




 聚乙烯管道电熔焊接机设计
聚乙烯管道电熔焊接机设计 聚乙烯管道电熔焊接机设计
介绍了一种实现聚乙烯管道电熔焊接的智能化仪器。以单片机pic16f877为测控核心,采用交流调压模块dty-h220d35e、传感技术和模糊pid控制算法实现了焊接电压的控制,并且用环境温度测量值对焊接电压进行补偿;激光条码扫描器自动录入管件参数;eeprom存储器记录焊接数据;采用传感技术实现管件断路、供电电源超压、供电电源欠压和过流检测。此聚乙烯管道电熔焊接机具有焊接质量高、使用方便和节能等特点。
编辑推荐下载
电熔焊接工艺规程
格式:pdf
大小:62KB
页数:1P
 4.5
4.5
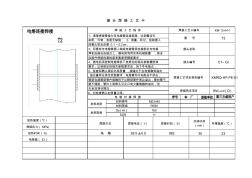
km-12-04-1 3023 接头焊接工艺卡 材料材质 材料牌号 材料等级 me3440 电熔 环境温度(℃) 焊接压力(mpa) 加热时间(s) 电阻值(ω) 加热温度(℃) 焊接方法焊接电压(v) 39.5±0.5982 5、检查和确认焊后外观质量,接缝处不应有熔融料溢出 焊接工艺卡编号 冷却时间 (min) 1、清理焊接管接头及电熔套连接表面,达到整洁无 杂质、污物,表面无缺陷;2、测量、标记、刮削插入 3、将管材与电熔套插入端或电熔管段连接部位与电熔 4、通电后须控制电熔焊机下表规定的相关参数精度和 电熔对接焊接 ,溢边量符合规定范围要求;电熔管件内电阻丝不挤出; 鞍型电熔鞍型管件熔融料不从鞍型管件周边溢出;管材壁不 无呈流淌状情况; 焊接工艺程序 材料规格 de(㎜) sdr 160 11 pe80 6、对检

PE管热电熔焊接记录
格式:pdf
大小:27KB
页数:2P
4.7
pe管道焊接记录表 工程名称:大关县城镇管道燃气安装工程焊工姓名:焊工编号: 接口 编号 材 料 规 格 (口径) 焊接 工艺 焊接 日期 环境 温度 ℃ 刨边平 整度或 管材表 面清理 管材、 管件内 腔清理 度 加热 时间 (min) 冷却 时间 (min) 焊口 错边 (mm) 热熔焊接外观电容焊接外观备注 翻边宽度翻边 高度 mm 翻边 均匀 情况 管件两端 与管材连 接部位密 封情况 管件上 端两个 针孔冒 尖情况 单边 宽度 mm 翻边 宽度 mm 施工单位 代表: 监理单位 代表: 建设单位 代表:
电熔焊接机电源设计热门文档
PE管电熔焊接 (2)
格式:pdf
大小:17KB
页数:11P
4.7
一、聚乙烯(pe)管道电熔焊接原理 聚乙烯管电熔焊接的原理是用电熔焊机给镶嵌在电熔管件内壁的电 阻丝通电加热,其加热的能量使管件和管材的连接界面熔融。在管件 两端的间隙封闭后,界面熔融区的熔融物在高温和压力作用下,其分 子链段相互扩散,当界面上互相扩散的深度达到了链缠结所必须的尺 寸,自然冷却后界面就可以得到必要的焊接强度,形成管连可靠的焊 接连接。 根据电熔焊接原理和国内外的实践经验已经证实,能否形成管道可靠 的焊接连接,主要由电熔管件的设计、电阻的温度-电阻特性、电熔 焊机提供的电源电压的稳定性、管件和管材的材料性质、管件和管材 连接界面的预处理状况、管件和管材连接界面间的缝隙宽度和均匀 性、管件和管材的对中和夹持稳定状况、焊接工艺参数(如电压、电 流、时间等)、焊接时环境温度、操作人员的水平等因素决定。因此, 根据电熔焊接原理和影响焊接质责因素的实践经验而编制
PE管电熔焊接参数
格式:pdf
大小:23KB
页数:1P
4.7
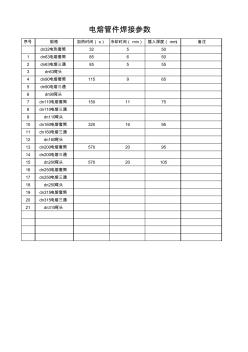
序号规格加热时间(s)冷却时间(min)插入深度(mm)备注 dn32电热套筒32550 1dn63电熔套筒85650 2dn63电熔三通85555 3dn63弯头 4dn90电熔套筒115965 5dn90电熔三通 6dn90弯头 7dn110电熔套筒1501175 8dn110电熔三通 9dn110弯头 10dn160电熔套筒3201695 11dn160电熔三通 12dn160弯头 13dn200电熔套筒5702095 14dn200电熔三通 15dn200弯头57020105 16dn250电熔套筒 17dn250电熔三通 18dn250弯头 19dn315电熔套筒 20dn315电熔三通 21dn315弯头 电熔管件焊接参数

东方电熔焊接对照表
格式:pdf
大小:27KB
页数:1P
4.5
序号管件名称管径第一段电压第一段时间第二段电压第二段时间第三段电压第三段时间 1dn20035v100s40v200s48v200s 2dn16025v100s35v200s45v200s 3dn11015v100s21v200s23v200s 4dn9016v100s26v100s// 5dn7512v70s18v120s// 6dn6312v70s15v100s// 7dn200×11030v100s40v100s45150s 8dn160×110////// 9dn110×9015v450s//// 10dn110×7512v100s15v100s18v170 11dn110×6512v80s16v100s18v

电熔焊接操作规程
格式:pdf
大小:162KB
页数:4P
4.8
编号:sm-zd-25598 编制:____________________ 审核:____________________ 批准:____________________ 电熔焊接操作规程 throughtheprocessagreementtoachieveaunifiedactionpolicyfordifferentpeople,soasto coordinateaction,reduceblindness,andmaketheworkorderly. 本文档下载后可任意修改 fs精编操作规程|operatingprocedures 第2页/总4页 电熔焊接操作规程 简介:该规程资料适用于公司或组织通过合理化地制定计划,达成上下级或不同的人员 之间形成统一的行动方针,明确执行目标,工作内容,执行方式,执行进
PE管电熔焊接 (2)
格式:pdf
大小:150KB
页数:4P
4.7
欢迎共阅 一、聚乙烯(pe)管道电熔焊接原理 聚乙烯管电熔焊接的原理是用电熔焊机给镶嵌在电熔管件内壁的电阻丝通电加热,其加热的能量使 管件和管材的连接界面熔融。在管件两端的间隙封闭后,界面熔融区的熔融物在高温和压力作用下, 其分子链段相互扩散,当界面上互相扩散的深度达到了链缠结所必须的尺寸,自然冷却后界面就可 以得到必要的焊接强度,形成管连可靠的焊接连接。 根据电熔焊接原理和国内外的实践经验已经证实,能否形成管道可靠的焊接连接,主要由电熔管件 的设计、电阻的温度-电阻特性、电熔焊机提供的电源电压的稳定性、管件和管材的材料性质、管 件和管材连接界面的预处理状况、管件和管材连接界面间的缝隙宽度和均匀性、管件和管材的对中 和夹持稳定状况、焊接工艺参数(如电压、电流、时间等)、焊接时环境温度、操作人员的水平等因 素决定。因此,根据电熔焊接原理和影响焊接质责因素的实践经验
电熔焊接机电源设计精华文档
聚乙烯(PE)管道的电熔焊接 聚乙烯(PE)管道的电熔焊接
格式:pdf
大小:132KB
页数:2P
4.3
聚乙烯(pe)管道熔接(焊接)原理决定了电熔管件和电熔焊机的技术要求,为满足熔接机理的要求而制定的电熔管件和电熔焊机的产品标准,成为约束生产、检验,应用及管理各方面的准则。所以,电熔管件和电熔焊机必须符合它们各自的标准,才能匹配执行相应的焊接工艺规程,才有可能形成可靠的熔接,用相应的国家标准试验方法才能判定其质量。
聚乙烯管道的电熔焊接 聚乙烯管道的电熔焊接
格式:pdf
大小:31KB
页数:3P
4.5
介绍聚乙烯管道电熔焊接原理,对电熔管件、电熔焊机的要求,电熔管件的焊接操作过程及电熔焊接的检验等。质量监督检验检疫总局近期将颁布的燃气用聚乙烯管道焊接技术规则,将进一步规范聚乙烯管道的焊接技术工作,提高管道焊接质量和管道系统的安全。
HDPE管材热熔电熔焊接方案
格式:pdf
大小:1.1MB
页数:6P
4.4
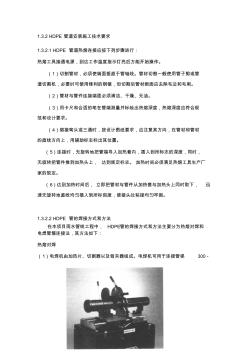
1.3.2hdpe管道安装施工技术要求 1.3.2.1hdpe管道热熔连接应按下列步骤进行: 热熔工具接通电源,到达工作温度指示灯亮后方能开始操作。 (1)切割管材,必须使端面垂直于管轴线。管材切割一般使用管子剪或管 道切割机,必要时可使用锋利的钢锯,但切割后管材断面应去除毛边和毛刺。 (2)管材与管件连接端面必须清洁、干燥、无油。 (3)用卡尺和合适的笔在管端测量并标绘出热熔深度,热熔深度应符合规 范和设计要求。 (4)熔接弯头或三通时,按设计图纸要求,应注意其方向,在管材和管材 的直线方向上,用辅助标志标出其位置。 (5)连接时,无旋转地把管端导入加热套内,插入到所标志的深度,同时, 无旋转把管件推到加热头上,达到规定标志。加热时间必须满足热熔工具生产厂 家的规定。 (6)达到加热时间后,立即把管材与管件从加热套与加热头上同时取下,迅 速无旋转地直线均匀插入到所标刻度,


10.1PE管电熔焊接记录
格式:pdf
大小:56KB
页数:3P
4.8
pe管电熔焊接记录 工程名称:艾默生网络能源(江门)有限公司燃气工程编号:01 焊机型号:pesa生产厂家:亚大 母材材质sdr11pe80生产厂家浙江宇华电器生产日期2010.06 焊缝 编号 管件名称焊工代号 管件 规格 焊接电 压(v) 焊接时 间(s) 冷却时间 (min)焊接日期气候条件备注 d1电熔套筒ts6jgdsa0241d11039.5160142011.05.13 d2电熔套筒ts6jgdsa0241d11039.5160142011.05.13 d3电熔套筒ts6jgdsa0241d11039.5160142011.05.13 备注:所有pe管焊接记录清楚、准确. 施工单位:广西佳迅管道工程有限公司技术负责人:质检员: pe管电熔焊接记录 工程名称:艾
电熔焊接机电源设计最新文档
 提高复合管电熔焊接合格率
提高复合管电熔焊接合格率 提高复合管电熔焊接合格率
格式:pdf
大小:918KB
页数:8P
4.6
1小组概况小组概况见表1。2选题理由钢骨架塑料复合管道的连接方式主要有电熔连接和法兰连接2种(图1),其中电熔连接是一种重要的连接方式,是将管材插入电熔套筒(以下简称"电熔")内通电焊接,焊接质量直接影响管道的施工质量。
 聚乙烯管道电熔焊接接头的超声检测
聚乙烯管道电熔焊接接头的超声检测 聚乙烯管道电熔焊接接头的超声检测
格式:pdf
大小:982KB
页数:5P
4.7
聚乙烯管连接中大量使用电熔接头,其质量的好坏直接影响管道系统的安全。分析了超声聚焦检测技术对聚乙烯管电熔接头各类缺陷的检出能力。在此基础上,运用相控阵超声技术及b扫描实时成像超声方法检测大量含缺陷接头,对比超声成像图与接头实剖图,发现该方法有较高的检测灵敏度和检出精度,可以应用于工程实践。
 埋地塑料管道电熔焊接用夹具
埋地塑料管道电熔焊接用夹具 埋地塑料管道电熔焊接用夹具
格式:pdf
大小:33KB
页数:未知
4.7
其特点是:撑架顶面是一呈钝角的v形面,底部也有两个是90度的v形面,靠近底部平面上有两通孔,紧固块底部也有两v形面,其顶端形成一棱线,靠近棱线处有两通槽,方管置于支撑架和紧固块的v形面上,用螺栓、螺母固接,纤紧固带穿过支撑架和紧固块的通槽,两个欲焊接的管道用连接件连接后,置于2—4个支撑的v形面上,用纤紧固带捆绑管道,因此即可焊接,可避免发生虚焊,焊接不牢固的缺陷。
多段焊接方式在PE管件电熔焊接中的应用 多段焊接方式在PE管件电熔焊接中的应用
格式:pdf
大小:138KB
页数:未知
4.6
本文介绍了一种应用于聚乙烯(pe)管道系统的电熔连接控制方法。通过对电熔焊机焊接方法现状、功能特点、执行的标准和焊接技术的阐述和分析,向管件、管材生产企业和施工单位介绍了多段焊接方式的必要性。

聚乙烯E管道系统电熔焊接操作步骤
格式:pdf
大小:76KB
页数:2P
4.5
精心整理 聚乙烯管道系统电熔焊接操作步骤 电熔焊接操作步骤: 电熔焊接用于各个规格的电熔管件与管材、注塑管件、焊制管件之间的焊接,其焊接程序 为: 1、在使用时方可拆开塑料包装。 2、清除管材、管件内部、外部的灰尘及异物。 3、用刮刀刮除管件或管材所需焊接区域外表面0.1mm~0.3mm的氧化层,并保证焊接区域 干净,焊接端面平整,无碎屑。 4、将管材、管件固定好,保证管材、管件之间无应力。 5、将电熔焊机的导线插入管件的接线位置并保持其固定。 6、用读码器读取电熔管件焊接参数或按照电熔管件上的标注手工输入焊接参数并确认其 正确。 7、开始焊接,并观察孔突出情况。 8、焊接完成后,接电熔管件上规定的时间进行冷却,拔掉导线。 特别注意:在焊接时及焊接完成后的冷却时间内不得移动电熔管件且不能在管件上施加任何压 力。 对接焊操作步骤: 1、检查加热板的温度是否控制在工艺要求
PE管电熔焊接(20200930121550)
格式:pdf
大小:17KB
页数:11P
4.5
一、聚乙烯(pe)管道电熔焊接原理 聚乙烯管电熔焊接的原理是用电熔焊机给镶嵌在电熔管件内壁的电 阻丝通电加热,其加热的能量使管件和管材的连接界面熔融。在管件 两端的间隙封闭后,界面熔融区的熔融物在高温和压力作用下,其分 子链段相互扩散,当界面上互相扩散的深度达到了链缠结所必须的尺 寸,自然冷却后界面就可以得到必要的焊接强度,形成管连可靠的焊 接连接。 根据电熔焊接原理和国内外的实践经验已经证实,能否形成管道可靠 的焊接连接,主要由电熔管件的设计、电阻的温度-电阻特性、电熔 焊机提供的电源电压的稳定性、管件和管材的材料性质、管件和管材 连接界面的预处理状况、管件和管材连接界面间的缝隙宽度和均匀 性、管件和管材的对中和夹持稳定状况、焊接工艺参数(如电压、电 流、时间等)、焊接时环境温度、操作人员的水平等因素决定。因此, 根据电熔焊接原理和影响焊接质责因素的实践经验而编制
2011PE管电熔焊接方法及流程
格式:pdf
大小:19KB
页数:3P
4.3
山东燃气工程有限公司学习学习再学习 第1页共3页 电熔连接 电熔连接根据管件的不同分为电熔承插连接和电熔鞍形连接,承插连 接件主要包括电熔直通、电熔变径、电熔三通、电熔弯头、电熔端帽。鞍 形连接件主要包括鞍形修补件、鞍形直通和鞍形旁通等。电熔连接是用专 业的电熔焊机通过控制管件中内置电阻丝的电流量和通电时间来使熔接表 面达到熔接温度并吸收合理热量。通过熔体膨胀产生的内压使相互接触表 面充分熔融达到焊接目的。 电阻丝:在管件内壁根据电阻丝的布线方式的不同可分为裸露式和埋 藏式两种。 限位:位于管件的中间部位。其作用是避免乘插时管材过插,但为了 施工以及维修方便一般限位的强度不当,为了方便维修或必要时容易清除 掉。 接线柱:用来和电熔焊机输出线两级连接常用规格为4.0mm和4.7mm 观察孔:位于管件的外部接线柱内侧。焊接结束时观察孔内应有物料 出,作为判定焊接结果的依据。
电熔焊接机电源设计相关
文辑推荐
知识推荐
百科推荐


职位:暖通工程师(运维方向)
擅长专业:土建 安装 装饰 市政 园林


