

镀锌风管安装
格式:pdf
大小:9KB
页数:4P
人气 :56
 4.4
4.4
(1)施工流程 施工准备材料设备及部件检验现场放样支架制安风管制作风管检查验收风 管安装漏光风试验暖通设备进场设备验收设备安装单机试运转各类接口镶接 各类风口镶接系统调试中间验收 (2)技术措施 1)施工前技术人员必须认真熟悉图纸和有关资料,对工艺流程工作介质压 力温度等技术参数和使用的材料及附件的材质型号规格了解清楚 2)施工人员必须全面熟悉施工程序施工方法质量标准操作规程和安全技术 要求,并在施工中严格执行 3)制作风管所使用的主材,镀锌钢材等,应符合国家现行产品标准及生产 厂家的企业标准,并应具有出厂合格证等有关质料证明 4)所有材料附件必须复核设计和国家现行产品标准,并应具有出厂合格证 及材料质量保证等有关质料证明 (3)主要施工方法 1)角钢法兰镀锌风管制作安装 a.风管制作 所使用板材型钢材料应具有出厂合格证书或质量鉴定文件镀锌薄钢板表面 不得有裂纹结疤水印等缺陷,应有镀锌层结



镀锌风管安装规范 (2)
可编辑word文档 镀锌风管安装规范 镀锌风管施工工艺 1. 工艺措施 1.1 风管制作 经检验合格后的镀锌钢板,对不同规格的风管采用按规范要求的不同厚度的板 材。在熟悉图纸风管的尺寸和布局的基础上,由熟练的技工师傅放线开料,保证风 管制作安装符合《通风与空调工程施工质量验收规范》(gb50243-2002)的4.3.1、 4.3.2、4.3.3规定。 1.1.1 风管法兰将按照图纸规定的系列规格统一制作,法兰的螺栓孔采用冲床和模具 进行定距离冲制,法兰的成型焊接也采用专用模具进行定位焊接,以确保同一规格 的风管法兰具有互换性。 1.1.2 法兰的加工除边长(或直径)按规范要求外,还应严格做到:a. 型材必须经发包人认可,不得有锈蚀、结皮或麻点。 b. 法兰组焊对缝平整度错口不大于0.5mm,铆钉孔间距不大于100mm,(螺孔间 距不大
镀锌风管安装规范
镀锌风管安装规范 镀锌风管施工工艺 1. 工艺措施 1.1 风管制作 经检验合格后的镀锌钢板,对不同规格的风管采用按规范要求的不同厚度的板 材。在熟悉图纸风管的尺寸和布局的基础上,由熟练的技工师傅放线开料,保证风 管制作安装符合《通风与空调工程施工质量验收规范》(gb50243-2002)的4.3.1、 4.3.2、4.3.3规定。 1.1.1 风管法兰将按照图纸规定的系列规格统一制作,法兰的螺栓孔采用冲床和模具 进行定距离冲制,法兰的成型焊接也采用专用模具进行定位焊接,以确保同一规格 的风管法兰具有互换性。 1.1.2 法兰的加工除边长(或直径)按规范要求外,还应严格做到:a. 型材必须经发包人认可,不得有锈蚀、结皮或麻点。 b. 法兰组焊对缝平整度错口不大于0.5mm,铆钉孔间距不大于100mm,(螺孔间 距不大于120mm),孔距
编辑推荐下载
2-镀锌风管安装技术交底
格式:pdf
大小:89KB
页数:6P
4.6
1 西安市轨道交通工程施工质量验收技术资料统一用表 施工质量验收技术资料通用表 cj2-5编号 施工安全交底记录 合同号d3azzxsg-1 地铁里程ydk11+778.345﹣ydk12+139.575 工程名称 西安地铁d3azzxsg-1标 鱼化寨站 交底日期2015年1月11日 施工单位 中铁一局集团电务工程有 限公司 分项工程名称通风工程 交底提要镀锌风管系统安装技术交底 内容: 操作工艺 1、工艺流程: 2、施工要点: (1)安装准备 1)根据施工图纸确定风管路的标高、走向,并测放安装位置线。 2)复查预留孔洞、预埋件是否符合要求。 3)安装前,清除风管里外杂物,做好清洁和保护工作。 4)施工材料、安装工具准备齐全。 5)风管吊杆已安装完毕。 (2)风管安装 1)将预制好的风管、配件、部件、运至安装地点,结合实际情况进行检查和复核再 按编号

H003技术交底(镀锌风管风管安装)
格式:pdf
大小:205KB
页数:4P
4.6
技术交底记录no:h-003 工程名称云南植物药业项目交底部位镀锌风管安装 工程编号日期2013-06-13 交底内容: 一、施工方法 1、本工程风管采用共板法兰连接。 法兰、加固、支架所用型钢均采用热镀锌件。 2、风管的安装采用逐节或组合吊装法安装。 二.机具准备 移动脚手架梯子双扣全身式安全带电剪子无齿锯扳手电锤手电钻切割机角磨机 等 三.技术要求 总体操作工艺流程 确定标高→制作吊架→设置吊点→安装吊点 风管→法兰连接(垫料穿螺丝)→ 风管排列→法兰连接(抱箍式插条)手工倒角 1、横担制作间距 风管长边b≤1250时,支架间距≤2.5米;当b>1250时,支架间距≤2.3米 2、风管横担的处理 普通风管横担:冲孔中心距离横担相应端面25mm,距离风管边长度为25mm。 3、支吊架的定位与施作 按设计要
镀锌风管安装热门文档

镀锌风管.do
格式:pdf
大小:780KB
页数:8P
4.4
南亞電路板股份有限公司 nanyapcbcorp. 工務處 鍍鋅鐵皮風管 施工規範 201-08-10-00 頁次:1共6 一、材料規格使用基準 鍍鋅鐵皮規 格及要求依 cnsb453 或jis g3302基準 鍍鋅鐵皮稱呼(#)24222018 板厚(mm)0.60.81.01.2 鋅附著量g/m2275275275275 單位重量kg/m25.0156.5858.1559.801 風管尺寸及 鍍鋅鐵皮厚 度選用表 矩形風管長邊尺寸(mm)450以下450~12001201~18001801以上 圓形風管長邊尺寸(mm)φ200以下φ201~φ 550 φ551~φ 900 φ901以上 鍍鋅鐵皮稱呼(#)24222018 板厚(mm)0.60.81.01
镀锌风管
格式:pdf
大小:7KB
页数:2P
4.6
1. 工艺措施 1.1 风管制作 经检验合格后的镀锌钢板,对不同规格的风管采用按规范要求的不同厚度的板 材。在熟悉图纸风管的尺寸和布局的基础上,由熟练的技工师傅放线开料,保 证风管制作安装符合规定。 1.1.1 风管法兰将按照图纸规定的系列规格统一制作,法兰的螺栓孔采用冲床和模具 进行定距离冲制,法兰的成型焊接也采用专用模具进行定位焊接,以确保同一 规格的风管法兰具有互换性。 1.1.2 法兰的加工除边长(或直径)按规范要求外,还应严格做到:a. 型材必须经发包人认可,不得有锈蚀、结皮或麻点。 b. 法兰组焊对缝平整度错口不大于0.5mm,铆钉孔间距不大于100mm, (螺孔间距不大于120mm),孔距准确,应具有互换性。c. 焊渣、焊接飞溅物、浮锈应彻底清除干净。 d. 涂擦附着力强的防锈底漆二层,螺孔及转角不得有油漆淋滴现象。 1.1.3 钢板开料
镀锌风管厚度选用 (2)
格式:pdf
大小:16KB
页数:1P
4.6
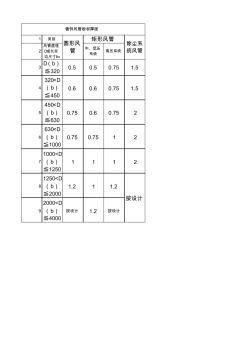
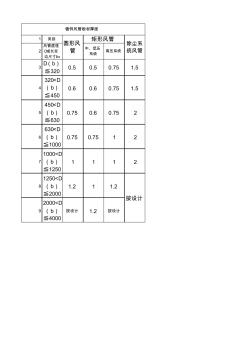
1类别 2 风管直径 d或长变 边尺寸b 中、低压 系统 高压系统 3 d(b) ≦3200.50.50.751.5 4 320<d (b) ≦450 0.60.60.751.5 5 450<d (b) ≦630 0.750.60.752 6 630<d (b) ≦1000 0.750.7512 7 1000<d (b) ≦1250 1112 8 1250<d (b) ≦2000 1.211.2 9 2000<d (b) ≦4000 按设计1.2按设计 镀锌风管板材厚度 圆形风 管 矩形风管 除尘系 统风管 按设计
镀锌风管安装精华文档

镀锌风管.do (2)
格式:pdf
大小:780KB
页数:8P
4.5
南亞電路板股份有限公司 nanyapcbcorp. 工務處 鍍鋅鐵皮風管 施工規範 201-08-10-00 頁次:1共6 一、材料規格使用基準 鍍鋅鐵皮規 格及要求依 cnsb453 或jis g3302基準 鍍鋅鐵皮稱呼(#)24222018 板厚(mm)0.60.81.01.2 鋅附著量g/m2275275275275 單位重量kg/m25.0156.5858.1559.801 風管尺寸及 鍍鋅鐵皮厚 度選用表 矩形風管長邊尺寸(mm)450以下450~12001201~18001801以上 圓形風管長邊尺寸(mm)φ200以下φ201~φ 550 φ551~φ 900 φ901以上 鍍鋅鐵皮稱呼(#)24222018 板厚(mm)0.60.81.01
镀锌风管制作要点
格式:pdf
大小:14KB
页数:5P
4.8
镀锌风管的制作安装 (1)施工流程 施工准备→材料、设备及部件检验→现场放样→支架制安→风管制作风管 检查验收→风管安装→漏光、风试验→暖通设备进场→设备验收→设备安装→ 单机试运转→各类接口镶接→各类风口镶接→系统调试→中间验收 (2)技术措施 1)施工前技术人员必须认真熟悉图纸和有关资料,对工艺流程、工作介 质、压力、温度等技术参数和使用的材料及附件的材质、型号、规格了解清楚。 2)施工人员必须全面熟悉施工程序、施工方法、质量标准、操作规程和 安全技术要求,并在施工中严格执行。 3)制作风管所使用的主材,镀锌钢材等,应符合国家现行产品标准及生 产厂家的企业标准,并应具有出厂合格证等有关质料证明。 4)所有材料附件必须复核设计和国家现行产品标准,并应具有出厂合格 证及材料质量保证等有关质料证明。 (3)主要施工方法 1)角钢法兰镀锌风管制作安装 a.风管制作 ●所使用板材、型钢材料应
镀锌风管面积计算
格式:pdf
大小:41KB
页数:2P
4.5
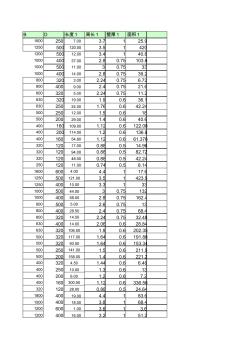
bd长度1周长1壁厚1面积1 16002507.003.7125.9 1250500120.003.51420 120050012.003.4140.8 100040037.002.80.75103.6 100050011.0030.7533 100040014.002.80.7539.2 8003203.002.240.756.72 8004009.002.40.7521.6 8003205.002.240.7511.2 63032019.001.90.636.1 63025024.001.760.642.24 50025012.001.50.618 50020029.001.40.640.6 400160109.001.120.6122.

镀锌风管损耗优化计算表
格式:pdf
大小:84KB
页数:1P
4.7
序 号 名称规格型号 风管 边长 (m) 风管 边长 (m) 风管 周长 (m) 风管 长度 (m) 单 位 数 量 单根 风管 量 (m2) 合计 量 (m2) 单节风管 法兰翻边 量(m2) 风管法 兰翻边 量(m2) 法兰翻 边损耗 率(%) 法兰翻 边损耗 量(m2) 单节风 管咬口 宽度 (mm) 风管咬 口损耗 率(%) 风管咬 口损耗 量(m2) 风管损 耗率 (%) 角码 (个) 角码 单价 (元) 角码合 价(元) 铁皮单 价 (元) 铁皮厚度 (mm) 角码折合 为风管损 耗率(%) 含角码风管 总损耗率(%) 含角码 风管总 损耗量 (m2) 1直管(3折)320×2000.320.21.041.16节11.211.210.1040.108.620.10373.560.0412.1880.604.8025.00δ=
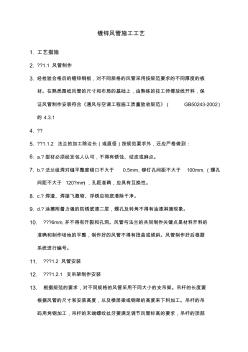
镀锌风管施工工艺
格式:pdf
大小:8KB
页数:4P
4.7
镀锌风管施工工艺 1.工艺措施 2.??1.1风管制作 3.经检验合格后的镀锌钢板,对不同规格的风管采用按规范要求的不同厚度的板 材。在熟悉图纸风管的尺寸和布局的基础上,由熟练的技工师傅放线开料,保 证风管制作安装符合《通风与空调工程施工质量验收规范》(gb50243-2002) 的4.3.1 4.?? 5.??1.1.2法兰的加工除边长(或直径)按规范要求外,还应严格做到: 6.a.?型材必须经发包人认可,不得有锈蚀、结皮或麻点。 7.b.?法兰组焊对缝平整度错口不大于0.5mm,铆钉孔间距不大于100mm,(螺孔 间距不大于120?mm),孔距准确,应具有互换性。 8.c.?焊渣、焊接飞溅物、浮锈应彻底清除干净。 9.d.?涂擦附着力强的防锈底漆二层,螺孔及转角不得有油漆淋滴现象。 10.???6mm,并不得有开裂和孔洞。风管与法兰的共同制作关键点
镀锌风管安装最新文档
风管安装
格式:pdf
大小:111KB
页数:9P
4.6
scccnce中国化学工程第六建设公司 1 上海欧尚超市有限公司 闵行欧尚超市主要机电工程 风管安装施工方案 编制: 审核: 审批: 中国化学工程第六建设公司 二оо三年三月二十七日 scccnce中国化学工程第六建设公司 2 目录 1.编制说明 2.施工程序 3.主要技术措施和质量控制措施 4.安全施工措施 5.施工进度计划 6.施工劳动力计划 7.主要施工机具 scccnce中国化学工程第六建设公司 3 1编制说明 1.1工程概况 上海置业广场(欧尚闵行超市)的通风空调工程我们仅施工欧尚 闵行超市通风空调部分、排油烟风管和卫生间排风管,主要工程量如 下表: 序 号 名称 规格单位数量 无机保温风管250*160m13.3 320*320m9.2 400*320m21.2 500*160m32.6 500*250
镀锌风管加工合同范本
格式:pdf
大小:21KB
页数:3P
4.7
第1页共3页 合同号:20130517jg 镀锌板风管加工合同 (以下简称“甲方”) (以下简称“乙方”) 双方本着相互信任的原则,签订并履行如下合同: 第一条:(合同内容及交货期) 1.由甲方向乙方明确购买和加工如下标的物;镀锌钢板风管(以下简称“标的物”)。 1)标的物(加工件)清单(包括名称、数量、价格、交货期等)见附件1:报价及图纸。 2)标的物(加工件)的规格及技术要求见附件图纸及风道技术要求。 3)标的物直管加工单价金额为:(元/㎡)人民币。 4)标的物异形管加工单价金额为:(元/㎡)人民币 5)镀锌板底价甲乙双方约定,镀锌板厚度㎜价格元/㎡ 6)角码0.45元/个卡扣0.35元/个 第二条:(交货地点及运输) 1.交货地点:。 2.所有运输及运输由甲方自提。 第三条:(合同价款及支付) 1.按甲
镀锌风管施工方法及流程
格式:pdf
大小:8KB
页数:2P
4.7
1.镀锌风管施工方法及流程 2.工艺措施 2.1风管制作 经检验合格后的镀锌钢板,对不同规格的风管采用按规范要求的不同厚度的板材。 在熟悉图纸风管的尺寸和布局的基础上,由熟练的技工师傅放线开料,保证风管制 作安装符合《通风与空调工程施工质量验收规范》(gb50243-2002)的4.3.1、4.3.2、 4.3.3的规定。 2.1.1风管法兰将按照图纸规定的系列规格统一制作,法兰的螺栓孔采用冲床和模具 进行定距离冲制,法兰的成型焊接也采用专用模具进行定位焊接,以确保同一规格 的风管法兰具有互换性。 2.1.2法兰的加工除边长(或直径)按规范要求外,还应严格做到: a.型材必须经发包人认可,不得有锈蚀、结皮或麻点。 b.法兰组焊对缝平整度错口不大于0.5mm,铆钉孔间距不大于100mm,(螺孔间距 不大于120mm),孔距准确,应具有互换性。 c.焊渣、焊接飞溅物、浮锈应
镀锌风管质量验收检验规范
格式:pdf
大小:757KB
页数:4P
4.4
镀锌风管质量验收检验规范 质量验收检验规范是每个行业都必经的一步,镀锌风管质量验收检验规范横贯在镀锌风 管生产销售的始终。下文将从成品风管和半成品风管两方面进行详细的介绍。 一、成品镀锌风管检验规范: (1)风管与配件的咬口缝应紧密、宽度应一致;折弯应平直,异形圆弧应均匀;两端 面平行。风管无明显扭曲与翘角;表面应平整,凹凸不大于10mm。 (2)风管外内径或外边长的允许偏差:当小于或等于300mm时,为2mm;当大于 300mm时,为3mm。管口平面度的允许偏差为2mm,矩形风管两条对角线长度之差不应 大于3mm;圆形法兰任意正交两直径之差不应大于2mm。 (3)风管密封处要严密,不允许有漏打胶的现象发生。 (4)风管现场拼合时,地面应平整并铺设大芯板,防止镀锌层损坏;风管堆放应平整, 避免磕碰。 (5)风管外观无严重划痕,表面无污渍(如密封胶残迹等
镀锌风管加工合同范本.
格式:pdf
大小:11KB
页数:3P
4.3
合同号:20130517jg 镀锌板风管加工合同 (以下简称“甲方”) (以下简称“乙方”) 双方本着相互信任的原则,签订并履行如下合同: 第一条:(合同内容及交货期) 1.由甲方向乙方明确购买和加工如下标的物;镀锌钢板风管(以下简称“标的物”)。 1)标的物(加工件)清单(包括名称、数量、价格、交货期等)见附件1:报价及图纸。 2)标的物(加工件)的规格及技术要求见附件图纸及风道技术要求。 3)标的物直管加工单价金额为:(元/㎡)人民币。 4)标的物异形管加工单价金额为:(元/㎡)人民币 5)镀锌板底价甲乙双方约定,镀锌板厚度㎜价格元/㎡ 6)角码0.45元/个卡扣0.35元/个 第二条:(交货地点及运输) 1.交货地点:。 2.所有运输及运输由甲方自提。 第三条:(合同价款及支付) 1.按甲方所提供图纸和要求,合同生

空调镀锌风管施工工艺
格式:pdf
大小:72KB
页数:3P
4.5
空调镀锌风管施工工艺 1.工艺措施1.1风管制作 经检验合格后的镀锌钢板,对不同规格的风管采用按规范要求的不同厚度的板材。在熟悉图纸风 管的尺寸和布局的基础上,由熟练的技工师傅放线开料,保证风管制作安装符合《通风与空调工 程施工质量验收规范》(gb50243-2002)的4.3.1、4.3.2、4.3.3的规定。 1.1.1风管法兰将按照图纸规定的系列规格统一制作,法兰的螺栓孔采用冲床和模具进行定距 离冲制,法兰的成型焊接也采用专用模具进行定位焊接,以确保同一规格的风管法兰具有互换性。 1.1.2法兰的加工除边长(或直径)按规范要求外,还应严格做到: a.型材必须经发包人认可,不得有锈蚀、结皮或麻点。 b.法兰组焊对缝平整度错口不大于0.5mm,铆钉孔间距不大于100mm,(螺孔间距不大于120mm), 孔距准确,应具有互换性。
空调镀锌风管施工方案
格式:pdf
大小:33KB
页数:4P
4.7
空调镀锌风管施工方案 (1)施工流程 施工准备材料设备及部件检验现场放样支架制安风管制作风管检查验收风管安装漏光风试验暖通设 备进场设备验收设备安装单机试运转各类接口镶接 各类风口镶接系统调试中间验收 (2)技术措施 1)施工前技术人员必须认真熟悉图纸和有关资料,对工艺流程工作介质压力温度等技术参数和使用 的材料及附件的材质型号规格了解清楚 2)施工人员必须全面熟悉施工程序施工方法质量标准操作规程和安全技术要求,并在施工中严格执 行 3)制作风管所使用的主材,镀锌钢材等,应符合国家现行产品标准及生产厂家的企业标准,并应具 有出厂合格证等有关质料证明 4)所有材料附件必须复核设计和国家现行产品标准,并应具有出厂合格证及材料质量保证等有关质 料证明 (3)主要施工方法 1)角钢法兰镀锌风管制作安装 a.风管制作 所使用板材型钢材料应具有出厂合格证书或质量鉴定文件镀锌薄钢板表面不得有裂纹结疤水印

镀锌风管全解析(三)有必要遵从的规则
格式:pdf
大小:9KB
页数:3P
4.4
镀锌风管全解析(三)有必要遵从的规则 一:镀锌风管施工前有必要做的: 因为根据详细资料的联络,规则也有有些的不一样,所以咱们以大川风管的标 准产物为例,如有个别观点,可以探讨,进行规则与工艺的解析 0.制造前有必要对照图纸丈量现场,如与图纸不符不得擅作主张,应向施工 员或项目经理陈述,待有书面指令时才调制造施工。 1.风控制造下料有必要以配管图为根据,因而制造前应丈量现场对照图纸画 出配管图交施工员或项目经理查看始末后方能施工。 2.配管图制造准则及需求:配管图有必要标明支吊架方位,支吊架方位距 离及悉数资料标准有必要符后标准需求及工艺规则。配管图应标明起端与弯 头方位、变径方位、管线地址轴线方位、管底标高。配管图应进行编号,从起 点开始编号,起点通常为接口方位,一样断面标准、一样长度节为同一号码,除 此应按次序编号。以便于安排制造
镀锌风管施工工艺 (3)
格式:pdf
大小:8KB
页数:4P
4.4
镀锌风管施工工艺 1.工艺措施 2.??1.1风管制作 3.经检验合格后的镀锌钢板,对不同规格的风管采用按规范要求的不同厚度的板 材。在熟悉图纸风管的尺寸和布局的基础上,由熟练的技工师傅放线开料,保 证风管制作安装符合《通风与空调工程施工质量验收规范》(gb50243-2002) 的4.3.1 4.?? 5.??1.1.2法兰的加工除边长(或直径)按规范要求外,还应严格做到: 6.a.?型材必须经发包人认可,不得有锈蚀、结皮或麻点。 7.b.?法兰组焊对缝平整度错口不大于0.5mm,铆钉孔间距不大于100mm,(螺孔 间距不大于120?mm),孔距准确,应具有互换性。 8.c.?焊渣、焊接飞溅物、浮锈应彻底清除干净。 9.d.?涂擦附着力强的防锈底漆二层,螺孔及转角不得有油漆淋滴现象。 10.???6mm,并不得有开裂和孔洞。风管与法兰的共同制作关键点
镀锌风管安装相关
文辑推荐
知识推荐
百科推荐


职位:给排水暖通空调设计师
擅长专业:土建 安装 装饰 市政 园林


