术要求,同时要求焊工进行严格的焊接操作,能有效提高焊接质量;焊后对焊接结构件的热处理、压力测试和无损检测,能有效保证焊接产品质量.最后针对焊接时的不合格项,给出了相应的处理措施.
大型全焊接结构球阀的制造工艺 大型全焊接结构球阀的制造工艺
格式:pdf
大小:655KB
页数:3P
4.4
介绍了制造大型全焊接结构球阀时所采取的一系列合理有效的工艺措施,为大型全焊接结构球阀的制造积累了可借鉴的经验。
钢结构构件焊接技术要求及焊接技术
格式:pdf
大小:142KB
页数:10P
4.4
钢结构构件焊接技术要求 一、常规要求 1、焊工应经培训合格,方可担任焊接工作。 2、重要结构件的重要焊缝,焊缝两端或焊缝交叉处必须打上焊工代号钢印。 3、焊前对焊件应预先清除焊缝附近表面的污物,如氧化皮、油、防腐涂料等。 6、钢结构件隐蔽部位应焊接、涂装、并经检查合格后方可封闭。 7、双面对接焊焊接应挑焊根,挑焊根可采用风铲、炭弧气刨,气刨及机械加工 等方法。 8、多层焊接应连续施焊,每一层焊道焊完后应及时清理检查、清除缺陷后再焊。 9、焊接过程中,尽可能采用平焊位置。 10、焊接时,不得使用药皮脱落或焊芯生锈的焊条和受潮结块的焊剂及已熔烧 过的渣壳;焊丝、焊钉在使用前应清除油污、铁锈。 12、焊接时,焊工应遵守焊接工艺,不得自由施焊及在焊道外的母材上引弧。 13、对接接头、t形接头、角接接头、十字接等对接焊缝及对接和角接组合焊缝, 应在焊缝的两端设置引弧和引出板,
钢结构构件焊接技术要求及焊接技术分析
格式:pdf
大小:37KB
页数:10P
4.4
青岛速霸数控设备有限公司1 钢结构构件焊接技术要求 一、常规要求 1、焊工应经培训合格,方可担任焊接工作。 2、重要结构件的重要焊缝,焊缝两端或焊缝交叉处必须打上焊工代号钢印。 3、焊前对焊件应预先清除焊缝附近表面的污物,如氧化皮、油、防腐涂料等。 6、钢结构件隐蔽部位应焊接、涂装、并经检查合格后方可封闭。 7、双面对接焊焊接应挑焊根,挑焊根可采用风铲、炭弧气刨,气刨及机械加工 等方法。 8、多层焊接应连续施焊,每一层焊道焊完后应及时清理检查、清除缺陷后再焊。 9、焊接过程中,尽可能采用平焊位置。 10、焊接时,不得使用药皮脱落或焊芯生锈的焊条和受潮结块的焊剂及已熔烧 过的渣壳;焊丝、焊钉在使用前应清除油污、铁锈。 12、焊接时,焊工应遵守焊接工艺,不得自由施焊及在焊道外的母材上引弧。 13、对接接头、t形接头、角接接头、十字接等对接焊缝及对接和角接组合焊缝,
钢结构构件焊接技术要求及焊接技术
格式:pdf
大小:998KB
页数:10P
4.4
青岛速霸数控设备有限公司1 钢结构构件焊接技术要求 一、常规要求 1、焊工应经培训合格,方可担任焊接工作。 2、重要结构件的重要焊缝,焊缝两端或焊缝交叉处必须打上焊工代号钢印。 3、焊前对焊件应预先清除焊缝附近表面的污物,如氧化皮、油、防腐涂料等。 6、钢结构件隐蔽部位应焊接、涂装、并经检查合格后方可封闭。 7、双面对接焊焊接应挑焊根,挑焊根可采用风铲、炭弧气刨,气刨及机械加工 等方法。 8、多层焊接应连续施焊,每一层焊道焊完后应及时清理检查、清除缺陷后再焊。 9、焊接过程中,尽可能采用平焊位置。 10、焊接时,不得使用药皮脱落或焊芯生锈的焊条和受潮结块的焊剂及已熔烧 过的渣壳;焊丝、焊钉在使用前应清除油污、铁锈。 12、焊接时,焊工应遵守焊接工艺,不得自由施焊及在焊道外的母材上引弧。 13、对接接头、t形接头、角接接头、十字接等对接焊缝及对接和角接组合焊缝,
大型焊接构件向心测试管系制造技术最新文档
ISO9001质量管理体系模式下焊接构件振动时效技术的实施 ISO9001质量管理体系模式下焊接构件振动时效技术的实施
格式:pdf
大小:102KB
页数:4P
4.7
就振动时效技术在iso9001质理管理体系模式下如何实施,以达到该技术实施过程受控,使组织能够证实其有能力稳定地提供满足顾客和适用法律法规要求的产品,对管理要求和实施步骤进行了探讨。
大型结构件焊接工艺分析及焊接变形的预处理 大型结构件焊接工艺分析及焊接变形的预处理
格式:pdf
大小:1.7MB
页数:1P
4.6
大型结构件主要是指体积大、质量大,并且通过焊接来完成的零部件。随着我国各个产业的快速发展,各种大型结构件逐渐被应用至各个产业中,然而受到多方面因素的影响,大型结构件在实际焊接的过程中会出现焊接变形的情况,若是无法对其进行有效处理将会严重影响到焊接工艺质量。本文将结合实际情况对大型结构件焊接工艺及焊接变形的预处理进行详细分析,以期为今后开展的相关工作提供宝贵经验。
智能制造技术在电力控制保护设备自动测试中的应用
格式:pdf
大小:1.1MB
页数:4P
4.3
本文介绍了在智能制造产业转型背景下,如何对电力控制保护设备的生产测试环节进行智能化升级,达到提高产品质量、提升生产效率、降低综合生产成本的目的.重点分析低压综合保护测量装置的检测过程,通过条码识别装置类型,改进接线方式,引入机器人完成转运,利用plc、上位机以及mes系统协调整个智能测试产线.该方案对继电保护产业发展有示范效应和借鉴意义,获得全国电力职工技术成果奖二等奖.
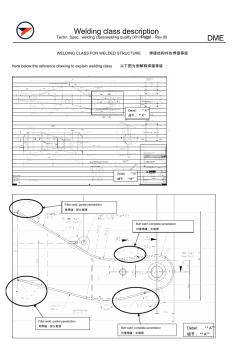
焊接结构件的焊接等级
格式:pdf
大小:7.9MB
页数:11P
4.8
weldingclassdescription techn.spec.:weldingclass/weldingquality001/page1of11-rev.00dme weldingclassforweldedstructure焊接结构件的焊接等级 herebelowthereferencedrawingtoexplainweldingclass以下图为例解释焊接等级: detail:“a” 细节:“a” 细节:“b” detail:“b” detail:“a” 细节:“a”对接焊缝:全熔透 buttweld:completepenetration 角焊缝:部分熔透 filletweld:partialpenetration 对接焊缝:全熔透 buttweld:completepene
焊接H型钢制造技术问题的探讨 焊接H型钢制造技术问题的探讨
格式:pdf
大小:102KB
页数:未知
4.5
本文就焊接h型钢制造过程中角变形,弯曲变形及扭曲变形产生的机理及相应对策作一阐述,并结合实际施工过程,对焊接h型钢的技术作一探讨。
飞机结构件连接孔制造技术探究 飞机结构件连接孔制造技术探究
格式:pdf
大小:118KB
页数:未知
4.7
飞机结构件连接孔是飞机结构中重要的组成部分,并直接关系到飞机结构的疲劳寿命,从而在一定程度上直接影响着飞机整体的飞行质量。因此,优化飞机结构件连接孔制造技术具有非常重要的价值和意义。文章主要探究优化飞机结构件连接孔制造技术的有效途径,从而切实提高飞机的飞行质量和效率。

技术公司高压测试管理办法
格式:pdf
大小:97KB
页数:4P
4.4
深圳培训网www.***.*** 技术公司高压测试管理办法 修订 日期 修订 单号 修订内容摘要页次版次修订审核批准 2011/03/30/系统文件新制定4a/0/// 更多免费资料下载请进:http://bbs.55top.com好好学习社区 批准:审核:编制: 深圳培训网www.***.*** 技术公司高压测试管理办法 1.0目的: 为使产品于生产过程中,避免不当之操作,减少不必要的错误,以保证合格之 品质。 2.0范围: 工程、品管以及制造单位,凡参与测试使用及管理作业之所有人员。 3.0定义: 高压测试是对电子产品破坏性与非破坏性的一种安规测试。 4.0权责: 4.1工程单位依r&d电气规格书及样机制作《作业指导书》。 4.2各制造单位依据《作业指导书》对仪器、治具进行校验合格后进行测试。 4.3品

钢结构构件制作焊接技术要求
格式:pdf
大小:47KB
页数:16P
4.4
徐州光环钢结构工程有限公司1 钢结构构件制作焊接技术要求 一、常规要求 1、焊工应经培训合格并取得资格证书,方可担任焊接工作。 2、重要结构件的重要焊缝,焊缝两端或焊缝交叉处必须打上焊 工代号钢印。 3、焊前对焊件应预先清除焊缝附近表面的污物,如氧化皮、油、 防腐涂料等。 4、在零摄氏度以下焊接时,应遵守下列条件: ①保证在焊接过程中,焊缝能自由收缩; ②不准用重锤打击所焊的结构件; ③焊接前需除尽所焊结构件上的冰雪; ④焊接前应按规定预热,具体温度根据工艺试验定。 5、焊接前应按规定预热,必须封焊主板(腹板)、筋板、隔板的 端(厚度方向)及连接件的外露端部的缝隙; 6、钢结构件隐蔽部位应焊接、涂装、并经检查合格后方可封闭。 7、双面对接焊焊接应挑焊根,挑焊根可采用风铲、炭弧气刨, 气刨及机械加工等方法。 8、多层焊接应连续施焊,每一层焊道焊完后应及时清理检查、 清除缺陷后再
大型焊接构件向心测试管系制造技术相关
文辑推荐
知识推荐
百科推荐


职位:钢结构设计工程师
擅长专业:土建 安装 装饰 市政 园林


