

大型焊接钢管调直机动力压头液压系统的改进
格式:pdf
大小:301KB
页数:2P
人气 :72
 4.4
4.4
对大型钢管调直机液压动力压头系统进行了分析。通过增加液控单向阀,解决了原液压动力压头系统压制力不稳定现象;用电液换向阀取代了原系统的电磁换向阀,解决了原大型调直机回程振动较大的问题,提高了调直质量。




 28MN焊接钢管静水压试验机液压系统的技术改进
28MN焊接钢管静水压试验机液压系统的技术改进 28MN焊接钢管静水压试验机液压系统的技术改进
为了能够满足小规格、小壁厚、低钢级钢管的水压试验要求,对28mn焊接钢管静水压试验机液压系统进行了技术改进。通过该技术改进,提高了水压试验机的实际应用能力,满足了机组生产范围内的钢管水压试验的要求。
编辑推荐下载
拖拉机动力换挡变速箱液压系统动态特性试验研究 拖拉机动力换挡变速箱液压系统动态特性试验研究
格式:pdf
大小:1.0MB
页数:6P
4.5
在自行研制的动力换挡变速箱试验台上,以zf公司t7336变速箱为例,对半载运输、四分之三载运输、满载运输和犁耕4种工况下液压系统动态特性进行了试验研究。结果发现:在额定输入转速2300r.min-1下,当变速箱受载情况下,换挡时离合器a、b、c、d、f和g协调作动,驱动油缸压力呈现跳跃性上升或下降,换挡压力变化过程持续约7~10s。在换挡过程中,变速箱输入转速和液压系统的流量基本不变,变速箱输入转矩、输出转矩和变速箱输出转速在换挡时刻有冲击载荷出现,且与换挡离合器驱动油缸压力的上升或下降对应,持续时间约7~10s。
焊接钢管平头方式的改进 焊接钢管平头方式的改进
格式:pdf
大小:157KB
页数:2P
4.6
本文在分析传统焊管生产工艺带来的钢管平头方式——点接触平头方式的设计思想的基础上,提出了现代焊管生产工艺变革所要求的钢管平头方式——面接触平头方式的设计思想,解决了点接触平头方式存在的缺点,达到了控制进刀过程处于平稳状态的目的,提高了刀具使用寿命,保证了平铣质量.
大型焊接钢管调直机动力压头液压系统改进热门文档

焊接钢管 (4)
格式:pdf
大小:10KB
页数:3P
4.7
焊接钢管基本知识 焊接钢管生产工艺简单,生产效率高,品种规格多,设备资少,但一般强度低于无缝钢管。 随着优质带钢连轧生产的迅速发展以及焊接和检验技术的进步,焊缝质量不断提高,焊接钢 管的品种规格日益增多,并在越来越多的领域代替了无缝钢管。焊接钢管按焊缝的形式分为 直缝焊管和螺旋焊管。直缝焊管生产工艺简单,生产效率高,成本低,发展较快。螺旋焊管 的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料 生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~100%,而且生产 速度较低。因此,较小口径的焊管大都采用直缝焊,大口径焊管则大多采用螺旋焊。1. 低压流体输送用焊接钢管(gb/t3092-1993)也称一般焊管,俗称黑管。是用于输送水、煤 气、空气、油和取暖蒸汽等一般较低压力流体和其他用途的焊接钢管。钢管接壁厚分为普通 钢管和加

焊接钢管
格式:pdf
大小:171KB
页数:16P
4.7
焊接钢管分类 焊接钢管也称焊管,是用钢板或带钢经过卷曲成型后焊接制成的钢 管。焊接钢管生产工艺简单,生产效率高,品种规格多,设备资少, 但一般强度低于无缝钢管。 分类 焊接钢管因其焊接工艺不同而分为炉焊管、电焊(电阻焊)管和 自动电弧焊管。因其焊接形式的不同分为直缝焊管和螺旋焊管两种。 因其端部形状又分为圆形焊管和异型(方、扁等)焊管。焊管因其材 质和用途不同而分为如下若干品种: gb/t3091-1993(低压流体输送用镀锌焊接钢管)。主要用于输 送水、煤气、空气、油和取暖热水或蒸汽等一般较低压力流体和其他 用途管。其代表材质q235a级钢。 gb/t3092-1993(低压流体输送用镀锌焊接钢管)。主要用于输 送水、煤气、空气、油和取暖热水或蒸汽等一般较低压力流体和其它 用途管。其代表材质为:q235a级钢。 gb/t14291-1992(矿用流体输送焊接钢管)。主要用于矿山
焊接钢管的标准
格式:pdf
大小:10KB
页数:5P
4.4
焊接钢管的标准 焊接钢管也称焊管,是用钢板或钢带经过卷曲成型后焊接制成的钢管。焊接钢管 生产工艺简单,生产效率高,品种规格多,设备资少,但一般强度低于无缝钢管。20 世纪30年代以来,随着优质带钢连轧生产的迅速发展以及焊接和检验技术的进步,焊 缝质量不断提高,焊接钢管的品种规格日益增多,并在越来越多的领域代替了无缝钢 管。焊接钢管按焊缝的形式分为直缝焊管和螺旋焊管。 直缝焊管生产工艺简单,生产效率高,成本低,发展较快。螺旋焊管的强度一般 比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产 管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~100%,而且生产 速度较低。 因此,较小口径的焊管大都采用直缝焊,大口径焊管则大多采用螺旋焊。 1.低压流体输送用焊接钢管(gb/t3092-1993)也称一般焊管,俗称黑管。是用 于输送水、煤气、空气
焊接钢管检查参数
格式:pdf
大小:34KB
页数:2P
4.6
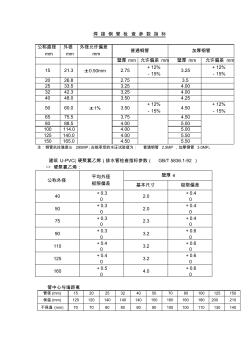
焊接钢管检查参数指标 公称直径 mm 外径 mm 外径允许偏差 mm普通钢管加厚钢管 壁厚mm允许偏差mm壁厚mm允许偏差mm 1521.3±0.50mm2.75 +12% -15% 3.25+12% -15% 2026.82.753.5 2533.53.254.00 3242.33.254.00 4048.03.504.25 5060.0±1%3.50 +12% -15%4.50 +12% -15% 6575.53.754.50 8088.54.005.00 100114.04.005.00 125140.04.005.50 150165.04.505.50 注:钢管抗拉强度≥295mp;应能承受的水压试验值为:普通钢管2.5mp,

焊接钢管 (3)
格式:pdf
大小:7KB
页数:2P
4.4
焊接钢管按工艺区分主要有电阻焊(erw)、螺旋埋弧焊(ssaw)和直缝埋弧焊 (lsaw)三种工艺。这三种工艺生产的焊管,因其原料、成形工艺、口径大小以及 质量的不尽相同,在应用领域里各有定位。但究其发展来看,φ273mm以上大口径 焊管,近年来新增产能过于集中,已有和即将投产的jcoe(uoe)机组8套,φ 508mm~φ610mmerw机组6套,均为引进的当代先进技术装备和工艺,其 生产能力初步统计已超过600万吨。对这些设备,钢管生产企业应根据应用领域的要 求及各自产品的特点,在发挥各自长处方面进行技术改造,不断提高各自产品的技术含 量。 1.直缝电阻焊管(erw) 电阻焊管是我国最早生产、应用范围最广、生产机组最多(2000余家)、产量最高 (占焊管总产能的80%左右)的钢管品种,产品规格为φ20mm一φ610mm, 在国民经济建设中发挥了重要作用。其中φ20m
大型焊接钢管调直机动力压头液压系统改进精华文档
焊接钢管预埋
格式:pdf
大小:45KB
页数:4P
4.8
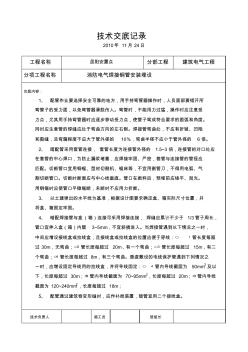
技术交底记录 2010年11月24日 工程名称昆阳安置点分部工程建筑电气工程 分项工程名称消防电气焊接钢管安装埋设 交底内容: 1、配管作业要选择安全可靠的地方,用手持弯管器操作时,人员面部要错开所 弯管子的受力面,以免弯管器滑脱伤人。弯管时,不能用力过猛,操作时应注意受 力点,尤其用手持弯管器时应逐步移动受力点,使管子弯成符合要求的圆弧和角度。 同时应注意管的焊缝应处于弯曲方向的左右侧。焊接管弯曲处,不应有折皱、凹陷 和裂缝,且弯扁程度不应大于管外径的10%,弯曲半径不应小于管外径的6倍。 2、暗配管采用套管连接,套管长度为连接管外径的1.5~3倍,连接管的对口处应 在套管的中心焊口,为防止漏浆堵塞,应焊接牢固、严密,套管与连接管的管径应 匹配。切断管口宜用钢锯、型材切割机、锯床等,不宜用割管刀,不得用电弧、气 割切断管口。切断时断面应与中心线垂直。管口在断料后

焊接钢管
格式:pdf
大小:15KB
页数:1P
4.4
一、操作工艺流程 1、清洁 焊件在组装前,应将焊口表面及内外壁的油、漆、垢、锈等采用喷砂处理清除干净,直至发 出金属光泽,并检查有无裂纹,夹渣等缺陷,每侧各清理10~15mm范围。 2、打坡口 根据管道壁厚选择坡口形式 d壁厚坡口形式焊口层次焊材直径焊接电流电弧电压焊接方法 ≤3.5mm 齐边对接i型坡口(间 隙0~2mm) 1~2 φ2.0 φ2.5 60~90 80~110 8~10 10~12 手工钨极氩 弧焊 4~12mm 660°v型坡(间隙 2.5~3.5mm) 1~4 φ3.2 φ4.0 70~90 90~120 10~12 13~15 焊条电弧焊 3、对口 焊接组装时应垫置牢固,以免在焊接过程中产生应力集中和焊接变形。焊接对口时内壁管口 的错边量应严格控制。单面焊坡口错边量应不超过壁厚的10%,且不超过

焊接钢管分类
格式:pdf
大小:38KB
页数:4P
4.3
焊接钢管简称焊管,常用钢材或钢带经过机组和模具卷曲成型后焊接制成的钢管。焊接 钢管生产工艺简单,生产效率高,品种规格多,设备资少,但一般强度低于无缝钢管。20 世纪30年代以来,随着优质带钢连轧生产的迅速发展以及焊接和检验技术的进步,焊缝质 量不断提高,焊接钢管的品种规格日益增多,并在越来越多的领域尤其是在换热谁备用管、 装饰管、中低压流体管等方面代替了无缝钢管。 直缝焊管生产工艺简单,生产效率高,成本低,发展较快。螺旋焊管的强度一般比直缝 焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊 管。但是与相同长度的直缝管相比,焊缝长度增加30~100%,而且生产速度较低。 一般来说,管子的直径可分为外径、内径、公称直径。管材为螺旋钢管的管子的外径用 字母d来表示,其后附加外直径的尺寸和壁厚,例如外径为108的无缝钢管。 一、焊接

焊接钢管 (2)
格式:pdf
大小:7KB
页数:2P
4.7
焊接钢管按工艺区分主要有电阻焊(erw)、螺旋埋弧焊(ssaw)和直缝埋弧焊 (lsaw)三种工艺。这三种工艺生产的焊管,因其原料、成形工艺、口径大小以及 质量的不尽相同,在应用领域里各有定位。但究其发展来看,φ273mm以上大口径 焊管,近年来新增产能过于集中,已有和即将投产的jcoe(uoe)机组8套,φ 508mm~φ610mmerw机组6套,均为引进的当代先进技术装备和工艺,其 生产能力初步统计已超过600万吨。对这些设备,钢管生产企业应根据应用领域的要 求及各自产品的特点,在发挥各自长处方面进行技术改造,不断提高各自产品的技术含 量。 1.直缝电阻焊管(erw) 电阻焊管是我国最早生产、应用范围最广、生产机组最多(2000余家)、产量最高 (占焊管总产能的80%左右)的钢管品种,产品规格为φ20mm一φ610mm, 在国民经济建设中发挥了重要作用。其中φ20m
大型焊接钢管调直机动力压头液压系统改进最新文档
焊接钢管敷设
格式:pdf
大小:46KB
页数:7P
4.6
焊接钢管敷设 1范围 可用于新建和和改造工程中的照明、动力、电话、消防等系统的管路敷设(材质为焊接钢管),可进行 明敷设、暗敷设,可敷设于墙体内,也可敷设于吊顶内。不适用于腐蚀性场所。 2引用标准 《建筑工程施工质量验收统一标准gb50300-2001》 《建筑电气工程施工质量验收规范gb50303-2002》 《爆炸和火灾危险环境电气装置施工及验收规范gb50257-96》 《高层民用建筑设计防火规范gb50045-95》 《建筑设计防火规范gbj16-87》 《建筑安装分项工程施工工艺规程dbj01-26-96》 《建筑电气通用图集92dq》 3施工准备 3.1材料准备: 所用主材、附材已运至施工现场,规格、型号符合图纸要求,数量满足现场需要。材料要求如下: 3.1.1主材:钢管具备有效的产品合格证,原材合格证,焊接钢管要求壁厚均匀,管内无毛刺
焊接钢管 (2)
格式:pdf
大小:25KB
页数:2P
4.5
隐检日期 轴线 -12.600m ~-9.100m 申报人: 1同意隐蔽0 复查日期:复查人: 检查结论:不同意,修改后进行复查。 复查结论: 1、本部位使用焊接钢管sc15,电线导管材质、规格符合设计及施工质量验收规范要求。管路敷设位置符合 设计和施工图纸要求;线管弯曲半径大于外径10倍,且无凹扁现象。 2、焊管在敷设前管内灌防锈漆两遍。 3、焊管连接采用套管焊接,套管长度为管外径的2.2倍,焊缝严密,牢固。跨接地线采用dn6圆钢焊接,焊 接长度为圆钢直径的6倍,且两面施焊,焊缝饱满、药皮已清除、无夹渣咬肉现象。 4、线管敷设保护层厚度大于15mm。 隐检内容已做完:请给予检查。 检查意见: 经检查:符合设计要求和《建筑电气工程施工质量验收规范》(gb50303-2002)规定。 主要材料名称及规格/型号:焊接钢管sc15 隐检内容: 隐检依据:施工图图
焊接钢管国标
格式:pdf
大小:33KB
页数:2P
4.4
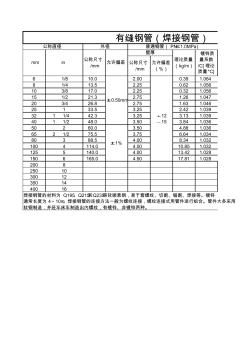
公称尺寸 /mm 允许偏差 (%) 61/810.02.000.391.064 81/413.52.250.621.056 103/817.02.250.321.056 151/221.32.751.261.047 203/426.82.751.631.046 25133.53.252.421.039 3211/442.33.25﹢123.131.039 4011/248.03.50﹣153.841.036 50260.03.504.881.036 6521/275.53.756.641.034 80388.54.008.341.032 1004114.04.0010.851.032 1255140.04.0013.421.028 1506165.
焊接钢管照片
格式:pdf
大小:7.2MB
页数:16P
4.5
更改前??? 1 3 照 ?? (一)fab栋一层cv管道安装好后风管太近韩国人要更改。100弯头2个100管道3米(世一李和江光 (二)fab栋二层cv管道安装好上面线架挡事韩国人要更改。100三通1个100管道5.2米(世一李和江 三通移位 4 6 7 二楼cv-pv管道管帽焊好后要求在出墙14个有图纸(世一李) (三)cv与pe管道挡事80弯头2个(江光现场改) (四)一楼stcdia管道全部移柱线更改有图纸第一期更改。 12 9 10 (五)二楼ddc管道图纸500a二根焊好。要求改450管道。用人工搬运到加工场,现场保护(江光安 (六)三层dcc分水器三通质量问题返工管道法兰三通拆除重新做 (七)蒸汽变更二次(管道支架更改抬高500) 16 13 15 (八)m22柱增加临时支架安装拆除。 (九)n36-e

焊接钢管以及焊接钢管标准介绍
格式:pdf
大小:1.4MB
页数:3P
4.3
贵阳装修http://gy.oceano.com.cn/ 焊接钢管以及焊接钢管标准介绍 焊接钢管也称焊管,是用钢板或钢带经过卷曲成型后焊接制成的钢管。焊接钢管生产工艺简 单,生产效率高,品种规格多,设备资少,但一般强度低于无缝钢管。焊接钢管在日常生 活中也应用很广泛。现在就跟随装修网装修界小编一块去了解一下吧~20世纪30年代 以来,随着优质带钢连轧生产的迅速发展以及焊接和检验技术的进步,焊缝质量不断提高, 贵阳装修http://gy.oceano.com.cn/ 焊接钢管的品种规格日益增多,并在越来越多的领域代替了无缝钢管。焊接钢管按焊缝的形 式分为直缝焊管和螺旋焊管。直缝焊管生产工艺简单,生产效率高,成本低,发展较快。 螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽 度的坯料生产管径不同的焊管。但是与相同长度的直缝管相

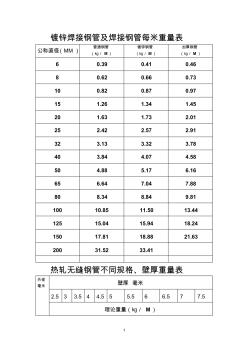
镀锌焊接钢管及焊接钢管重量表
格式:pdf
大小:36KB
页数:2P
4.3
1 镀锌焊接钢管及焊接钢管每米重量表 公称直径(mm) 普通钢管 (㎏/m) 镀锌钢管 (㎏/m) 加厚钢管 (㎏/m) 60.390.410.46 80.620.660.73 100.820.870.97 151.261.341.45 201.631.732.01 252.422.572.91 323.133.323.78 403.844.074.58 504.885.176.16 656.647.047.88 808.348.849.81 10010.8511.5013.44 12515.0415.9418.24 15017.8118.8821.63 20031.5233.41 热轧无缝钢管不同规格、壁厚重量表 外径 毫米 壁厚毫米 2.533.544
焊接钢管水压试验计算机控制系统 焊接钢管水压试验计算机控制系统
格式:pdf
大小:224KB
页数:4P
4.8
介绍了攀钢集团北海钢管有限公司与重庆大学联合开发的焊管水压试验计算机控制系统,该系统取代了原有电接触式压力表和笔式记录仪的老式系统,采用工控机采样控制,实时补水保压、处理试验数据,具备形象、直观、精确的特点,具有较高的实用价值,对类似系统有积极的借鉴意义。
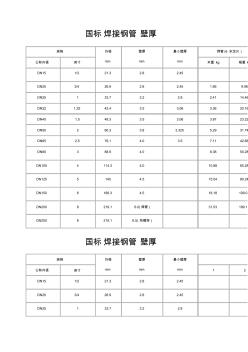
国标焊接钢管壁厚 (5)
格式:pdf
大小:42KB
页数:2P
4.7
国标焊接钢管壁厚 规格外径 mm 壁厚 mm 最小壁厚 mm 焊管(6米定尺) 公称内径英寸米重kg根重k dn151/221.32.82.45 dn203/426.92.82.451.669.96 dn25133.73.22.82.4114.46 dn321.2542.43.53.063.3620.16 dn401.548.33.53.063.8723.22 dn50260.33.83.3255.2931.74 dn652.576.14.03.57.1142.66 dn80388.94.08.3850.28 dn1004114.34.010.8865.28 dn12551404.515.0490.24 dn1506168.34.518.18
大型焊接钢管调直机动力压头液压系统改进相关
文辑推荐
知识推荐
百科推荐


职位:建筑电气工程师
擅长专业:土建 安装 装饰 市政 园林


