

大型储罐环缝自动焊接单面焊双面成型施工方法的应用
格式:pdf
大小:315KB
页数:3P
人气 :72
 4.7
4.7
大型立式钢制储罐是石油化工行业重要的原油、 成品油储运设备,焊接是储罐建造的主要工序,对施 工质量、进度有着决定性的意义。当前国内大型浮顶 储罐焊接工艺广泛采用自动焊接技术,既罐壁纵缝采 用立式二氧化碳保护焊, 罐壁环缝采用埋弧自动横焊, 罐底搭接角焊和大角焊缝采用埋弧自动平焊。这其中 罐壁环缝的焊接工作量最大,各项要求也最多,能提 高焊接质量和工效的空间也就最大。环缝自动焊接单 面焊双面成型技术,就是我公司近年来在大型储罐施 工领域技术革新攻关的重点项目, 并于 2007年初在实 验室里获得了成功。2007年 6月,我们安装五公司在 新疆乌鲁木齐石化公司承建的2座50000万立原油储罐 的施工中,采用了正装自动焊的施工方法,第一次将 环缝自动焊接单面焊双面成型技术应用在施工生产的 实际中,实现了新技术从实验室到施工现场的发展过 渡,取得了良好的质量、 经济效果,值得我们继续提高 改进和推



单面焊双面成型的工艺
1 南通航运职业技术学院 船舶与海洋工程系 毕业论文 单面焊双面成型的工艺 姓名:洪小兵 学号:425051246 班级:船体5052 专业:船舶工程技术 指导老师:李艳 时间:2010.6.20 2 目录 摘要.....................................................................................................................................................3 绪论.........................................................................................................................
 关于钢板对接单面焊双面成型的探讨
关于钢板对接单面焊双面成型的探讨 关于钢板对接单面焊双面成型的探讨
经过对我公司职业技能鉴定的初、中级实际操作技能及我公司排头兵选拔赛实际操作技能单面焊双面成型考试一些试板和焊工的操作过程进行的分析,谈一下关于钢板对接单面焊双面成型的一些想法。
编辑推荐下载
法兰与柱管组对内外环缝自动焊接设备研制 法兰与柱管组对内外环缝自动焊接设备研制
格式:pdf
大小:601KB
页数:4P
4.4
介绍一种法兰与柱管焊接设备,它采用空心卡盘卡紧被焊接工件并提供焊接工艺所需旋转运动。集plc控制技术及光电跟踪技术的柔性焊接设备对多边形内外焊缝实施跟踪自动连续焊接,焊口均匀无缺陷,强度高,工件变形小。
空调压缩机壳体环缝自动焊接系统的研制
格式:pdf
大小:422KB
页数:3P
4.6
介绍了一种用于空调压缩机生产中上、下壳体环缝焊接的自动焊接系统,该系统可同时完成环缝焊接和焊后清理工作,采用co2气体保护焊工艺,以plc可编程控制器为核心,通过位置传感器实现各动作的闭环和时序控制,可满足18s/件的生产节拍。
大型储罐环缝自动焊接单面焊双面成型施工方法的应用热门文档
立式环缝自动焊接机虚拟设计
格式:pdf
大小:3.3MB
页数:43P
4.8
2013年机械设计专业本科毕业设计(论文) 优秀毕业设计(论文)通过答辩 毕业 设计 论文任务书 一、题目及专题: 1、题目立式环缝自动焊接机虚拟设计 2、专题 二、课题来源及选题依据 气电立焊是80年代发展起来的一种熔化极气体保护电弧垂直对 接焊方法,采用药芯焊丝作熔化极,用能自动控制的上升系统带动焊 枪进行连续焊接,在水冷滑块的强制成型作用下以co2气体保护实现 单面焊双面一次成型。 过去我国对气电立焊的设备主要依赖进口,并被广泛应用于石油 天然气的储油罐建设这些设备,虽然性能良好但价格昂贵,国内一些 中小企业无力购买,受进口设备和国内药芯焊丝技术不过关的制约, 其应用范围和发展受到限制。所以,开发拥有我国自主知识产权的气 电立焊设备,以解决困扰我国众多企业的焊接问题,成为当务之急。 在开发气电立焊设备的过程中,如果在设计初告段落时采用计算 机虚拟技术
关于钢板对接单面焊双面成型的一些想法 关于钢板对接单面焊双面成型的一些想法
格式:pdf
大小:130KB
页数:1P
4.4
经过对我公司职业技能鉴定的初、中级实际操作技能及我公司排头兵选拔赛实际操作技能单面焊双面成型考试一些试板和焊工的操作过程进行的分析,谈一下关于钢板对接单面焊双面成型的一些想法。
板材对接单面焊双面成形焊接中成形缺陷研究 板材对接单面焊双面成形焊接中成形缺陷研究
格式:pdf
大小:88KB
页数:1P
4.6
单面焊双面成形焊技术是指在焊件坡口的正面进行施焊,而焊接后坡口的正面和反面都形成焊缝,均匀美观、成形良好且表面和内在质量均符合要求的焊接工艺。相对于双面焊,单面焊双面成形工艺改善了焊接条件,极大地提高了焊接的效率。本文主要对板材对接单面焊双面成形焊接工艺中成形缺陷的现象、原因进行分析,并提出保障焊接质量与成形的对策。
大型储罐倒装自动焊焊接工艺 大型储罐倒装自动焊焊接工艺
格式:pdf
大小:61KB
页数:2P
4.5
在现代石油化工建设中,大型立式钢制储罐是石油化工行业非常重要的储运设备,在兰州—郑州—长沙成品油管道工程(郑州分输泵站)建设中,采用了大型储罐倒装自动焊施工工艺,该新工艺施工工期短、辅助用料少、安装质量好,并保证安全。
大型储罐倒装法施工立焊自动焊接工艺 大型储罐倒装法施工立焊自动焊接工艺
格式:pdf
大小:162KB
页数:2P
4.5
发展大型储罐倒装法施工技术过程中,为了全面实现倒装法施工罐壁立缝的全自动焊接,从焊机结构改善、罐壁组装工序调整、焊接工况改进等方面开展工作,创造出全自动气电立焊焊接的作业条件,并制定相适应的焊接工艺,最终实现了罐壁立缝的气电立焊焊接。相较于正装法立缝自动焊接工艺,倒装法立缝自动焊接在地面操作实施,操作更加便利、安全,质量更易于控制。
大型储罐环缝自动焊接单面焊双面成型施工方法的应用精华文档
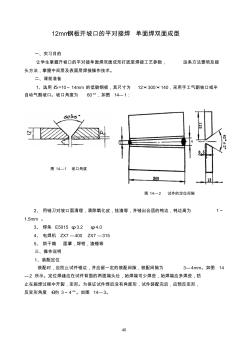
12mm钢板开坡口的平对接焊单面焊双面成型
格式:pdf
大小:129KB
页数:5P
4.6
40 12mm钢板开坡口的平对接焊单面焊双面成型 一、实习目的 让学生掌握开坡口的平对接单面焊双面成形打底层焊接工艺参数,运条方法要领及接 头方法,掌握中间层及表面层焊接操作技术。 二、课前准备 1、选用δ=10~14mm的低碳钢板,其尺寸为12×300×140,采用手工气割坡口或半 自动气割坡口。坡口角度为60°,如图14—1: 图14—1坡口角度 图14—2试件的定位间隙 2、用锉刀对坡口面清理,清除氧化皮,挂渣等,并锉出合适的钝边,钝边高为1~ 1.5mm。 3、焊条e5015φ3.2φ4.0 4、电焊机zx7—400zx7—315 5、烘干箱面罩,焊钳,渣锤等 三、操作说明 1、装配定位 装配时,应防止试件错边,并应留一定的装配间隙,装配间隙为3—4mm。如图14 —2所示。定位焊缝应在试件背面的两面端头处,始焊端可少
浅谈水平固定管的单面焊双面成型焊接工艺技术方法 浅谈水平固定管的单面焊双面成型焊接工艺技术方法
格式:pdf
大小:213KB
页数:未知
4.7
近年来,我国的水平固定管焊接技术发展迅速,但由于这项技术的操作难度系数比较大,并且操作流程较为复杂,所以仍需电焊工熟练掌握焊接技能。在此,笔者将根据多年工作经验对水平固定管的单面焊双面成型焊接技术进行阐述。管件的水平固定焊又称为全位置焊。焊接时两相接管段水平放置,开坡口的一侧相对接,两中心线重合,且均固定不允许转动。管件水平固定焊这是最难掌握的一个项目,必须掌握了板对接的平焊、立焊、仰焊位置的单面焊双面成形技术,才能焊出合格的试件。
钢管对接焊缝水平固定单面焊双面成型焊接操作技术 钢管对接焊缝水平固定单面焊双面成型焊接操作技术
格式:pdf
大小:209KB
页数:2P
4.5
主要介绍了钢管对接焊缝水平位置固定单面焊双面成型的焊接特点;钢管接头坡口形式以及组对要求;不同管径接头定位焊接时的不同技术措施要求,接头中不同层焊缝的操作技术要点及工艺措施。
焊条电弧焊单面焊双面成型的质量控制 焊条电弧焊单面焊双面成型的质量控制
格式:pdf
大小:55KB
页数:1P
4.7
单面焊双面成形的焊接质量受到了焊接设备、焊材工艺流程、操作技术水平的限制。介绍了焊接电流、焊接速度、电弧电压、焊接层数等工艺参数对单面焊双面成形技术焊接质量的影响和造成的相关缺陷。详细的分析了单面焊双面成形技术焊接质量差所引起的一系列问题及造成质量差的原因,提出了相应的防止措施,解决单面焊双面成形技术的缺陷,使单面焊双面成形技术进一步完善,加以推广,并对单面焊双面成形作业具有一定的指导作用。
焊条电弧焊单面焊双面成型技术要领解析 焊条电弧焊单面焊双面成型技术要领解析
格式:pdf
大小:116KB
页数:2P
4.6
单面焊双面成型技术在厚钢板、特殊焊接位置和压力容器焊接中应用广泛,但操作有一定难度.本文分析和总结了单面焊双面成型的操作要领.对提高焊工技术水平有参考价值.
大型储罐环缝自动焊接单面焊双面成型施工方法的应用最新文档
自动氩弧焊单面焊双面成形技术与工装
格式:pdf
大小:164KB
页数:3P
3
自动氩弧焊单面焊双面成形技术与工装——自动钨极氩弧焊技术,应把工件的壁面、工件接头、夹具的铜垫平面、铜垫沟槽的中心线 和电弧极端作为基准点、基准线和基准面进行规则的协调,使其准确的各居其位,使焊缝自始至终在一种不变的焊透成形状态,采用恒定...
锅筒环缝石棉衬垫法埋弧自动焊焊接工艺 锅筒环缝石棉衬垫法埋弧自动焊焊接工艺
格式:pdf
大小:223KB
页数:3P
4.3
在锅炉的焊接生产过程中,埋弧自动焊以较高的焊接生产效率和稳定的焊接质量,得到了广泛的应用。在锅炉锅筒的焊接生产中,对手工电弧焊工艺和埋弧自动焊工艺进行了对比分析;在传统的埋弧焊衬垫工艺基础上,提出了锅筒环缝的石棉衬垫法埋弧自动焊焊接工艺,并进行了焊接坡口的优化设计,设计了简易而实用的衬垫工装;在进行焊接工艺评定后,成功地应用于焊接生产,提高了生产效率,保证了焊接质量。
固定管板单面焊双面成形焊接技术 固定管板单面焊双面成形焊接技术
格式:pdf
大小:177KB
页数:3P
4.5
固定管板焊接在生产中经常采用,可分为骑座式和插入式2种类型,由于焊接时要求根部焊透,保证背面成形,正面焊脚对称,因而生产中以骑座式管板焊接较多,且焊接难度较大。如果按照工件空间位置的不同可把这类焊件分为垂直固定平焊、水平固定仰焊和45°固定焊等形式。这里主要介绍水平固定的管板焊接。这类工件焊接时,往往由于板厚与管壁厚相差较大,焊接时管的孔壁容易烧穿;同时由于是角焊缝,焊接时比对接焊缝需要的热量
钢管拱横撑管单面焊双面成型工艺研究 钢管拱横撑管单面焊双面成型工艺研究
格式:pdf
大小:96KB
页数:3P
4.6
文章重点阐述了京沪高铁柳泉镇后八丁特大桥钢管拱横撑管单面焊双面成型焊接工艺,根据结构特点和设计要求,从单面焊双面成型焊接的主要施工特点和难点、焊接方法、工艺的对比以及单面焊双面成型焊接存在的问题、采取的工艺措施以及单面焊双面成型的焊接工艺进行了详细的分析、研究,改善了外观成型,提高了生产效率,对确保钢管拱桥横撑管的焊接质量和外形尺寸精度,提高工效,缩短工期,降低制造成本有着重要的意义。
 半自动焊接工装在翼箱焊接中的应用
半自动焊接工装在翼箱焊接中的应用 半自动焊接工装在翼箱焊接中的应用
格式:pdf
大小:250KB
页数:未知
4.4
为提高装载机前车架翼箱部件的焊接效率和品质,根据翼箱的结构特点,自行设计了翼箱背缝和圆搭半自动焊接工装。此工装结构简单,造价较低,使用方便,且可靠性好,可供诸多结构件半自动焊接工装做设计的借鉴参考。

大型储罐罐底板埋弧自动焊施工工艺研究
格式:pdf
大小:33KB
页数:2P
4.7
通过总结5万方储罐罐底板焊接施工经验,对10万方储罐罐底中幅板的焊接施工工艺进行研究,摸索出其焊接工艺方法、参数、焊接顺序及控制焊接变形措施。
管道焊接中手工钨极氩弧焊(TIG)单面焊双面成形技术
格式:pdf
大小:101KB
页数:2P
3
管道焊接中手工钨极氩弧焊(tig)单面焊双面成形技术——压力管道手工电弧焊接中焊道背面易出现缺陷,且管道中的焊渣无法及时清理干净,用手工 tig焊的方法成功的解决了这一问题。
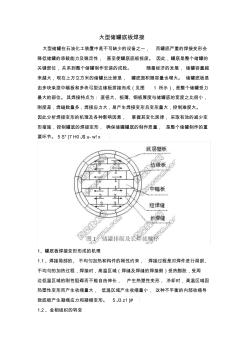
大型储罐底板焊接顺序
格式:pdf
大小:853KB
页数:8P
4.8
大型储罐底板焊接 大型储罐在石油化工装置中是不可缺少的设备之一,而罐底严重的焊接变形会 降低储罐的承载能力及稳定性,甚至使罐底底板报废。因此,罐底是整个储罐的 关键部位,关系到整个储罐制作安装的成败。随着经济的发展,储罐容量越 来越大,现在上万立方米的储罐比比皆是,罐底面积随容量也增大。储罐底板是 由多块条型中幅板和多块弓型边缘板拼接而成(见图1所示),是整个储罐受力 最大的部位。其焊接特点为:直径大、板薄、钢板厚度与储罐底的宽度之比很小, 刚度差,焊缝数量多,焊接应力大,易产生焊接变形且变形量大,控制难度大。 因此分析焊接变形的机理及各种影响因素,掌握其变化规律,采取有效的减少变 形措施,控制罐底的焊接变形,确保储罐罐底的制作质量,是整个储罐制作的重 要环节。5s*{7h0j$u-w!x 1、罐底板焊接变形形成的机理 1.1、焊接局部的、不均匀
大型储罐环缝自动焊接单面焊双面成型施工方法的应用相关
文辑推荐
知识推荐
百科推荐


职位:化工工程师助理
擅长专业:土建 安装 装饰 市政 园林


