

镀锌钢材表面涂装
格式:pdf
大小:8KB
页数:1P
人气 :54
 4.5
4.5
什么样的涂料可以直接涂覆在镀锌钢材表面 很多种涂料都可以用于镀锌件表面,有时这种选择取决于表面处理的方法。 然后,有些涂料是不能用于镀锌件的,特别是油性类的醇酸漆。 环氧漆有很多种, 它们必须是专门用于镀锌件的才可选用, 通常采用聚酰胺 固化环氧涂料。 环氧在阳光下会粉化, 所以面漆最好涂上脂肪族聚氨酯面漆, 外 观好又耐化学品。 水性丙烯酸涂料干燥很快,是很好的面漆,又易于覆涂。然而,水性乳胶漆 干燥虽快,但却要 2~4周才会完全固化。 因此在最初时期, 它们的附着力和耐磨 性较差。对于新建结构来说,可能会产生搬运损伤。 氯化橡胶和乙烯涂料在过去被用于镀锌件,但是环境保护法规有关于 VOC 的规定,已经限制了它们的使用。 经过扫砂处理和磷化底漆的镀锌件表面, 附着 力很好。 丙烯酸漆能直接涂在镀锌件表面, 当然有磷化底漆打底更好。 有些丙烯酸漆 含有氨,如果 pH值较高,就会使涂层剥落。


编辑推荐下载

镀锌钢材单位理论重量表
格式:pdf
大小:28KB
页数:1P
4.6
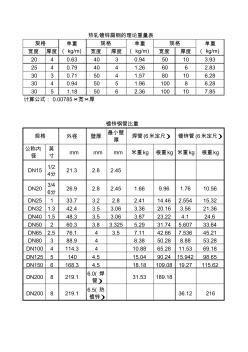
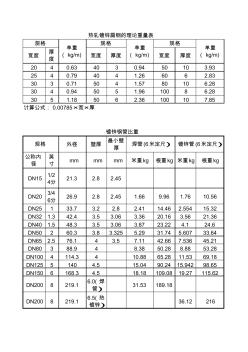
宽度厚度宽度厚度宽度厚度 2040.634030.9450103.93 2540.794041.266062.83 3030.715041.5780106.28 3040.945051.9610086.28 3051.185062.36100107.85 外径壁厚 最小壁 厚 公称内 径 英 寸 mmmmmm米重kg根重kg米重kg根重kg dn151/24分21.32.82.45 dn203/46分26.92.82.451.669.961.7610.56 dn25133.73.22.82.4114.462.55415.32 dn321.342.43.53.063.3620.163.5621.36 dn401.548.33.5

涂装前钢材表面处理标准的修订
格式:pdf
大小:789KB
页数:3P
4.5
涂装前钢材表面锈蚀等级和除锈等级标准,是钢结构腐蚀防护涂装的行动指南。随着技术的飞速发展,标准修订已提上议事日程。分析了部分钢结构标准中出现的问题,以及原标准的不足之处,供修订时参考。
镀锌钢材表面涂装热门文档

为什么要选择镀锌钢材
格式:pdf
大小:9KB
页数:1P
4.8
为什么要选择镀锌钢材? 钢铁在自然状态下非常容易被氧化生成红锈,如果不涂油几乎不能满足储运和室内使用。 一方面锌可以不经钝化有比铁更好的耐腐蚀性,经过钝化后可以满足室内比较长时间的使用而不 长锈。另一方面锌在钢铁表面可以牺牲自己保护钢铁,可以大大延长长红锈的时间。另外镀铬通 常比镀锌有更长的耐腐蚀性。这也是钢铁耐腐蚀的作用的。 镀锌分为热镀锌和冷镀锌,主要原料是锌锭,不论是采用热镀或是冷镀都可以 使其达到色泽的效果,但是二者的防腐蚀效果大不相同。 冷镀锌也叫电镀锌,是利用电解设备将工件经过除油、酸洗后放入成分为锌盐的溶液中,并 连接电解设备的负极;在工件的对面放置锌板连接在电解设备的正极,接通电源,利用电流从 正极向负极的定向移动,就会在工件上沉积一层锌。 随着工业的发展,热镀锌产品已经运用到很多领域,热镀锌的优点在于防腐年限长久,适应 环境广泛一直是很受

镀锌钢材单位理论重量表 (2)
格式:pdf
大小:28KB
页数:1P
4.7
宽度厚度宽度厚度宽度厚度 2040.634030.9450103.93 2540.794041.266062.83 3030.715041.5780106.28 3040.945051.9610086.28 3051.185062.36100107.85 外径壁厚 最小壁 厚 公称内 径 英寸mmmmmm米重kg根重kg米重kg根重kg dn15 1/24 分 21.32.82.45 dn20 3/46 分 26.92.82.451.669.961.7610.56 dn25133.73.22.82.4114.462.55415.32 dn321.2542.43.53.063.3620.163.5621.36 dn401.

钢材表面(涂装前)锈蚀等级和除锈等级
格式:pdf
大小:4.8MB
页数:5P
4.8
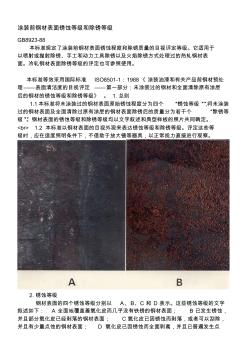
钢材表面(涂装前)锈蚀等级和除锈等级 本标准规定了涂装前钢材表面锈蚀程度和除锈质量的目视评定等级。它适用于以喷射或抛射除锈、手工和 动力工具除锈以及火焰除锈方式处理过的热轧钢材表面。冷轧钢材表面除锈等级的评定也可参照使用。 本标准等效采用国际标准iso8501-1:1988《涂装油漆和有关产品前钢材预处理—表面清洁度的目视评定 —第一部分:未涂装过的钢材和全面清除原有涂层后的钢材的锈蚀等级和除锈等级》。 1.总则 1.1本标准将未涂装过的钢材表面原始锈蚀程度分为四个“锈蚀等级”,将未涂装过的钢材表面及全面清除 过原有涂层的钢材表面除锈后的质量分为若干个“除锈等级”。钢材表面的锈蚀等级和除锈等级均以文 字叙述和典型样板的照片共同确定。 1.2本标准以钢材表面的目视外观来表达锈蚀等级和除锈等级。评定这些等级时,应在适度照明条件下,不 借助于放大镜等器具

钢材表面(涂装前)锈蚀等级和除锈等级 (2)
格式:pdf
大小:4.8MB
页数:5P
4.6
钢材表面(涂装前)锈蚀等级和除锈等级 本标准规定了涂装前钢材表面锈蚀程度和除锈质量的目视评定等级。它适用于以喷射或抛射除锈、手工和 动力工具除锈以及火焰除锈方式处理过的热轧钢材表面。冷轧钢材表面除锈等级的评定也可参照使用。 本标准等效采用国际标准iso8501-1:1988《涂装油漆和有关产品前钢材预处理—表面清洁度的目视评定 —第一部分:未涂装过的钢材和全面清除原有涂层后的钢材的锈蚀等级和除锈等级》。 1.总则 1.1本标准将未涂装过的钢材表面原始锈蚀程度分为四个“锈蚀等级”,将未涂装过的钢材表面及全面清除 过原有涂层的钢材表面除锈后的质量分为若干个“除锈等级”。钢材表面的锈蚀等级和除锈等级均以文 字叙述和典型样板的照片共同确定。 1.2本标准以钢材表面的目视外观来表达锈蚀等级和除锈等级。评定这些等级时,应在适度照明条件下,不 借助于放大镜等器具

镀锌钢材表面涂装精华文档

钢材表面锈蚀和除锈等级标准
格式:pdf
大小:12KB
页数:5P
4.4
【摘要】一、钢材表面锈蚀和除锈等级标准为国家标准gb8923-88《涂装前钢材表面锈蚀 等级和除锈等级》。 二、标准将除锈等级分成喷射或抛射除锈、手工和电动除锈、火焰除锈三种类型。 三、喷射和抛射除锈,用字母“sa”表示,分四个等级: 一、钢材表面锈蚀和除锈等级标准为国家标准gb8923-88《涂装前钢材表面锈蚀等级和除 锈等级》。 二、标准将除锈等级分成喷射或抛射除锈、手工和电动除锈、火焰除锈三种类型。 三、喷射和抛射除锈,用字母“sa”表示,分四个等级: sa1——轻度的喷射后抛射除锈。钢材表面无可见的油脂、污垢、无附着的不牢的氧化皮、 铁锈、油漆涂层等附着物。 sa2——彻底的喷射或抛射除锈。钢材表面无可见的油脂、污垢,氧化皮、铁锈等附着物 基本清除。 sa21/2——非常彻底的喷射或抛射除锈。钢材表面无可见的油脂、污垢、氧化皮、铁锈、 油漆涂层等附着物,任何残留的痕
钢材表面除锈等级
格式:pdf
大小:5KB
页数:2P
4.7
钢材表面除锈等级 a1根据《涂装前钢材表面锈蚀等级和除锈等级》(gb8923-88)的规定,钢 材表面除锈等级以代表所采用的除锈方法的字母“sa”、“st”或“f1”表示。“be”为化学 除锈等级。 a2现场施工的新构件应采用手工、机械或喷射除锈。工厂加工的构件可采用喷射或 化学除锈,旧构件除锈可采用手工、机械或局部火焰除锈。 a3喷射或抛射除锈,包括喷砂、喷丸等,以字母“sa”表示,共有四个除锈等级。 sa1——轻度的喷射或抛射除锈。钢材表面应无可见的油脂和污垢,并且没有附着不牢的氧 化皮、铁锈和油漆等附着物。 sa2——彻底的喷射或抛射除锈。钢材表面应无可见的油脂和污垢,并且氧化皮、铁锈和油 漆等附着物已基本清除,其残留物应是牢固附着的。 sa21/2——非常彻底的喷射或抛射除锈。钢铁表面应无可见的油脂、污垢、氧化皮、铁锈和 油漆层等附着物,该表面应显示均匀的金属色泽。

钢材表面喷砂处理工艺
格式:pdf
大小:232KB
页数:10P
4.5
钢材表面喷砂处理工艺 2 钢材表面喷砂除锈及防腐处理工艺 一、除锈去污的方法 钢材除锈大致有以下几种: 1、抛丸除锈:利用机械设备的高速运转把一定粒度的钢丸靠抛头的离心力抛出, 被抛出的钢丸与构件猛烈碰撞打击从而达到祛除钢材表面锈蚀的目的的一种方 法。它使用的钢丸品种有:铸铁丸和钢丝切丸两种,铸铁丸是利用熔化的铁水在 喷射并急速冷却的情况下形成的粒度在2~3mm铁丸,表面很圆整。它成本相对 便宜但耐用性稍差。在抛丸过程中经反复的撞击铁丸被粉碎而当作粉尘排除。钢 丝切丸是用废旧铁丝绳的钢丝切成2mm的小段而成,它的表面带有尖角,除锈效 果相对高且不易破碎使用寿命延长,但价格有所提高。后者的抛丸表面更粗糙一 些。 2、喷丸除锈:利用高压空气带出钢丸喷射到构件表面达到的一种除锈方法。 3、喷砂除锈:利用高压空气带出石英砂喷射到构件表面达到的一种除锈方法。 可以采用金刚砂、石英砂等,石英砂的
 热轧钢材表面裂纹分析
热轧钢材表面裂纹分析 热轧钢材表面裂纹分析
格式:pdf
大小:967KB
页数:3P
4.5
轧钢厂正常轧制的钢材表面存在裂纹缺陷。利用扫描电子显微镜和金相显微镜对裂纹的形貌进行观察,发现裂纹附近存有高温氧化产物,经腐蚀后裂纹附近脱碳严重。由此可知:为连铸坯的表面裂纹,在经加热的过程中产生高温氧化,而正常的热轧工艺无法使其焊合,最终在钢材表面表现为裂纹缺陷。
镀锌钢材表面涂装最新文档
镀锌钢材单位理论重量表(20200929092407)
格式:pdf
大小:29KB
页数:1P
4.6
宽度 厚 度 宽度厚度宽度厚度 2040.634030.9450103.93 2540.794041.266062.83 3030.715041.5780106.28 3040.945051.9610086.28 3051.185062.36100107.85 外径壁厚 最小壁 厚 公称内 径 英 寸 mmmmmm米重kg根重kg米重kg根重kg dn151/24分21.32.82.45 dn203/46分26.92.82.451.669.961.7610.56 dn25133.73.22.82.4114.462.55415.32 dn321.342.43.53.063.3620.163.5621.36 dn401.548.33.

GB8923-88《涂装前钢材表面锈蚀等级和除锈等级》(1)
格式:pdf
大小:17KB
页数:11P
4.8
. . 涂装前钢材表面锈蚀等级和除锈等级 gb8923-88 rustgradesandpreparationgradesofsteelsurfacesbeforeapplic ationofpaintsandrelatedproducts本标准规定 了涂装前钢材表面锈蚀程度和除锈质量的目视评定等级。它适用于 以喷射或抛射除锈、手工和动力工具除锈以及火焰除锈方式处理过 的热轧钢材表面。冷轧钢材表面除锈等级的评定也可参照使用。 本标准等效采用国际标准iso8501-1:1988《涂装油漆和有关产 品前钢材预处理——表面清洁度的目视评定——第一部分:未涂装 过的钢材和全面清除原有涂层后的钢材的锈蚀等级和除锈等级》。 1.总则 1.1本标准将未涂装过的钢材表面原始锈蚀程度分为四个“
GB8923-88《涂装前钢材表面锈蚀等级和除锈等级》1
格式:pdf
大小:13.4MB
页数:12P
4.4
涂装前钢材表面锈蚀等级和除锈等级 gb8923-88 本标准规定了涂装前钢材表面锈蚀程度和除锈质量的目视评定等级。它适用于 以喷射或抛射除锈、手工和动力工具除锈以及火焰除锈方式处理过的热轧钢材表 面。冷轧钢材表面除锈等级的评定也可参照使用。 本标准等效采用国际标准iso8501-1:1988《涂装油漆和有关产品前钢材预处 理——表面清洁度的目视评定——第一部分:未涂装过的钢材和全面清除原有涂层 后的钢材的锈蚀等级和除锈等级》。1.总则 1.1本标准将未涂装过的钢材表面原始锈蚀程度分为四个“锈蚀等级”,将未涂装 过的钢材表面及全面清除过原有涂层的钢材表面除锈后的质量分为若干个“除锈等 级”。钢材表面的锈蚀等级和除锈等级均以文字叙述和典型样板的照片共同确定。 1.2本标准以钢材表面的目视外观来表达锈蚀等级和除锈等级。评定这些等 级时,应在适度照
 热镀锌钢材在稀盐酸中的缓蚀和量子化学研究
热镀锌钢材在稀盐酸中的缓蚀和量子化学研究 热镀锌钢材在稀盐酸中的缓蚀和量子化学研究
格式:pdf
大小:1.3MB
页数:10P
4.6
通过量子化学计算、质量损失测试、电化学测试和扫描电镜等研究烟酸、吖啶和小檗碱等杂环化合物对热镀锌钢材在盐酸介质中的缓蚀作用。量子化学计算结果表明,3种化合物均具有多个吸附活性中心,且其前线轨道与镀层表面锌原子的前线轨道能够相互作用,因而使得杂环化合物分子可通过在镀层钢材表面形成吸附膜而阻止热镀锌钢材在盐酸介质中的溶解。质量损失和电化学测试结果表明:3种化合物在盐酸介质中对热镀锌钢材均具有良好的缓蚀作用,最高缓蚀效率可达99%以上;其中小檗碱的缓蚀效果最好,在浓度为1.0×10-4mol/l时缓蚀效率就已达到80%以上;3种化合物均通过单分子层化学吸附方式吸附在镀层表面,从而起到保护作用,是热镀锌钢材酸洗过程的环境友好型缓蚀剂。
镀锌钢材涂漆前的表面处理 镀锌钢材涂漆前的表面处理
格式:pdf
大小:194KB
页数:未知
4.7
和所有的钢结构涂装工作—样,镀锌钢结构涂装的关键也是涂漆前的表面处理。但由于镀锌钢结构与普通钢结构的表面情况并不相同,涂漆前的表面处理不能完全套用普通钢结构的处理方法。本文作者沈国良、李梅林通过详实、浅显易懂且可参照性很强的论述,介绍了镀锌钢材涂漆前的表面处理方法及其注意事项。

镀锌钢材表面涂装相关
文辑推荐
知识推荐
百科推荐


职位:环境影响评价师
擅长专业:土建 安装 装饰 市政 园林


