

低碳钢丝类环形弯曲件螺旋式弯曲模设计
格式:pdf
大小:1.1MB
页数:4P
人气 :99
 4.6
4.6
介绍了钢丝类环状制件一般弯曲方法。着重分析了一种简单、高效、适用的弯曲方法——螺旋式弯曲。论述了其模具结构特点、工作过程、参数确定、设计和技术要求。




U形件弯曲模具设计
u形件弯曲模具设计 【摘要】弯曲模具,是用于将金属材料弯成一定形状和角度的零件的冲压模 具。由于u形件的回弹大,且不易控制,成形难度大。通过对u形件的工艺分 析,设计了可控制u形件回弹的弯曲模。 【关键词】u形件;模具设计;弯曲工艺;工艺分析;弯曲模 图1弯曲工件图 一、零件工艺性分析 工件图为图1所示活接叉弯曲件,材料45钢,料厚3mm。其工艺性分析内 容如下: 1.材料分析 45钢为优质碳素结构钢,具有良好的弯曲成形性能。 2.结构分析 零件结构简单,左右对称,对弯曲成形较为有利。另外,零件上的孔位于弯 曲变形区之外,所以弯曲时孔不会变形,可以先冲孔后弯曲。卸载后弯曲件圆角 半径的变化可以不予考虑,而弯曲中心角发生了变化,采用校正弯曲来控制角度 回弹。 3.精度分析 零件上只有1个尺寸有公差要求,由公差表查得其公差要求属于it14,其 余
编辑推荐下载
弓形件一次成形弯曲模设计
格式:pdf
大小:1.2MB
页数:3P
4.4
**资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.***
低碳钢丝类环形弯曲件螺旋式弯曲模设计热门文档
活接叉弯曲模的设计
格式:pdf
大小:358KB
页数:12P
4.7
5.1弯曲模设计实例——活接叉弯曲模的设计 5.1.1设计任务 图5-2-1为某电器上使用的活接叉弯曲件,材料45钢,料厚3mm,大批量生产。要求 设计该零件的成形模具,冲压出来的零件满足图中的公差和技术要求。 图5-2-1活接叉弯曲件 5.1.2冲压工艺分析 1.材料分析 45钢为优质碳素结构钢,具有良好的弯曲成形性能。 2.结构分析 零件结构简单,左右对称,对弯曲成形较为有利。可查得此材料所允许的最小弯曲半径 mm5.15.0mintr,而零件弯曲半径mm5.1mm2r,故不会弯裂。另外,零件上的 孔位于弯曲变形区之外,所以弯曲时孔不会变形,可以先冲孔后弯曲。计算零件相对弯曲半 径567.0/tr,卸载后弯曲件圆角半径的变化可以不予考虑,而弯曲中心角发生了变化, 采用校正弯曲来控制角度回弹。 3.精度分析 零件上只有1个尺寸有公差要
活结叉弯曲模毕业设计
格式:pdf
大小:1.1MB
页数:37P
4.6
1 前言 毕业设计是在修完所有课程之后,我们走向社会之前的一次综合性设计。在 此次设计中,主要用到所学的注射模设计,以及机械设计等方面的知识。着重说 明了一副注射模的一般流程,即注射成型的分析、注射机的选择及相关参数校核、 模具的结构设计、注射模具设计的有关计算、模具总体尺寸的确定与结构草图的 绘制、模具结构总装图和零件工作图的绘制、全面审核投产制造等。其中模具结 构的设计既是重点又是难点,主要包括成型位置的及分型面的选择,模具型腔数 的确定及型腔的排列和流道布局和浇口位置的选择,模具工作零件的结构设计, 侧面分型及抽芯机构的设计,推出机构的设计,拉料杆的形式选择,排气方式设 计等。通过本次毕业设计,使我更加了解模具设计的含义,以及懂得如何查阅相 关资料和怎样解决在实际工作中遇到的实际问题,这为我们以后从事模具职业打 下了良好的基础。 本次毕业设计也得到
四角件弯曲模具设计 (2)
格式:pdf
大小:296KB
页数:20P
4.3
武汉理工大学华夏学院 课程设计说明书 题目四角弯曲零件冲压工艺与模具设计 学院名称机电工程学院 班级机制1071班 学号10110107115 学生姓名肖一民 指导教师欧阳伟 2010年12月29日 武汉理工大学华夏学院机电工程系课程设计2 2 目录 1.设计课题1 2.课程设计的目的及要求2 1.工艺过程的制定3 1.1制件的工艺性分析3 1.1.1冲压件的形状和尺寸应满足的要求3 1.1.2冲压件的精度与断面粗糙度3 1.2冲压工艺方案的分析与制定
低碳钢丝类环形弯曲件螺旋式弯曲模设计精华文档
 翻板展成钢管弯曲模设计
翻板展成钢管弯曲模设计 翻板展成钢管弯曲模设计
格式:pdf
大小:919KB
页数:3P
4.6
通过实例介绍了采用翻板展成法制作钢管弯曲模,安装在现有的通用压力机上加工小型钢管弯曲件,提高生产效率,满足生产需求,比专业的弯管机弯曲小型钢管弯曲件更加经济实惠。
直井油管柱螺旋弯曲研究 直井油管柱螺旋弯曲研究
格式:pdf
大小:357KB
页数:6P
4.5
直井油管柱螺旋弯曲是油管柱弯曲最基本、最主要的一种弯曲形式,直井油管柱螺旋弯曲是深入研究直井油管柱受力和实用分析计算的重要基础。直井油管柱弯曲是从平面弯曲开始的,随着油管受力增加,油管平面弯曲的挠度也增加,平面弯曲逐渐向变挠度螺旋弯曲转变,变挠度螺旋弯曲挠度随着油管受力增加而增加,当变挠度螺旋弯曲最大挠度等于油套管间隙,油管最大挠度点与油层套管接触,油管受力继续增大,变挠度螺旋弯曲中间部分则向圆柱螺旋弯曲迅速转变,柱弯发生后油套管接触就产生了摩擦。文章介绍无重变挠度螺旋弯曲、有重变挠度螺旋弯曲的相关研究和应用。
车架竖围板弯曲模设计 车架竖围板弯曲模设计
格式:pdf
大小:263KB
页数:3P
4.7
1引言图1为我公司cbd30电动搬运车架竖围板零件图,零件大且厚度薄,若用一般的折弯工艺来加工,工序多,生产效率低,而且尺寸难以保证。为此,我公司采用一次弯曲成形模具来完成,在结构上采用以下方法,克服了回弹,生产效率和质量都得到有效保证。

弯曲模课程设计说明书
格式:pdf
大小:679KB
页数:21P
4.8
湖南科技大学 目录 第一章概述⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯1 1.1设计的目的⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯1 1.2设计要求⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯1 1.3模具设计的意义⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯1 第二章冲压件的工艺分析⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯2 2.1模具设计的内容⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯2 2.2弯曲件的质量分析⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯3 2.3弯曲件的工艺性⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯6 第三章设计方案的确定⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯7 3.1弯曲件坯料展开尺寸的计算⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯7 3.2弯曲力的计算与压力机的选用⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯8 3.3弯曲模工作部分尺寸
翻板展成法钢管弯曲模 翻板展成法钢管弯曲模
格式:pdf
大小:294KB
页数:3P
4.4
为解决简易弯管机效率低、操作繁琐的问题,设计了一种翻板展成法钢管弯曲模,文中介绍了该模具的结构组成,工作原理及弯管过程,可高效、经济地完成弯管工作。
低碳钢丝类环形弯曲件螺旋式弯曲模设计最新文档
空调器电路盒弯曲模设计
格式:pdf
大小:147KB
页数:5P
4.7
介绍了盒件弯曲模具的设计思路,模具结构,着重介绍了弯周边模具主要工作零件设计,其中活动凸模模向移动装置是一种较好的弯曲件脱模机构。

空调器电器盒弯曲模设计
格式:pdf
大小:597KB
页数:5P
4.7
介绍了盒形件弯曲模具的设计思路、模具结构,着重介绍了弯周边模具主要工作零件设计,其中活动凸模横向移动装置是一种较好的弯曲件脱模机构。
钢丝反复弯曲试验影响原因探讨
格式:pdf
大小:91KB
页数:4P
4.7
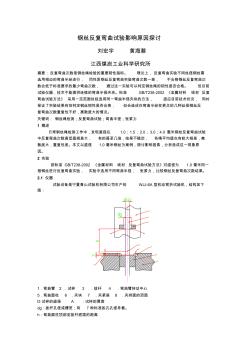
钢丝反复弯曲试验影响原因探讨 刘宏宇黄海潮 江西煤炭工业科学研究所 摘要:反复弯曲次数是钢丝绳检验的重要韧性指标。理论上,反复弯曲实验不同丝径钢丝需 选用相应的弯曲半经进行,同性质钢丝反复弯曲实验弯曲次数一致,不合格钢丝反复弯曲次 数会低于标准要求的最少弯曲次数,通过这一实验可以判定钢丝绳的韧性是否合格。但目前 试验仪器,技术不能提供连续的弯曲半径夹块。标准gb/t238-2002《金属材料线材反复 弯曲试验方法》采用一定范围丝经选用同一弯曲半径夹块的方法,适应目前技术状况,同时 保证了实验结果有效判定钢丝韧性是否合格,但会造成在弯曲半经变更点的几种丝径钢丝反 复弯曲次数重复性不好,离散度大的情况。 关键词:钢丝绳检测;反复弯曲试验;弯曲半径;张紧力 1概述 日常钢丝绳检测工作中,发现直径在1.0;1.5;2.0;3.0;4.0毫米钢丝反复弯曲试验 中
低碳钢等径弯曲通道变形数值模拟及组织分析 低碳钢等径弯曲通道变形数值模拟及组织分析
格式:pdf
大小:566KB
页数:4P
4.7
对低碳钢等径弯曲通道变形进行了数值模拟,并分析了它的显微组织.通过有限元数值模拟,获得了低碳钢成形等径弯曲通道变形载荷的变化规律和等效应变分布规律.载荷模拟结果表明,摩擦因子越大,变形载荷也越大,当摩擦因子为0.408时,其成形载荷约为无摩擦时的21倍,载荷数值模拟与实验结果基本相吻合.此外,结合所揭示的等效应变分布特点,对一道次等径弯曲通道变形后试样横截面上的微观组织分布进行了分析,表明下表面处的材料晶粒细化程度比上表面处的大,因此这种分布特点与等效应变分布是相互一致的.
支架复合弯曲模具设计 支架复合弯曲模具设计
格式:pdf
大小:184KB
页数:未知
4.5
通过对支架制件的工艺分析,介绍了不同方向多处弯曲成形过程中的特点并确定制件复合弯曲的模具结构,强调了相应模具设计的要点。
采用预弯曲工艺改进钢丝\圈搭头质量 采用预弯曲工艺改进钢丝\圈搭头质量
格式:pdf
大小:63KB
页数:未知
4.5
分析了钢丝圈搭头翘起问题的产生原因,设计和使用钢丝圈预弯曲装置,对钢丝圈进行预弯曲,施工时去掉钢丝缠头布,对不同直径钢丝圈的预弯曲度、不同产地钢丝的预弯曲及钢丝搭头错出、存在间隙等工艺问题提出了相应的解决措施。实验证明,预变曲工艺可以有效解决钢丝圈半成品搭头翘起问题,对轮胎成品无影响。
压缩机板材弯曲模具研究 压缩机板材弯曲模具研究
格式:pdf
大小:464KB
页数:未知
4.4
我公司产品压缩机中有一些零件是需要板材成形工艺来完成,如轴流压缩机中弯板、螺旋板、离心压缩机中内外壳板、三件焊叶轮三元叶片等,这些零件成形都属于板材的弯曲成形,其中弯板、内壳板在大多数情况下是冷作成形,在这些冷作成形的板料弯曲成形过程中,板料内外缘表层纤维进
低碳钢丝类环形弯曲件螺旋式弯曲模设计相关
文辑推荐
知识推荐
百科推荐


职位:初级安全工程师
擅长专业:土建 安装 装饰 市政 园林


