

大型带法兰封头热成形开裂部位的空穴扩张比预测
格式:pdf
大小:1014KB
页数:7P
人气 :97
 4.4
4.4
以大型带法兰封头的热成形工艺Deform-3D软件模拟过程为研究对象,从细观力学和塑性力学角度出发,将空穴扩张比理论与有限元方法相结合,利用损伤力学的空穴扩张比理论,计算了成形中封头易开裂部位的空穴扩张比,对易开裂部位进行了粗略的定性预测,同时还考虑锻造温度、变形速度和摩擦因子对空穴扩张比的影响。结果表明,大型带法兰封头成形的易开裂部位是在半球形外表面,在有效范围内,变形温度高,变形速度低,润滑条件好,材料的空穴扩张比就较小,材料就越不容易开裂。



 大型带法兰封头热成形方案的模拟优化
大型带法兰封头热成形方案的模拟优化 大型带法兰封头热成形方案的模拟优化
以大型带法兰封头热成形工艺的有限元模拟为研究对象,利用deform-3d软件分析平台,通过正向模拟对影响封头成形质量起主要影响的几个关键尺寸:下模的r4和毛坯jδ、、r1和r2进行优化选择,发现毛坯底部δ的减少可以有效减少封头下半球部位的壁厚差,最终确定成形质量最佳的大型带法兰封头成形工艺参数。
大型带法兰封头热成形模拟研究 大型带法兰封头热成形模拟研究
以大型带法兰封头的热成形工艺模拟过程为研究对象,利用deform-3d软件分析平台,将封头成形过程可分为成形初期、中期和后期三个阶段,计算了各个时期封头的封头壁厚减薄量。发现封头半球形区成形初期处于减薄过程中,在中后期减薄量减小;下模圆角过渡区在变形初期无明显壁厚变化,中后期减薄量越来越大;法兰区在后期才有少量减薄。此外,还研究了不同压下量下封头的形状系数、应力场、应变场、变形载荷和流动速度场的变化情况。
编辑推荐下载
大型带法兰封头整锻成形工艺数值模拟 大型带法兰封头整锻成形工艺数值模拟
格式:pdf
大小:884KB
页数:4P
4.7
采用刚塑性有限元法对大型带法兰封头整锻成形工艺进行模拟,确定了合理的锻造工艺,并分析了展压变形中的封头壁厚和展起高度变化规律。模拟结果表明,此工艺能够成形出所需尺寸封头,工艺可行,可操作性强,对实际生产该封头有重要的理论指导意义。
大型带法兰封头热成形开裂部位的空穴扩张比预测热门文档
一种带法兰锥形件的成形工艺及模具设计 一种带法兰锥形件的成形工艺及模具设计
格式:pdf
大小:281KB
页数:未知
4.4
带法兰锥形件的成形有两种方式:拉深和胀形,对其变形趋向性的准确判断是正确工艺过程设计的前题,本文对该零件的变形趋向性进行分析,指出了采用分步胀形工艺是唯一正确的技术方法,并介绍了胀形工艺参数的确定方法及模具设计。
法兰扩张器的研制与应用 法兰扩张器的研制与应用
格式:pdf
大小:54KB
页数:未知
4.6
介绍了自行研制的法兰扩张器的工作原理和结构组成。经实践证明,该装置具有方便快捷、简单实用、通用性强、安全可靠的优点,具有推广前景。
带法兰球壳成形的数值模拟 带法兰球壳成形的数值模拟
格式:pdf
大小:390KB
页数:2P
4.4
为了解决球壳的口部法兰成形,针对零件的几何形状特点,制定了挤压口部法兰的成形方案。通过三维刚塑性有限元分析软件deform-3d对该零件的成形过程进行了有限元模拟,得到了变形过程的金属流动规律。分析了锻造参数对带法兰球壳口部法兰成形过程的影响,优化了工艺参数,为生产提供了科学的依据。
平焊法兰的热摆碾成形 平焊法兰的热摆碾成形
格式:pdf
大小:535KB
页数:未知
4.3
阐述了平焊法兰的热摆碾成形工艺,并对其模具的设计进行了探讨。通过实践证明现行的摆碾工艺是合理的,生产出来的平焊法兰完全符合质量及技术要求。
大型锻造法兰脆性开裂原因分析 大型锻造法兰脆性开裂原因分析
格式:pdf
大小:494KB
页数:未知
4.6
通过断口观察、化学成分分析、金相组织检查、硬度检测、拉伸及冲击试验等方法,对某大型锻造法兰脆性断裂原因进行了分析。结果表明:粗大的魏氏体组织是造成法兰发生脆性断裂的直接原因,阐述了粗大组织对法兰脆性断裂的影响机制;证明了这种组织缺陷与热处理时工件过热有关,可通过正确的正火工艺来消除,并且采用了正确的热处理工艺,材料的冲击功提高了2个数量级,解决了锻造法兰的脆性问题。
大型带法兰封头热成形开裂部位的空穴扩张比预测精华文档
带法兰盘高强度螺栓的成形工艺和模具 带法兰盘高强度螺栓的成形工艺和模具
格式:pdf
大小:406KB
页数:3P
4.6
一、概述带法兰盘高强度螺栓由于将垫圈与六角头组合成一体,从而具有结构紧凑,装卸方便,易实现高效自动化装配等优点。特别是在高速运转的动力机构中,由于带法兰盘螺栓具有高可靠性和安全性,因而获得愈来愈广泛的应用。由于这种螺栓头部带有法兰盘,不能用常规在

一、L型带法兰单头电热管概述
格式:pdf
大小:342KB
页数:4P
4.7
一、l型带法兰单头电热管概述: l型法兰式电热管l型带法兰单头电热管是将一根或多根电热管焊接或拧装到一个法兰上,形成一个大功率的,可整体折装的加热 器。可将温控探头焊在法兰上,做成温度可控的整体加热器。l型法兰式电热管是指电热管弯成l型,方便客户使用,也可以根据 根据客户的需求,定制成所需形状。 二、l型法兰式电热管的各种参考数据: 1)参考电压:220v/380v 2)发热管径:φ8.5—φ22 3)发热管材:ss304不锈钢,sl3316不锈钢,10号钢,铜 4)主要功率:3kw—15kw 5)工作压力:1.0mpa—3.0mpa 6)法兰及螺纹头材质:不锈钢,碳钢,铜。 三、l型法兰式电热管的图片: (l型法兰式电热管可以根据客户要求定做,提供图纸,电压,功率,尺寸) 一、浸入式法兰电加热管实物展示及相关情况说明: 浸入式
大型带法兰封头热成形开裂部位的空穴扩张比预测最新文档
换热器壳侧法兰开裂失效分析 换热器壳侧法兰开裂失效分析
格式:pdf
大小:106KB
页数:1P
4.5
换热器广泛应用于化工、石油、动力、食品及其他工业行业,在生产中占有重要地位.本文主要是对某型号换热器在水压试验时壳侧法兰开裂进行了失效分析.
大型厚壁椭圆封头多次热冲压成形分析 大型厚壁椭圆封头多次热冲压成形分析
格式:pdf
大小:351KB
页数:5P
4.7
采用有限元法对大型厚壁椭圆封头的一次和多次热冲压成形工艺进行数值模拟。对比分析厚壁封头在两种成形工艺下的压机成形载荷和封头成形壁厚的差异,并研究不同凹模直径对封头多次成形载荷和壁厚的影响。研究结果表明,多次热冲压可以有效地降低封头的成形载荷60%左右。多次热冲压封头壁厚比一次成形稍有减薄,但最大减薄率为5.9%,在合理要求范围内。通过与相近规格封头进行实验对比,壁厚分布规律相一致,因此能够达到较好地预测成形的目的。
带法兰盘的轴承套圈的加工方法 带法兰盘的轴承套圈的加工方法
格式:pdf
大小:1.0MB
页数:3P
4.4
为了提高带法兰盘的轴承套圈的加工精度,更好的实现轴承的定位安装,针对不同产品的结构特点,改变了常规的加工工艺流程,以先进的数控加工设备取替了专用机床,优化了加工方法,提高了产品合格率和生产效率。
带法兰衬塑复合钢管 (2)
格式:pdf
大小:739KB
页数:3P
4.6
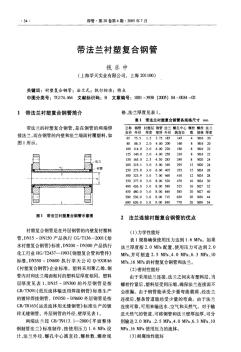
带法兰衬塑复合钢管 作者:钱乐中,qianle-zhong 作者单位:上海莘天实业有限公司,上海,201100 刊名:焊管 英文刊名:weldedpipeandtube 年,卷(期):2005,28(4) 被引用次数:1次 引证文献(1条) 1.钱乐中燃气用衬塑复合钢管介绍[期刊论文]-焊管2006(2) 本文链接:http://d.g.wanfangdata.com.cn/periodical_hg200504010.aspx 授权使用:西安交通大学(xajtdx),授权号:979f24c2-b654-4cc5-a1ba-9ea6016b4c44 下载时间:2011年3月14日
带法兰的异形管件经济型检测方法 带法兰的异形管件经济型检测方法
格式:pdf
大小:2.0MB
页数:2P
4.5
如何对其三维空间尺寸进行测量,既使测量结果准确,又做到经济高效,成了排气管质量提升,产能提升的瓶颈问题。文章主要从改变装夹方式、变换测量基准等方面,讨论对三爪卡盘改制后,测量带法兰的异形管件的准确度、经济性。
带法兰无折边球面盖的合理计算方法 带法兰无折边球面盖的合理计算方法
格式:pdf
大小:117KB
页数:未知
4.6
就德国ad(85版)规范中带法兰无折边球面盖的计算方法进行了分析,并在与我国gb150—89进行对比及有关文献所进行的应力分析基础上,笔者认为ad规范的计算方法更合理科学,而且结果分析也更切合实际。
钢管、法兰、封头英文含义
格式:pdf
大小:47KB
页数:9P
4.4
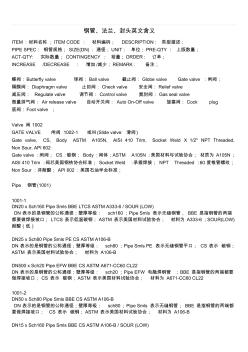
钢管、法兰、封头英文含义 item:材料名称;itemcode:材料编码;description:类型描述; pipespec:钢管规格;size(dn):通径;unit:单位;pre-qty:上版数量; act-qty:实际数量;contingency:裕量;order:订单; increase/decrease:增加/减少;remark:备注; 蝶阀:butterflyvalve球阀:ballvalve截止阀:globevalvegatevalve:闸阀; 隔膜阀:diaphragmvalve止回阀:checkvalve安全阀:reliefvalve 减压阀:regulatevalve调节阀:controlvalve氮封阀:gassealvalve 微量排气阀:a

钢管、法兰、封头英文含义
格式:pdf
大小:193KB
页数:10P
4.6
钢管、法兰、封头英文含义 钢管、法兰、封头英文含义 item:材料名称;itemcode:材料编码;description:类型描述; pipespec:钢管规格;size(dn):通径;unit:单位;pre-qty:上版数量; act-qty:实际数量;contingency:裕量;order:订单; increase/decrease:增加/减少;remark:备注; 蝶阀:butterflyvalve球阀:ballvalve截止阀:globevalvegatevalve:闸阀; 隔膜阀:diaphragmvalve止回阀:checkvalve安全阀:reliefvalve 减压阀:regulatevalve调节阀:controlvalve氮封阀:gassealva
大型带法兰封头热成形开裂部位的空穴扩张比预测相关
文辑推荐
知识推荐
百科推荐


职位:BIM深化设计师(幕墙)
擅长专业:土建 安装 装饰 市政 园林


