

低碳钢板工业规模连续生产工艺的制订及掌握使用问题
格式:pdf
大小:221KB
页数:6P
人气 :86
 4.6
4.6
低碳钢板工业规模连续生产工艺的制订及掌握使用问题[俄]Л·И·Франценюк机器制造工业的高速发展,要求制订和掌握使用能确保板材具有高水平的使用性能和工艺性能,并能增加产量的高效生产方法。新利佩茨克钢铁公司(HЛMK),已建成和投产了装备连铸机的...



 CSP低碳钢板的组织和性能
CSP低碳钢板的组织和性能 CSP低碳钢板的组织和性能
对采用eafcsp工艺生产的zj330低碳钢热轧板进行了组织、性能和夹杂物分析。结果表明:成品板的晶粒细小、均匀、强度较高、拉伸试样的断口为韧性断口;ebsd分析表明:成品板组织中铁素体晶粒间基本为大角度晶界,择优取向不显著。由于薄板坯连铸时的凝固和冷却速度快,钢水洁净度高,使得夹杂物含量少、尺寸小、钢板的伸长率高。
编辑推荐下载


低碳钢板工业规模连续生产工艺的制订及掌握使用问题热门文档

 CSP冷轧低碳钢板的再结晶织构
CSP冷轧低碳钢板的再结晶织构 CSP冷轧低碳钢板的再结晶织构
格式:pdf
大小:1.1MB
页数:5P
4.4
采用基于薄板坯连铸连轧(csp)工艺条件下的低碳钢板作为冷轧基料,在实验室模拟现场工艺进行了冷轧和罩式退火,利用x射线衍射和电子背散射衍射(ebsd)分析了退火过程中的织构和微区取向的变化,并对csp条件冷轧板再结晶织构的形成机制进行了讨论。结果表明:γ取向线在再结晶发生后增加比较明显,但在晶粒长大阶段却略有降低。形变亚晶在再结晶过程中发生合并长大,这些具有大角度晶界的亚晶将是再结晶形核的基础。以较小的晶内平均取向差和较大的晶粒间取向差为判据,利用ebsd技术选取了最有可能成为再结晶晶核的亚晶,这些亚晶存在着以{111}取向为主的择优取向。再结晶晶粒的生长速度在随后的整个退火过程中存在较大差异,{111}再结晶新晶粒的生长速度在晶粒长大阶段受到抑制,可能是其最终成品γ取向线取向分布密度下降的原因。再结晶初期晶核的择优取向与其生长速度的差异共同作用决定了再结晶的最终织构。
含Ti超低碳钢板热轧织构的形成 含Ti超低碳钢板热轧织构的形成
格式:pdf
大小:130KB
页数:1P
4.4
众所周知,薄板的材质受织构的影响。对于深冲钢板和硅钢片的开发,织构尤其重要。以前对织构的研究基本上是以冷轧和退火为中心进行的,对热轧织构的形成研究甚少。本文从提高深冲性能出发,对含ti超低碳钢于铁素体相变温度区热轧形成的织构进行了研究。试验用材为250mm厚连铸坯。把试验用材加热至1250°c,保温lh,轧成30mm厚,终轧温度在1000°c以上。空冷后截取宽200mm。长250mm,再次加热到1000°c,保温lh,于ar_3相变点以上温度经两道次热轧成12mm厚,空冷到800°c时以四道连轧
低碳钢板工业规模连续生产工艺的制订及掌握使用问题精华文档
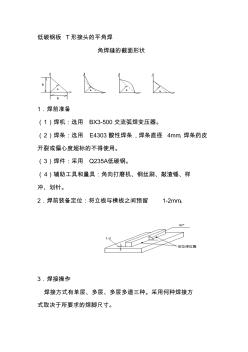
低碳钢板T形接头的平角焊
格式:pdf
大小:59KB
页数:4P
4.5
低碳钢板t形接头的平角焊 角焊缝的截面形状 1.焊前准备 (1)焊机:选用bx3-500交流弧焊变压器。 (2)焊条:选用e4303酸性焊条,焊条直径4mm,焊条药皮 开裂或偏心度超标的不得使用。 (3)焊件:采用q235a低碳钢。 (4)辅助工具和量具:角向打磨机、钢丝刷、敲渣锤、样 冲、划针。 2.焊前装备定位:将立板与横板之间预留1-2mm。 3.焊接操作 焊接方式有单层、多层、多层多道三种。采用何种焊接方 式取决于所要求的焊脚尺寸。 钢板厚度<8-9<9-12<12-16<16-20<20-24 焊脚最小 尺寸 456810 t形接头的平角焊 由于角焊焊接热量向钢板的三方扩散,焊接过程中钢板散 热快,不容易被烧穿;容易在t形接头根部由于热量不足而 形成未焊透缺陷,焊接电流比对接不焊要大10%。 单层角焊缝的焊接参数 焊脚 尺寸 345-6
低碳钢板坯连铸保护渣的研究与应用 低碳钢板坯连铸保护渣的研究与应用
格式:pdf
大小:270KB
页数:5P
4.4
通过对武汉钢铁股份有限公司炼钢总厂四分厂低碳钢卷表面缺陷产生原因进行分析,认为结晶器卷渣是主要影响因素。在研究结晶器卷渣机理的基础上,通过调整保护渣成分、提高保护渣的黏度以及生产对比试验,开发出适合该厂连铸生产的高黏度保护渣,并提出了操作要点。应用结果表明,该保护渣对于控制成品质量、提高生产稳定性均具有明显效果。
低碳钢板坯表面夹渣的研究与控制 低碳钢板坯表面夹渣的研究与控制
格式:pdf
大小:546KB
页数:4P
4.6
针对武钢板坯边部表面(皮下)夹渣引起钢卷边部黑线和起皮等边部缺陷的问题,提出了使用高黏度保护渣、侧孔扩张型浸入式水口和恒速浇铸等控制措施,并进行了工业试验。试验结果表明:采用高黏度保护渣浇铸,尤其是黏度0.30pa·s以上的保护渣,可以有效减少结晶器卷渣的发生;使用侧孔扩张型浸入式水口和恒速浇铸,可以有效减小结晶器液面波动,降低铸坯的表面夹渣发生率;工艺优化后,低碳钢板坯因表面(皮下)夹渣的转用率由4.28%降到0.16%。
低碳钢板冷轧退火组织和织构 低碳钢板冷轧退火组织和织构
格式:pdf
大小:1.1MB
页数:6P
4.6
分别采用基于薄板坯连铸连轧(csp)工艺和传统热连轧工艺条件下的低碳钢板作为冷轧基料,在实验室模拟现场工艺进行了冷轧和退火。通过金相观察和x射线衍射织构分析,比较了两种工艺下低碳钢板的组织和织构演变的规律。结果表明:两种试样冷轧后α取向线上显著增加的织构有较大的区别,csp工艺下是{001}〈110〉,而传统工艺下是{112}〈110〉;在同样的冷轧及退火工艺条件下,csp条件下的钢板在退火过程中发生再结晶需要的温度更高,时间更长;对于csp钢板,退火对γ取向线的影响要大于冷轧对其的影响,而对于传统热连轧钢板,冷轧和退火过程对γ取向线都有比较大的影响。
低碳钢板工业规模连续生产工艺的制订及掌握使用问题最新文档
FTSR与传统工艺生产热轧低碳钢板的组织与性能 FTSR与传统工艺生产热轧低碳钢板的组织与性能
格式:pdf
大小:549KB
页数:3P
4.5
分析了薄板坯连铸连轧(ftsr)及传统热连轧工艺生产低碳钢板的微观组织,对两种不同工艺生产低碳钢板的力学性能和成形性进行了研究。结果表明,ftsr工艺生产低碳钢板的组织为比较细小、均匀的铁素体晶粒及少量的珠光体组织;铁素体的平均晶粒尺寸约7.0μm,而传统热轧工艺生产低碳钢板的铁素体晶粒较为粗大,约14.0μm;ftsr工艺生产的低碳钢板具有良好的综合力学性能和优良的成形性,钢中存在较高密度位错和少量的第二相析出粒子对钢板性能的提高起到有利的作用。
薄板坯连铸连轧生产超薄低碳钢板的组织与性能 薄板坯连铸连轧生产超薄低碳钢板的组织与性能
格式:pdf
大小:910KB
页数:4P
4.7
利用光学显微镜、扫描电镜和透射电镜等研究了唐钢薄板坯连铸连轧线(ftsr线)热轧低碳钢超薄板(厚0.8mm)的显微组织和第二相析出粒子,对钢板的力学性能和成形性等进行了研究。结果表明:超薄低碳钢板的显微组织为比较细小、均匀的铁素体晶粒及少量的珠光体组织,铁素体的平均晶粒尺寸约7.0μm,钢板具有良好的综合力学性能和优良的成形性,钢中存在的较高密度位错和少量第二相析出粒子对钢板性能的提高起到了有利的作用。
薄板坯连铸连轧CSP生产低碳钢板的组织特征 薄板坯连铸连轧CSP生产低碳钢板的组织特征
格式:pdf
大小:551KB
页数:4P
4.6
4对珠钢csp线生产的低碳钢(zj400)连铸坯及轧后的组织特征观察和硬度测定表明:csp线生产的连铸坯铸态组织为较细的树枝晶,枝晶宽度为几微米到30μm,靠近表面层的枝晶宽度与中心区域差别很小。经第一道次50%变形后,板坯组织明显细化,具有局部“树枝晶”特征,“枝晶”宽度约5μm,中心区域硬度降低。成品薄板的晶粒尺寸平均为5μm,大多呈尖角型。变形区应力、应变及温度分布的有限元模拟分析结果与实际组织分析结果吻合
紧凑式热带生产优质热轧超薄低碳钢板的显微组织分析 紧凑式热带生产优质热轧超薄低碳钢板的显微组织分析
格式:pdf
大小:584KB
页数:4P
4.3
研究了紧凑式热带生产(csp)热轧超薄规格低碳钢板的微观组织、二相粒子的析出及强化对力学性能的影响。结果表明,板的热轧终轧组织为大量再结晶奥氏体和少量的非再结晶奥氏体的混合组织。板的最终组织为大量铁素体加部分珠光体,铁素体晶粒细小且较为均匀;同时含有大量的细小、弥散析出物;大部分粒子的尺寸小于100nm,分布在晶内和晶界处;复合析出物的尺寸稍大,在晶界处析出。均匀细晶及弥散分布的微细析出物是获得优质热轧超薄规格低碳钢板的主要原因。
CSP工艺不同冷轧压下率低碳钢板退火织构的演变 CSP工艺不同冷轧压下率低碳钢板退火织构的演变
格式:pdf
大小:795KB
页数:4P
4.4
采用基于包钢csp热轧工艺下2.75和4.5mm现场冷轧至1.0mm的spcc钢板,冷轧压下率分别为64%和78%,实验室模拟了罩式退火工艺,并利用xrd测得了冷轧和退火过程中织构的演变.结果表明,两种不同冷轧压下率的钢板在冷轧和退火过程中织构演变规律相似,但是冷轧基料厚度为2.75mm的钢板在整个过程变化幅度更大,而且成品的织构类型更有利.
冷连轧低碳钢板及钢带(DC03)
格式:pdf
大小:96KB
页数:5P
4.4
宝山钢铁股份有限公司企业标准 q/bqb403-2003 冷连轧低碳钢板及钢带代替q/bqb403-1999 bzj407-1999 1范围 本标准规定了冷连轧低碳钢板及钢带的分类和代号、尺寸、外形、重量、技术要求、检验和试验、包装、标志及质量证明书 等。 本标准适用于宝山钢铁股份有限公司生产的厚度为0.30mm~3.5mm的冷连轧低碳钢板及钢带(以下简称钢板及钢带)。 2规范性引用文件 下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内 容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期 的引用文件,其最新版本适用于本标准。 gb/t222-1984钢的化学分析用试样取样法及成品化学成分允许偏差 gb/t223钢铁及合金化学分析方法 gb/


低碳钢板工业规模连续生产工艺的制订及掌握使用问题相关
文辑推荐
知识推荐
百科推荐


职位:房建一级建筑师
擅长专业:土建 安装 装饰 市政 园林


