

低碳钢的焊接工艺 (2)
格式:pdf
大小:487KB
页数:16P
人气 :80
 4.4
4.4
低碳钢的焊接工艺 1、材料的认识 钣金车间所焊的工件主要有冷轧板、热轧板、槽钢、镀锌板、不锈钢等。其中所用的冷轧板、热轧板、镀锌板的 材质为 Q195,槽钢的材质为 Q235.这两种材质都属于碳素钢。下面介绍各种材料的定义。 1.1 冷轧板、热轧板 热轧,是以板坯(主要为连铸坯)为原料,经加热后由粗轧机组及精轧机组制成带钢。根据用户的不同需求,经 过不同的精整作业线(平整、矫直、横切或纵切、检验、称重、包装及标志等)加工而成为钢板、平整卷及纵切钢带 产品。 冷轧:用热轧钢卷为原料,经酸洗去除氧化皮后进行冷连轧,其成品为轧硬卷,由于连续冷变形引起的冷作硬化 使轧硬卷的强度、硬度上升、韧塑指标下降,因此冲压性能将恶化,只能用于简单变形的零件。 冷轧板跟热轧板的区别: 1)热轧板硬度低,加工容易,有较好的韧性和延展性,但机械性能远不及冷加工,也次于锻造加工。 2)冷轧板采用冷扎加工表面无氧化皮,



低碳钢的焊接工艺
低碳钢的焊接工艺 1、材料的认识 钣金车间所焊的工件主要有冷轧板、热轧板、槽钢、镀锌板、不锈钢等。其中所用的冷轧板、热轧板、镀锌板的 材质为q195,槽钢的材质为q235.这两种材质都属于碳素钢。下面介绍各种材料的定义。 1.1冷轧板、热轧板 热轧,是以板坯(主要为连铸坯)为原料,经加热后由粗轧机组及精轧机组制成带钢。根据用户的不同需求,经 过不同的精整作业线(平整、矫直、横切或纵切、检验、称重、包装及标志等)加工而成为钢板、平整卷及纵切钢带 产品。 冷轧:用热轧钢卷为原料,经酸洗去除氧化皮后进行冷连轧,其成品为轧硬卷,由于连续冷变形引起的冷作硬化 使轧硬卷的强度、硬度上升、韧塑指标下降,因此冲压性能将恶化,只能用于简单变形的零件。 冷轧板跟热轧板的区别: 1)热轧板硬度低,加工容易,有较好的韧性和延展性,但机械性能远不及冷加工,也次于锻造加工。 2)冷轧板采用冷扎加工表面无氧化皮,
 低碳钢渗铝管的焊接工艺方法
低碳钢渗铝管的焊接工艺方法 低碳钢渗铝管的焊接工艺方法
低碳钢渗铝管焊接,可用a312焊条施焊,焊缝金属的耐蚀性和耐热性优于渗铝钢,但焊缝区熔合线则无法恢复渗铝钢性能。介绍了两种解决此难题的焊接工艺方法:堆焊和纤焊。堆焊法是利用堆焊过渡层,把渗铝钢的焊接变成不锈钢的焊接。钎焊法是破坏渗铝层后,利用焊接余热,把具有特殊性能的钎焊剂重新渗粘到焊区的熔合线上。
编辑推荐下载
低碳钢与低合金钢焊接工艺
格式:pdf
大小:1.3MB
页数:4P
4.4
低碳钢与低合金钢焊接工艺 作者:乔云萍 作者单位:湖北汽车工业学院机械工程系,湖北十堰,442002 刊名:焊接技术 英文刊名:weldingtechnology 年,卷(期):2012,41(1) 被引用次数:1次 参考文献(3条) 1.康丹丹;赖世强;欧亚gh3030高温合金焊接工艺性分析及评定2010(06) 2.李亚江特殊及难焊材料的焊接2003 3.何康生异种金属焊接1996 引证文献(1条) 1.周培山.杨昕.谢芋江.李海宁l245ncs钢与20ⅲ管线钢对接焊工艺[期刊论文]-焊接技术2013(9) 引用本文格式:乔云萍低碳钢与低合金钢焊接工艺[期刊论文]-焊接技术2012(1)
低碳钢与低合金钢焊接工艺 低碳钢与低合金钢焊接工艺
格式:pdf
大小:111KB
页数:3P
4.5
通过对低碳钢与低合金钢的焊接性能进行分析,选用适宜的焊接方法、焊接材料、检测手段,采取相应的质量控制措施,制定了适宜的焊接工艺,确保产品焊接接头性能符合产品技术条件要求。
低碳钢的焊接工艺热门文档
紫铜板与低碳钢焊接工艺 紫铜板与低碳钢焊接工艺
格式:pdf
大小:421KB
页数:3P
4.8
在充分实践的基础上,介绍了紫铜板与低碳钢板在仰焊位置施焊时如何防止或减少未焊透、冷热裂纹、气孔和外观缺陷而采取的工艺措施,并在理论和实际施焊两方面进行了分析和探索。
1.6mm规格的焊丝用于低碳钢铸件的焊接工艺 1.6mm规格的焊丝用于低碳钢铸件的焊接工艺
格式:pdf
大小:139KB
页数:未知
4.6
介绍了低碳钢铸件焊接中,使用φ1.2mm规格的焊丝时存在的不足,通过试验验证使用φ1.6mm规格的焊丝焊接时对铸件质量、效率、成本的影响,并确定了φ1.6mm规格的焊丝焊接时的焊接工艺,认为φ1.6mm规格的焊丝可在低碳钢铸件缺陷焊接中广泛使用。

低碳钢的焊接工艺(20201014184013)
格式:pdf
大小:800KB
页数:31P
4.7
低碳钢的焊接工艺 低碳钢钢焊接工艺 1.材料简介 普通碳素结构钢,其屈服强度约为 235mpa,随着材质厚度的增加屈服值减小。 由于钢含碳量适中,因此其综合性能较好, 强度、塑性和焊接等性能有较好的配合,用 途最为广泛,大量应用于建筑及工程结构, 以及一些对性能要求不太高的机械零件。 2.焊接特点 的碳和其他合金元素含量较低,其塑 性、韧性好,一般无淬硬倾向,不易产生焊 接裂纹等倾向,焊接性能优良。 焊接时,一般不需要预热和焊后热处理 等特殊的工艺措施,也不需选用复杂和特殊 的设备。对焊接电源没有特殊要求,一般的 交、直流弧焊机都可以焊接。 在实际生产中,根据工件的不同加工要 求,可选择手工电弧焊、co2气体保护焊、 埋弧焊等焊接方法。 3.焊条电弧焊 焊条电弧焊是一种基本的焊接方法,其 设备简单,操作方便、灵活,应用较为广泛。 3.1焊材选择 普通碳素结构钢,当作为一般结构焊接
低碳钢焊接工艺评定试样的试验方法 低碳钢焊接工艺评定试样的试验方法
格式:pdf
大小:280KB
页数:2P
4.4
以广州地铁防淹门系统工程的低碳钢焊接工艺评定试样的试验为例,介绍了典型的焊接试板力学工艺性能方面的试验方法.
低碳钢的焊接工艺精华文档
低碳钢与低合金钢焊接工艺研究 低碳钢与低合金钢焊接工艺研究
格式:pdf
大小:196KB
页数:未知
4.5
文章以低碳钢与低合金钢焊接工艺作为主要视点与研究对象,结合笔者长期实践经验与研究结果,通过简要介绍焊接前相关加工工艺,同时在此基础之上详细分析低碳钢与低合金钢焊接工艺,期待可以成为相关人士学习和参考的重要指标,从而不断优化低碳钢与低合金钢焊接工艺,确保其充分体现出应用价值。
低碳钢的焊接特点及工艺分析 低碳钢的焊接特点及工艺分析
格式:pdf
大小:127KB
页数:3P
4.5
由于低碳钢的碳、锰、硅的含量低,焊接时不会因焊接而引起严重组织硬化或出现淬火组织而且焊接接头有很强的塑性以及韧性,在所有钢材中低碳钢的焊接性能最强。因此本文针对核电站反应堆厂房钢结构几种常用低碳钢的焊接特点及其工艺进行浅析。
低碳钢与低合金钢焊接工艺研究 低碳钢与低合金钢焊接工艺研究
格式:pdf
大小:196KB
页数:未知
4.5
文章以低碳钢与低合金钢焊接工艺作为主要视点与研究对象,结合笔者长期实践经验与研究结果,通过简要介绍焊接前相关加工工艺,同时在此基础之上详细分析低碳钢与低合金钢焊接工艺,期待可以成为相关人士学习和参考的重要指标,从而不断优化低碳钢与低合金钢焊接工艺,确保其充分体现出应用价值。
低碳钢与低合金钢焊接工艺研究 低碳钢与低合金钢焊接工艺研究
格式:pdf
大小:196KB
页数:未知
4.3
文章以低碳钢与低合金钢焊接工艺作为主要视点与研究对象,结合笔者长期实践经验与研究结果,通过简要介绍焊接前相关加工工艺,同时在此基础之上详细分析低碳钢与低合金钢焊接工艺,期待可以成为相关人士学习和参考的重要指标,从而不断优化低碳钢与低合金钢焊接工艺,确保其充分体现出应用价值。
Q235低碳钢板材焊接工艺
格式:pdf
大小:214KB
页数:17P
4.7
2开题完成2绪论2q235完成2焊接完成2总完成2老师完成2完善完成 q235低碳钢在现代工业上应用十分广泛,本文主要针对q235低碳钢板材 的焊接工艺进行设计,q235钢具有较高的可塑性,因此它的焊接性比较好,焊 接过程中不易产生裂纹,通过经济和操作性两个方面的考虑,选用手工电弧焊进 行焊接,焊接后变形小,缺陷少,焊接质量良好,当然最重要的是焊接工艺参数 设计正确,再到最后的焊后处理和金相检验和硬度测试,总的来说设计思路正确, 构思明确 关键词:低碳钢;手工电弧焊;裂纹;焊接工艺;焊接接头;焊接质量 目录 【摘要】................................................................................................................错误!未
低碳钢的焊接工艺最新文档
高碳钢的焊接工艺要点 高碳钢的焊接工艺要点
格式:pdf
大小:74KB
页数:未知
4.6
(1)焊接性。当高碳钢的碳的质量分数大于0.60%时,焊后的硬化、裂纹敏感倾向更大,因此焊接性极差,不能用于制造焊接结构。常用于制造需要高硬度或耐磨的部件和零件,其焊接工作主要是焊补修复。
中碳钢的焊接工艺要点 中碳钢的焊接工艺要点
格式:pdf
大小:90KB
页数:未知
4.6
(1)预热。预热有利于减低中碳钢热影响区的最高硬度,防止产生冷裂纹,这是焊接中碳钢的主要工艺措施,预热还能改善接头塑性,减小焊后残余应力。
埋弧焊焊接低碳钢的常识
格式:pdf
大小:960KB
页数:3P
4.5
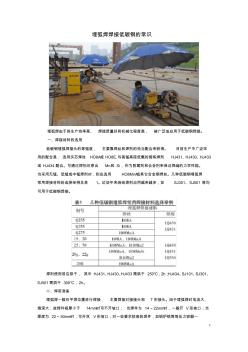
1 埋弧焊焊接低碳钢的常识 埋弧焊由于其生产效率高、焊接质量好和机械化程度高,被广泛地应用于低碳钢焊接。 一、焊接材料的选用 低碳钢埋弧焊接头的等强度,主要靠焊丝和焊剂的恰当配合来获得。目前生产中广泛采 用的配合是:选用实芯焊丝ho8a或ho8e,与高锰高硅低氟的熔炼焊剂hj431、hj430、hj433 或hj434配合。可通过焊剂还原出mn和si,作为脱氧剂和合金剂来保证焊缝的力学性能。 当采用无锰、低锰或中锰焊剂时,则应选用ho8mna或其它合金钢焊丝。几种低碳钢埋弧焊 常用焊接材料的选择举例见表1。近些年来烧结焊剂应用越来越多,如sj301、sj501等均 可用于低碳钢焊接。 焊剂使用前应烘干,其中hj431、hj430、hj433需烘干250℃,2h;hj434、sj101、sj301、 sj501需烘干300℃,2h。 二、焊前准备
关于低碳钢的焊接性与焊接缺陷的分析 关于低碳钢的焊接性与焊接缺陷的分析
格式:pdf
大小:12KB
页数:未知
4.6
随着社会发展,人们对物质要求越来越高,钢铁的性能满足了人们对物质品味的追求。钢铁不仅在人们出行工具的制作上占据着很大比例,同时在人们日常生活用品的制作中也非常重要。随着科学家对钢铁研究的深入,根据钢铁性能对其不断进行改进,以此来适应现代社会需求。目前对钢铁的使用中,低碳钢是非常受欢迎的一种钢铁,具有良好的焊接性。本文就低碳钢在实际作业中的应用展开讨论。
淬火态中碳钢焊接工艺优化 淬火态中碳钢焊接工艺优化
格式:pdf
大小:545KB
页数:3P
4.8
介绍通过局部退火处理、控制焊接热输入、优化焊道排布等途径,避免中碳钢淬火态结构件焊接裂纹的形成,并减小焊接件的表面硬度下降区域,获得满足使用要求,且性能优良的焊接结构件的工艺方法。
低碳钢的焊接性与焊接缺陷分析 低碳钢的焊接性与焊接缺陷分析
格式:pdf
大小:114KB
页数:未知
4.7
低碳钢又称软钢,含碳量从0.10%至0.30%,低碳钢易于接受各种加工如锻造,,焊接和切削,常用於制造链条,铆钉,螺栓,轴等。碳含量低于0.25%的碳素钢,因其强度低、硬度低而软,故又称软钢。它包括大部分普通碳素结构钢和一部分优质碳素结构钢,大多不经热处理用于工程结构件,有的经渗碳和其他热处理用于要求耐磨的机械零件。本文在理论的基础上,结合实际,分析了低碳钢的缺点和预防措施。
碳钢焊接工艺方案
格式:pdf
大小:30KB
页数:6P
4.4
碳钢管道焊接工艺方案 一.焊接条件 1.材料 ①母材 进入现场的管材、管件等应符合相应标准和设计文件规定要求,并具有材料 质量证明书或材质复验报告。 ②焊接材料(以下简称焊材) a.进入现场的焊材应符合相应标准和技术文件规定要求,并具有焊材质量证 明书。 b.施工现场的焊材二级库已建立并正常运行。焊材的管理按《焊接材料管 理规范》规定要求执行。 2.主要设备及工具 ①设备逆变焊机或硅整流焊机,预热和热处理设备、高温烘箱、恒温箱、 除湿机、温度和湿度测量仪、碳弧气刨等设备完好,性能可靠。计量仪表正常, 并经检定合格且有效。 ②工具便携式焊条保温筒、角向磨光机、钢丝刷、凿子、榔头等焊缝清理与 修磨工具配备齐全。 3.焊接工艺评定按相应规程、标准规定的要求已完成。焊接工艺卡已 4.焊工按《锅炉压力容器焊工考试规则》规定要求,经考核具有相应的持 证项目。 5.焊接环境 ①施焊
低碳钢焊条焊接铸铁工艺探讨
格式:pdf
大小:92KB
页数:2P
3
低碳钢焊条焊接铸铁工艺探讨——通过多次磨削焊口,改变碳元素的过渡层含量,消除白口倾向,加上合理的焊接工艺,使得低碳钢焊条焊接铸铁获得成功。
低碳钢的焊接工艺相关
文辑推荐
知识推荐
百科推荐


职位:古建筑设计师
擅长专业:土建 安装 装饰 市政 园林


