

镀锌钢丝
格式:pdf
大小:7KB
页数:2P
人气 :56
 4.7
4.7
镀锌钢丝 产品简介 : 镀锌钢丝 是以优质的 45# 72a 70C 原料钢丝和锌为原材料,确保生产最 优的产品。翔盛采用先进的高速拉丝机,将产品丝径精确地控制在 +0.02mm 的 公差范围之内。 同时,我们生产中采用进口拉丝油, 生产出来的钢丝 表面光洁亮 丽,抗氧化时间长 。 使用规格 : 0.2mm —3.0mm 属于电镀锌丝 0.2mm-2.0mm 属于热镀锌钢丝 生产工艺分类 : 镀锌钢丝分电镀锌钢丝 和热镀锌钢丝两大类 阐述说明 电镀锌钢丝 电镀锌钢丝上锌量再 6-8g/mm2 ,可耐 150-250 度的高 温,锌层不脱落, 而且在 8 小时盐雾测中锌层不退色,主要用于打弹 簧,钢丝刷及工艺品的制作。 热镀锌钢丝 上锌量 15-80 克/平方米,最大到达 100 克。根据规格的粗 细了来核算锌层克重,规格越大锌层就越厚。 工艺说明(热镀锌): 热镀锌按照技术的成份又分:




镀锌钢丝标准
直径偏差1%伸长时的抗拉强度伸长率圈绕试验扭转试验 mm应力最小值最小值最小值a芯轴直径扭转次数b 大于小于及等于mpampa%mm最小值 -0.01 -0.03 -0.02 -0.04 -0.02 -0.04 -0.02 -0.04 -0.02 -0.04 -0.02 -0.04 ####5.50-0.02 -0.0412 18 16 16 14 12 12 4 1d 1d 1d 1d 1d 1d 1d 3 3 3.5 3.5 4 4 1100 1340 1310 1310 1290 1290 1290 1290 1170 1140 1140 1100 1100 1100 #### #### 2.25 2.75 3.00 3.50 4.25 4.75 表11级强度镀锌钢线的机械性能、扭转要求和圈绕试验芯棒直径 标称直径d mm a级镀锌层 a
镀锌钢丝 (2)
镀锌钢丝 产品简介: 镀锌钢丝是以优质的45#72a70c原料钢丝和锌为原材料,确保生产最 优的产品。翔盛采用先进的高速拉丝机,将产品丝径精确地控制在+0.02mm的 公差范围之内。同时,我们生产中采用进口拉丝油,生产出来的钢丝表面光洁亮 丽,抗氧化时间长。 使用规格: 0.2mm—3.0mm属于电镀锌丝0.2mm-2.0mm属于热镀锌钢丝 生产工艺分类: 镀锌钢丝分电镀锌钢丝和热镀锌钢丝两大类 阐述说明 电镀锌钢丝电镀锌钢丝上锌量再6-8g/mm2,可耐150-250度的高 温,锌层不脱落,而且在8小时盐雾测中锌层不退色,主要用于打弹 簧,钢丝刷及工艺品的制作。 热镀锌钢丝上锌量15-80克/平方米,最大到达100克。根据规格的粗 细了来核算锌层克重,规格越大锌层就越厚。 工艺说明(热镀锌): 热镀锌按照技术的成份又分:
编辑推荐下载
JISG3548-1994镀锌钢丝中文版
格式:pdf
大小:78KB
页数:7P
4.7
镀锌钢丝jisg3548-94 1适用范围 本标准是镀锌钢丝(以下称为钢丝)的规定。 备考本标准引用的标准如下。 jisg3506高碳钢线材 jish0401热镀锌试验方法 jisz2201金属材料拉伸试样 jisz2241金属材料拉伸试验方法 2术语的定义 本标准采用的主要术语的定义如下: (1)镀锌钢丝(f)jisg3506的线材热处理后进行冷加工,然后对其进行热镀锌或者电 镀锌得到圆崐断面形状的钢丝。 (2)镀锌钢丝(d)jisg3506的线材热处理后进行冷加工,然后根据需要进行热处理并 对其进行崐热镀或者电镀锌,再冷加工成圆断面形状的钢丝。 3种类、标记和适用线径 钢丝的种类根据镀锌后是否拉拔分为镀锌钢丝(f)和镀锌钢丝(d).不根据其抗拉强 度和锌层崐重量分别区分为
镀锌钢丝镀锌层质量的控制
格式:pdf
大小:14KB
页数:2P
4.6
镀锌钢丝镀锌层质量的控制 镀锌是防止钢丝腐蚀的有效方法之一。镀锌一般有两种方法,一种是电镀锌, 另一种是热镀锌。热镀锌的缺点是强度损失大。在小规格钢丝绳生产过程中,大 多选择电镀锌作为制绳钢丝的原料镀层加工方式。电镀锌的优点是钢丝镀层厚度 均匀、致密,镀前和镀后钢丝力学性能变化较小,镀层厚度也可以根据要求进行 调整;缺点是如果钢丝镀前清洗不干净,镀层与钢丝基体的结合力差,容易出现 脱锌现象。因此,镀锌钢丝镀锌层质量的控制十分重要。 电镀锌生产工艺流程为:放线→酸洗→水洗→电镀锌→冷水洗→热水洗→ 烘干→收线。采用硫酸锌盐电镀,硫酸锌的质量浓度为400~600g/l,电镀液的 ph值为2~4。电镀锌生产过程中,影响镀锌质量的关键因素是电镀前钢丝酸洗 的洁净度和电镀液质量浓度、ph值控制以及单丝电流的大小。酸洗质量的好坏 直接影响镀层与基体的结合强度,电镀液质量
镀锌钢丝中文版热门文档
 镀锌钢丝的锌层均匀性
镀锌钢丝的锌层均匀性 镀锌钢丝的锌层均匀性
格式:pdf
大小:438KB
页数:3P
4.6
锌层均匀性影响产品的抗蚀性能和使用寿命,应列入标准进行检测和考核。可用镀层均匀度η或镀层厚度平均值h和标准偏差s测评镀层的均匀性。在热浸镀锌过程中应采取必要的措施提高镀锌层的均匀性
国标、普通热镀锌钢丝
格式:pdf
大小:562KB
页数:3P
4.7
国标/普通热镀锌钢丝|电镀锌钢丝 来源:河北志达伟业通讯器材有限公司 我公司热镀锌钢丝、国标/普通热镀锌钢丝及电镀锌钢丝均可生产,我公司镀锌 钢丝产品详情: 原材料: 1、生产钢丝的盘条应按yb/t170.2、gb/t4354的盘条制造,牌号由客户选择。 我公司可根据客户需要采用45#、50#、55#、60#、65#、70#优质碳素结构钢 生产。 2、钢丝镀锌的锌锭应采用gb/t470中的0号或1号锌锭。 外形尺寸及产品力学性能: 材料:45#,50#,55#,60#,65#,70#优质结构钢 横截面形状:圆形 截面尺寸:1.2-5.0(mm) 抗拉强度:1270—1570(mpa) 允许公差:±0.02 钢丝力学性能 钢丝 公称 直径 直径 允许 偏差 公称抗拉强度 mpa 伸长率 lo=200mm % 扭转l=100d次/360℃ 公称抗
国标普通热镀锌钢丝
格式:pdf
大小:561KB
页数:3P
4.4
国标/普通热镀锌钢丝|电镀锌钢丝 来源:河北志达伟业通讯器材有限公司 我公司热镀锌钢丝、国标/普通热镀锌钢丝及电镀锌钢丝均可生产,我公司镀锌 钢丝产品详情: 原材料: 1、生产钢丝的盘条应按yb/t170.2、gb/t4354的盘条制造,牌号由客户选择。 我公司可根据客户需要采用45#、50#、55#、60#、65#、70#优质碳素结构钢 生产。 2、钢丝镀锌的锌锭应采用gb/t470中的0号或1号锌锭。 外形尺寸及产品力学性能: 材料:45#,50#,55#,60#,65#,70#优质结构钢 横截面形状:圆形 截面尺寸:1.2-5.0(mm) 抗拉强度:1270—1570(mpa) 允许公差:±0.02 钢丝力学性能 钢丝 公称 直径 直径 允许 偏差 公称抗拉强度 mpa 伸长率 lo=200mm % 扭转l=100d次/360℃ 公称抗
镀锌钢丝绳脂
格式:pdf
大小:16KB
页数:1P
4.7
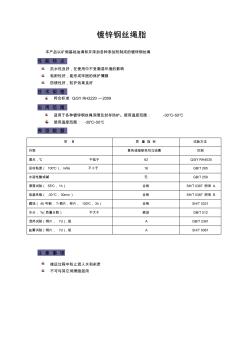
镀锌钢丝绳脂 本产品以矿物基础油调和并添加各种添加剂制成的镀锌钢丝绳 性能特点 抗水性良好,在使用中不受潮湿环境的影响 粘附性好,能形成牢固的保护薄膜 防锈性好,防护效果良好 技术规格 符合标准q/syrh2220—2009 应用范围 适用于各种镀锌钢丝绳润滑及封存防护。使用温度范围:-30℃~50℃ 使用温度范围:-30℃~50℃ 典型数据 项目质量指标试验方法 外观黄色或暗绿色均匀油膏目测 滴点,℃不低于62q/syrh4030 运动粘度(100℃),mm2/s不小于16gb/t265 水溶性酸或碱无gb/t259 滑落试验(55℃,1h)合格sh/t0387附录a 低温性能(-30℃,30min)合格sh/t0387附录b 腐蚀(45号钢,t3铜片,锌片
镀锌钢丝中文版精华文档
国标、普通热镀锌钢丝 (2)
格式:pdf
大小:562KB
页数:3P
4.6
国标/普通热镀锌钢丝|电镀锌钢丝 来源:河北志达伟业通讯器材有限公司 我公司热镀锌钢丝、国标/普通热镀锌钢丝及电镀锌钢丝均可生产,我公司镀锌 钢丝产品详情: 原材料: 1、生产钢丝的盘条应按yb/t170.2、gb/t4354的盘条制造,牌号由客户选择。 我公司可根据客户需要采用45#、50#、55#、60#、65#、70#优质碳素结构钢 生产。 2、钢丝镀锌的锌锭应采用gb/t470中的0号或1号锌锭。 外形尺寸及产品力学性能: 材料:45#,50#,55#,60#,65#,70#优质结构钢 横截面形状:圆形 截面尺寸:1.2-5.0(mm) 抗拉强度:1270—1570(mpa) 允许公差:±0.02 钢丝力学性能 钢丝 公称 直径 直径 允许 偏差 公称抗拉强度 mpa 伸长率 lo=200mm % 扭转l=100d次/360℃ 公称抗
锁用镀锌钢丝绳
格式:pdf
大小:14KB
页数:1P
4.6
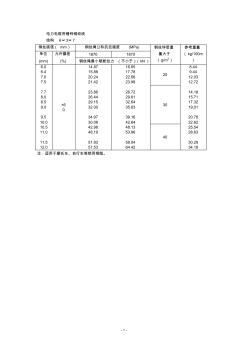
-1- 电力电缆用镀锌钢绞线 结构6×3×7 钢丝直径(mm)钢丝绳公称抗拉强度(mpa)钢丝锌层重 量大于 (g/m2) 参考重量 (kg/100m ) 单位 (mm) 允许偏差 (%) 16701870 钢丝绳最小破断拉力(不小于)(kn) 6.0 6.4 7.0 7.5 7.7 8.0 8.5 9.0 9.5 10.0 10.5 11.0 11.5 12.0 +6 0 14.87 15.88 20.24 21.42 23.86 26.44 29.15 32.00 34.97 30.08 42.98 48.19 51.83 57.53 16.65 17.78 22.66 23.98 26.72 29.61 32.64 35.83 39.16 42.64 48.13 53.
镀锌钢丝铅炉余热综合利用 镀锌钢丝铅炉余热综合利用
格式:pdf
大小:268KB
页数:4P
4.7
钢丝镀锌过程中的热处理工艺是能源消耗的主体。伴随工艺过程的进行,大量能量转换为热能散发到周围环境,造成严重的能量浪费和热污染。计算表明,这类热处理工艺的系统能源利用率通常只有25%左右。作者在对某钢丝镀锌厂进行节能技术改造后,经过科学的考察和测算证明,钢丝镀锌及类似的热处理系统存在着相当可观的节能潜力。
镀锌钢丝中文版最新文档
桥索用镀锌钢丝生产工艺探讨 桥索用镀锌钢丝生产工艺探讨
格式:pdf
大小:462KB
页数:3P
4.6
研究桥索用低松弛镀锌钢丝生产工艺,从生产过程、张力控制、冷却特点、加热功率与延伸率、生产线的控制以及原材料选用等方面,详细阐述获得内在质量和外观品质均符合市场需求的桥索用镀锌钢丝的方法和途径。

镀锌钢丝GB3428_2002
格式:pdf
大小:42KB
页数:4P
4.7
gb/t17101-2007编制说明 1、工作简况 1.1任务来源 根据国家标准化管理委员会2006年制修订国家标准项目计划,由江阴华新钢 缆有限公司、上海申佳金属制品有限公司、冶金工业信息标准研究院承担制定国 家标准《gb/t17101-1997桥梁缆索用热镀锌钢丝》的修订工作。 1.2工作过程 2006年8月接到修订任务后即着手标准征求意见稿修订的起草准备工作,主 要开展了以下几项工作: 1.2.1收集分析、研究了目前国际上唯一的预应力镀锌钢丝的国家标准nfa35-035 (1993版和2001版)。 1.2.2了解了国内外桥梁缆(拉)索用镀锌钢丝生产、使用、研究现状及发展趋势 有关资料。 1.2.3收集分析了近十年来特别是最近几年国内大型悬索桥、斜拉桥缆(拉)索用 镀锌钢丝设计采用的技术规范,研究了一些关键技术指标的发展变化。 1.2.4总结了江阴华新和上海
镀锌钢丝网验收规范2
格式:pdf
大小:194KB
页数:1P
4.5
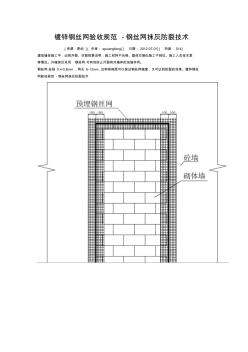
镀锌钢丝网验收规范-钢丝网抹灰防裂技术 [来源:原创][作者:apxiangfeng][日期:2012-07-01][热度:514] 建筑墙体施工中,出现开裂、空鼓现象说明:施工材料不合格、基体交接处施工不到位、施工人员技术差 等情况。外墙抹灰采用钢丝网可有效防止开裂和对墙体的加强作用。 钢丝网丝径0.4-0.8mm,网孔6-13mm,这种规格既可以保证钢丝网强度,又可达到防裂的效果。镀锌钢丝 网验收规范-钢丝网抹灰防裂技术
镀锌钢丝防腐蚀涂层液应用 镀锌钢丝防腐蚀涂层液应用
格式:pdf
大小:455KB
页数:3P
4.4
为提高镀锌钢丝防腐性能,在环氧树脂(双酚a型)中添加无机填料(b液),配以磷酸盐形成的防腐涂液(a液)与水以3∶1∶4体积比混合制成防腐液。涂防腐涂层的镀锌钢丝经暴露大气加速腐蚀试验和盐雾检测试验,结果表明:(1)大气腐蚀试验中,涂防腐涂层的镀锌钢丝31d时未出现腐蚀现象。(2)盐雾检测试验,未涂层8h出现点状腐蚀现象,涂防腐层的镀锌钢丝22h未出现点状腐蚀现象。经该防腐涂层液处理生产的镀锌钢铰线防腐性能满足用户的防腐要求。
镀锌钢绳用镀锌钢丝生产工艺的探讨 镀锌钢绳用镀锌钢丝生产工艺的探讨
格式:pdf
大小:174KB
页数:2P
4.6
一、前言镀锌钢绳适用于在海水或河水、以及其它特殊工作条件下使用。国内和国际市场对此钢绳需求较大,供应紧缺。我公司正待开发生产。镀锌钢绳用镀锌钢丝的生产工艺对其质量、成本和效益有决定性的意义。本文针对这类钢丝的标准要求,就其拉拔试验进
镀锌钢丝与锌基合金复合的界面特征 镀锌钢丝与锌基合金复合的界面特征
格式:pdf
大小:355KB
页数:2P
4.7
通过镀锌钢丝与锌基合金复合方法获得复合材料。借助金相、扫描电镜、显微硬度,分析了复合材料界面结构及力学性能。结果表明,680℃以下浇铸的复合材料界面过渡区为分层结构,结合强度较低;700℃浇铸的复合材料界面层组织细小、均匀,界面区显微硬度过渡连续,界面结合良好。
热镀锌钢丝锌层面质量的研究 热镀锌钢丝锌层面质量的研究
格式:pdf
大小:235KB
页数:2P
4.5
阐述收线速度、锌锅温度、浸锌时间、原料材质等因素对镀锌钢丝锌层面质量的影响。试验结果表明:收线速度越慢,锌温越高,浸锌时间越短,原料含碳量越低,锌液粘度越低,钢丝锌层面质量就越低。通过控制上述因素,可以有效地控制镀锌钢丝成本。
电镀锌钢丝锌层均匀性研究 电镀锌钢丝锌层均匀性研究
格式:pdf
大小:415KB
页数:3P
4.5
通过对电镀锌机组生产线上各根钢丝锌层重量与电流分布的测定,证明锌层分布不均匀是因阳极接触面积大小不一而引起的电流分布不均匀造成的。通过对阳极板厚薄、阳极板分布等的优选,钢丝锌层分布均匀性可得到明显的改善,并较大幅度地降低电镀锌机组的生产成本
S形镀锌钢丝锌层面质量计算 S形镀锌钢丝锌层面质量计算
格式:pdf
大小:199KB
页数:2P
4.7
通过引入设计参数,对s形镀锌钢丝锌层面质量计算公式进行简化,结果表明:钢丝镀锌层面质量计算只与钢丝溶解前后的质量有关,测量参数越少,测量误差越小,有利于钢丝镀锌层面质量检验,为复杂断面钢丝表面镀涂层的宏观质量测定提供一个方法。
镀锌钢丝中文版相关
文辑推荐
知识推荐
百科推荐

职位:幕墙造价师
擅长专业:土建 安装 装饰 市政 园林


