

大型储存料仓预埋螺栓套筒施工技术
格式:pdf
大小:856KB
页数:4P
人气 :94
 4.4
4.4
南海石化项目的21个储存料仓为大型钢筋混凝土框架结构,每个料仓有40个预埋螺栓套筒,由于料仓基础圈粱钢筋密集,预埋螺栓套筒的安装和精度控制比较困难。文章通过对储存料仓预埋螺栓套筒安装可能存在的问题和难点进行预测分析,编制了施工技术方案,详细介绍了施工中采取的具体措施和精度控制方法,从而解决了大直径料仓多个预埋螺栓套筒安装定位精度不容易控制的问题。完工后经实测,预埋螺栓套筒施工达到了预期效果,满足设计要求。



预埋螺栓套筒与大体积砼施工
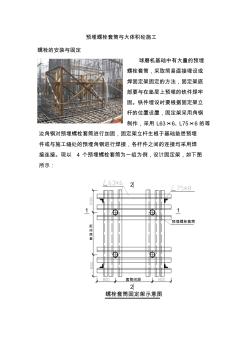
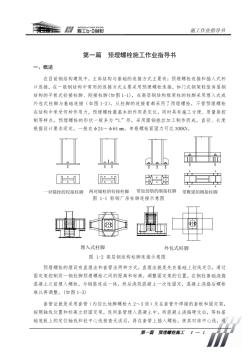
预埋螺栓套筒与大体积砼施工 螺栓的安装与固定 球磨机基础中有大量的预埋 螺栓套筒,采取简易直接埋设或 焊固定架固定的方法,固定架底 部要与在垫层上预埋的铁件焊牢 固。铁件埋设时要根据固定架立 杆的位置设置,固定架采用角钢 制作,采用l63×6、l75×6的等 边角钢对预埋螺栓套筒进行加固,固定架立杆生根于基础垫层预埋 件或与施工缝处的预埋角钢进行焊接,各杆件之间的连接均采用焊 接连接。现以4个预埋螺栓套筒为一组为例,设计固定架,如下图 所示: 2 预埋螺栓套筒 螺栓套筒固定架示意图 1 套 筒 间 距 套筒间距 2 1 1-1 预埋螺栓套筒 角钢@500一道 施工缝处标高 (垫层顶标高) 80 套筒顶标高 50 0 @5 0 0 @ 50 0 连接处采 用焊接施工缝处预埋角钢 1000mm外露500mm 2-2 预埋螺栓套筒套筒顶标高 角钢@500一道 施工缝处标高 (垫层顶标高)

球磨机基础预埋螺栓套筒与大体积砼施工
预埋螺栓套筒与大体积砼施工 螺栓的安装与固定 球磨机基础中有大量的预埋 螺栓套筒,采取简易直接埋设或 焊固定架固定的方法,固定架底 部要与在垫层上预埋的铁件焊牢 固。铁件埋设时要根据固定架立 杆的位置设置,固定架采用角钢 制作,采用l63×6、l75×6的等 边角钢对预埋螺栓套筒进行加固,固定架立杆生根于基础垫层预埋 件或与施工缝处的预埋角钢进行焊接,各杆件之间的连接均采用焊 接连接。现以4个预埋螺栓套筒为一组为例,设计固定架,如下图 所示: 2 预埋螺栓套筒 螺栓套筒固定架示意图 1 套 筒 间 距 套筒间距 2 1 1-1 预埋螺栓套筒 角钢@500一道 施工缝处标高 (垫层顶标高) 80 套筒顶标高 50 0 @5 00 @5 00 连接处采 用焊接施工缝处预埋角钢 1000mm外露500mm 2-2 预埋螺栓套筒套筒顶标高 角钢@500一道 施工缝处标高 (垫层顶标高) 连
编辑推荐下载
 浅谈热轧设备基础预埋螺栓套筒埋设
浅谈热轧设备基础预埋螺栓套筒埋设 浅谈热轧设备基础预埋螺栓套筒埋设
格式:pdf
大小:181KB
页数:1P
4.3
高精度要求的设备基础螺栓套筒埋设是整个设备基础施工的关键,根据实际进行原因分析,找出主要影响因素,确定施工工艺及方案,重点消除影响因素,保证螺栓套筒安装精度。

预埋螺栓施工
格式:pdf
大小:13KB
页数:8P
4.5
预埋螺栓施工 说明书摘要 本发明公开了一种大直径圆周分布的群组地脚螺栓整体预埋方法~它包括以下 步骤:将组装好的下定位板固定于基槽内的钢支架上后~将预埋螺栓的下端固连于 下定位板上~将上定位板对应安装于预埋地脚螺栓上,在基槽周边布设钢管拉锚~ 以调整预脚螺栓的轴线位置~在基槽内浇筑混凝土~混凝土浇筑完成时~校正预埋 地脚螺栓轴线位置。采用本发明工艺~可使支架和环形定位钢板均提前在车间加工 ~不占用施工现场和工序时间~现场拼装仅用扳手工具即可完成~工序简单~省去 常规的现场焊接时间~不仅大大加快了施工速度~同时提高了安装精度~使用本方 法通过工程预埋螺栓检测表明~预埋螺栓安装允许偏差精度高于国家规范要求~工 程大型预埋地脚螺栓合格率可达100%。 权利要求书 1(一种地脚螺栓整体预埋方法~其特征在于它包括机架和装配于机架上的液压 系统~液压柱塞端部装配有与混凝土输送管内
大型储存料仓预埋螺栓套筒施工技术热门文档

预埋螺栓施工工艺
格式:pdf
大小:6KB
页数:3P
4.7
三、预埋螺栓施工 一、施工准备: 1、材料准备 由于地脚螺栓预埋对精度要求很高因此需要对其精确地操平、 定位、固定,本工程采用与钢柱底板同等大小,高为12cm的木盒进 行辅助定位,木盒所需材料为2cm厚竹胶木板,用于加固的木方、 铁丝,以及用于支撑、操平的ф20钢筋,木楔及符合设计要求的地 脚螺栓及螺帽。 2、施工机具准备: 根据地脚螺栓的预埋要求,需经纬仪一台(全站仪代替)、水 准仪一台,用于定位、操平。施工时用电钻在木盒上钻孔,用墨斗 在木盒上弹定位线,用小铁锤在木盒轴线上钉钉子以便预埋时复核 轴线。 二、生产组织 为确保地脚螺栓预埋工作顺利地准确地进行,我方特选出优秀 的施工管理人员及熟练的专业技术工人进行施工,在整个施工过程 中需施工施工员1名、质检员1名、钢筋工4名、木工2名、电焊 工4名及施工配合人员2名。 三、施工工艺 施工前施工管理
预埋螺栓施工设计(终稿子)
格式:pdf
大小:263KB
页数:8P
4.7
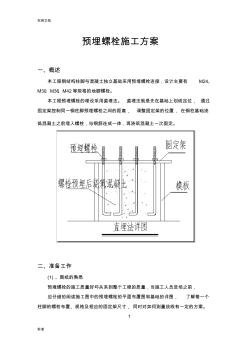
实用文档 标准 预埋螺栓施工方案 一、概述 本工程钢结构柱脚与混凝土独立基础采用预埋螺栓连接,设计主要有m24、 m30、m36、m42等规格的地脚螺栓。 本工程预埋螺栓的埋设采用直埋法。直埋法就是先在基础上划线定位,通过 固定架控制同一钢柱脚预埋螺栓之间的距离,调整固定架的位置,在钢柱基础浇 捣混凝土之前埋入螺栓,与钢筋连成一体,再浇筑混凝土一次固定。 二、准备工作 (1)、图纸的熟悉 预埋螺栓的施工质量好坏关系到整个工程的质量,当施工人员进场之前, 应仔细的阅读施工图中的预埋螺栓的平面布置图和基础的详图,了解每一个 柱脚的螺栓布置、规格及相应的固定架尺寸,同时对如何测量放线有一定的方案。 1 实用文档 标准 (2)、材料准备 当基础开始施工,预埋螺栓即可进场,在进场前对预埋螺栓的原材料质量 及外观质量进行检查,原材料检查的项目有:圆钢质量证明文件;螺栓出厂
大型储存料仓预埋螺栓套筒施工技术精华文档
螺栓套筒在大型工业设备基础施工中的应用 螺栓套筒在大型工业设备基础施工中的应用
格式:pdf
大小:562KB
页数:4P
4.7
天津大无缝不锈钢一期工程中,大型设备基础等工业构筑物在施工中由于基础尺寸和工程量大、结构和技术复杂,螺栓等预埋件安装精度要求高、工序多、工期紧、施工难度大等特点,成为整个工程的重点内容。采取严密有效的技术组织措施,是保证工程顺利进行的前提条件。在施工过程中,比较各工序而言,对预埋螺栓的安装精度要求则更为严格,它的精确程度直接影响设备安装和正常生产,也是衡量工程是否合格的重要指标。
大型预埋螺栓安装技术在重型设备基础中的应用 大型预埋螺栓安装技术在重型设备基础中的应用
格式:pdf
大小:298KB
页数:4P
4.7
结合韶钢120t转炉本体设备基础预埋螺栓施工的工程实例,探索了一套大、重型设备基础中预埋螺栓安装精度的控制措施,以及通过基础施工缝的设置部位的研究、优化,达到降低施工场地的占用时间和最优成本控制的具体实现方法.
钢结构施工中的预埋螺栓技术
格式:pdf
大小:29KB
页数:3P
4.5
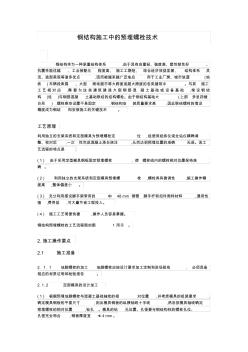
钢结构施工中的预埋螺栓技术 钢结构作为一种承重结构体系,由于具有自重轻、强度高、塑性韧性好、 抗震性能优越、工业装配化程度高、施工工期短、综合经济效益显著、结构体系灵 活、造型美观等诸多优点,因而被越来越广泛地应用于工业厂房、城市轨道(地 铁)车辆段库房、大型商场超市等大跨度或超大跨度的各类建筑中。与其施工 工艺相对应,需要为这些建筑建造大型钢筋混凝土基础或设备基础,埋设钢结 构(柱)与钢筋混凝土基础联结的结构螺栓。由于钢结构基础大(上部多呈四棱 台形),螺栓悬空设置不易固定,钢结构安装质量要求高,因此联结螺栓的埋设 精度成为钢结构安装施工的关键技术。 工艺原理 利用独立的支架系统和定型模具为预埋螺栓定位,经使用经纬仪或全站仪精确调 整、校对后,一次性完成混凝土承台浇注,从而达到预埋位置的准确无误。该工
大型储存料仓预埋螺栓套筒施工技术最新文档
钢结构施工中的预埋螺栓技术 钢结构施工中的预埋螺栓技术
格式:pdf
大小:849KB
页数:3P
4.4
结合工程实例,介绍了钢结构施工中利用独立支架系统(空间几何不变体系)和定型模具组合预埋螺栓技术的工艺特点、工艺原理、工艺流程和施工要点。
地脚螺栓预埋施工技术工艺
格式:pdf
大小:94KB
页数:6P
4.4
地脚螺栓预埋施工技术工艺 福炼乙烯项目 空压站、化学水凝结水施工组织设计补充 定位钢套板应用 地脚螺栓预埋 施 工 技 术 方 案 编制: 审核: 批准: 上海金山石油化工建筑公司 2007年5月15日 一、编制说明 空压站、化学水凝结水施工区域内设备基础上、厂房基础和主体结构 上,为了后续设备安装和厂房钢结构安装,须预埋大量地脚螺栓组,是施 工现场重点工作项目,特编制此方案补充施工组织设计。此方案须经epc、 监理、ipmt审核签字批准后实施。 二、编制依据: 总包方提供福建炼油乙烯项目空压站、变电所、化学水凝结水施工设 计图纸 ipmthse程序文件; 福炼有限公司安全生产管理制度 本公司iso9001:2000质量体系文件; 《工程测量规范》gb50026-93 《建筑变形测量规程》jgj/t8-97 《建筑工程施工质量验收统一标准》gb503
预埋螺栓方案
格式:pdf
大小:25KB
页数:9P
4.5
xxxx基础 地脚螺栓、预埋件、钢衬板 专项施工方案 编制人: 审核人: 批准人: xxxxxxxxxx公司 1 地脚螺栓、螺栓套管和预埋件的施工方案 一、编制依据 1、xxxx设备基础螺栓布置图、模板平面图、预埋件布置图。 2、现浇砼质量验收规范gb50204—2002. 二、施工准备 1、地脚螺栓、t型螺栓进场后应积极配合生产厂家、建设单位、 管理单位及监理单位共同对螺栓的质量数量以及有关的技术资料等 进行认真的检查验收,如果发现问题及时向建设单位、管理单位及监 理单位提出,并做好记录。 2、经验收合格的螺栓应妥善保管,保证防雨,防锈,防丢失, 并标示清楚种类、数量。 3、施工技术人员在施工螺栓前应认真的熟悉图纸、图纸会审及 施工方案,向施工作业人员做好技术交底。 4、测量施工所用仪器:dsz2自动安平水准仪和dt202c电子经 纬仪。 三、予埋地脚螺栓、螺栓套筒
 汽轮发电机基础预埋螺栓施工技术
汽轮发电机基础预埋螺栓施工技术 汽轮发电机基础预埋螺栓施工技术
格式:pdf
大小:204KB
页数:4P
4.4
汽轮发电机基础是火力发电厂中最重要的动力机器基础,运转层预埋螺栓、锚固板的安装质量是影响设备安装质量和稳定运行的关键因素之一,因此必须要求稳妥,可靠。通过华电镇雄电厂汽轮发电机基础施工实践.重点介绍预埋螺栓、锚固板安装的施工难点、工艺流程及主要施工技术.
钢结构预埋螺栓安装技术
格式:pdf
大小:31KB
页数:14P
4.4
1 本工程钢结构数量较大,而钢结构是通过钢柱底部的螺栓连接座 与钢砼基座连接的。为确保基座预埋底脚螺栓的准确就位并且在砼浇 筑过程中不产生偏移,将采取以下技术措施: ①采用二次定位、二次校核的办法确保定位的精度: 首先用全钻仪和高精度水准仪定出基础的准确位置并弹出预埋 螺栓支架控制线;然后在安装螺栓时,再用经纬仪和统长麻线校核其 位置的准确性。当螺栓基本就位后,再次统测基座和螺栓的位置,并 进行相应的校正。最后根据校正后的准确位置将基座上口的预埋螺栓 套板进行最终固定。 ②使用型钢焊制底脚螺栓固定支架。型钢支架单独设置直接固定 在混凝土垫层中的预埋钢板上,并采用双向剪刀撑的稳定结构,使预 埋螺栓牢固在高精度、高强度高稳定性的型钢支座上。 ③在基座上口用钢板制作高精度预埋螺栓定位套板,以确保预埋 螺栓上口亦保持高精度状态:不但整个基座位置准确,而且每个基座 螺栓群各
挑架预埋螺栓技术要求
格式:pdf
大小:27KB
页数:1P
4.5
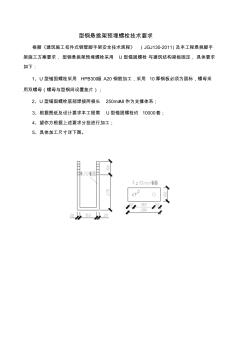
型钢悬挑架预埋螺栓技术要求 根据《建筑施工扣件式钢管脚手架安全技术规程》(jgj130-2011)及本工程悬挑脚手 架施工方案要求,型钢悬挑架预埋螺栓采用u型锚固螺栓与建筑结构梁板固定,具体要求 如下: 1、u型锚固螺栓采用hpb300级a20钢筋加工,采用10厚钢板必须为国标,螺母采 用双螺母(螺母与型钢间设置垫片); 2、u型锚固螺栓底部焊接两根长250mma8作为支撑体系; 3、根据图纸及设计要求本工程需u型锚固螺栓约10000套; 4、望你方根据上述要求分批进行加工; 5、具体加工尺寸详下图。
螺栓套筒连接施工措施
格式:pdf
大小:6KB
页数:2P
4.7
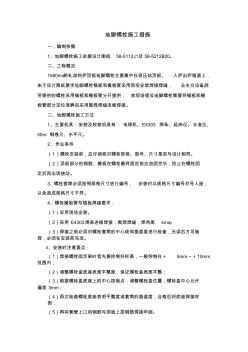
地脚螺栓施工措施 一、编制依据 1、地脚螺栓施工依据设计图纸58-5112j1及58-5212b20。 二、工程概况 1580mm热轧加热炉顶板地脚螺栓主要集中在液压站顶板、入炉出炉辊道上, 由于设计图纸要求地脚螺栓锚板和模板管采用现场安装焊接焊缝,业主方设备部 所提供的螺栓采用锚板和模板管分开提供,故现场埋设地脚螺栓需要将锚板和模 板管部分定位准确后采用围焊焊缝连续焊接。 二、地脚螺栓施工方法 1、主要机具:安装及校核机具有:电焊机、e4303焊条、经纬仪、水准仪、 50m钢卷尺、水平尺。 2、作业条件 (1)螺栓安装前,应仔细核对螺栓规格、型号、尺寸是否与设计相符。 (2)顶板部分的钢筋、模板在螺栓最终固定前应加固完毕,防止在螺栓固 定后再出现挠动。 3、螺栓套筒必须按照规格尺寸进行编号,安装时以规格尺寸编号对号入座, 以免造成规格尺寸不符。 4、螺栓模板管与锚板焊缝
轨道交通接触轨绝缘支架底座螺栓套筒预埋施工技术研究 轨道交通接触轨绝缘支架底座螺栓套筒预埋施工技术研究
格式:pdf
大小:1.4MB
页数:1P
4.7
介绍轨道交通接触轨绝缘支架底座螺栓套筒安装方式,分析采用在轨枕或道床上进行打孔安装及采用整体道床安装接触轨绝缘支架底座螺栓套筒存在的问题。研究设计出专用的预埋模具,并提出施工工艺及步骤来保证接触轨施工质量。
解决预埋螺栓、套筒常见问题的几种方法 解决预埋螺栓、套筒常见问题的几种方法
格式:pdf
大小:335KB
页数:3P
4.3
因设计或施工的疏忽,常造成设备、支架基础预埋螺栓、套筒平面尺寸和螺栓顶标高、规格、材质等出现问题,致使设备、支架安装工作无法或不便进行。解决此类问题常用以下几种方法。
大型储存料仓预埋螺栓套筒施工技术相关
文辑推荐
知识推荐
百科推荐


职位:安全主管
擅长专业:土建 安装 装饰 市政 园林


