

大桥吊索绳用热浸镀锌-5%铝稀土合金钢丝的试制
格式:pdf
大小:642KB
页数:4P
人气 :75
 4.3
4.3
针对大桥吊索绳用的要求,采用宝钢SWRH82B盘条,通过82.1%-84.4%的总压 缩率和14.6%-15.8%的平均部分压缩率进行拉拔;分别通过降低控制氮气压力或提高DV 值,相应提高不同规格的钢丝锌-铝合金重量,同时控制铝含量;结合镀层表面质量的控制,采 用小于10%的压缩率进行先镀后拔,确保热镀锌-5%铝稀土合金镀层钢丝的成品力学性能 和镀层质量达到1770 MPa重要用途吊索绳丝的标准。



 镀锌-铝-稀土合金钢丝的组织性能分析
镀锌-铝-稀土合金钢丝的组织性能分析 镀锌-铝-稀土合金钢丝的组织性能分析
介绍锌铝合金镀层生产应用的发展概况,研究不同工艺条件下的锌-5%铝-稀土合金镀层,并进行金相组织和形貌分析,双浸镀要获得厚的镀层,在首镀锌时应延长浸锌时间或提高浸锌温度,在zn-al合金镀槽中应提高引出速度或降低浸锌温度;镀层从钢基体到表面的铁和铝含量逐渐减少,盐雾试验的结果接近国际水平;钢丝镀后拉拔对zn-al合金过渡层影响不大,但纯镀层明显减薄。
钢丝热浸镀锌铝一稀土合金通过省级鉴定 钢丝热浸镀锌铝一稀土合金通过省级鉴定
由河北省冶金研究所、北京钢铁学院、河北故城钢丝绳厂共同承担进行的钢丝热浸镀锌铝一稀土合金于4月17—18日在河北省石家庄市通过鉴定。到会的专家们认为:该热浸镀合金对于传统的钢丝热浸镀是一个创举,为热浸镀行业开拓了一个新的领域,到会的用户单位
编辑推荐下载
耐蚀性极好的镀锌合金钢丝绳 耐蚀性极好的镀锌合金钢丝绳
格式:pdf
大小:172KB
页数:1P
4.6
日本生产钢丝绳的厂家最近研制成功耐蚀性好的镀锌合金钢丝绳,并已正式生产和销售这种产品。这种钢丝绳是用含5%al和微量钠的锌合金镀层钢丝制成的。该产品与一般镀锌钢丝绳相比,具有以下优点:
钢丝热镀锌-10%铝-混合稀土合金镀层工艺 钢丝热镀锌-10%铝-混合稀土合金镀层工艺
格式:pdf
大小:406KB
页数:5P
4.8
利用电沉积原理,提出了一种在钢丝表面热浸镀锌-10%铝-稀土合金镀层的工艺,在热浸镀合金之前电沉积一层锌镀层,以代替普通的“双镀法”。给出了各工序的溶液配方及工艺条件。指出重点应放在钢丝的预处理上。采用2道电解脱脂以及石英砂擦拭、水溢流漂洗工艺,得到非常清洁的钢丝表面,才能保证镀层质量。给出了合金液温度范围(455~460℃)、氮气抹拭温度参数等技术要点。该工艺较“双镀法”节约能源,生产成本低。探讨了影响镀层质量的富集铝漂浮物的产生原因及处理办法,使镀层光滑,无“疙瘩”等缺陷。该工艺所得钢丝的表面质量稳定,各项理化技术指标达到yb/t4221-2010《机编钢丝网用镀层钢丝》标准的要求。
大桥吊索绳用热浸镀锌铝稀土合金钢丝的试制热门文档
钢丝热浸双镀锌-铝稀土合金镀层的组织性能研究 钢丝热浸双镀锌-铝稀土合金镀层的组织性能研究
格式:pdf
大小:573KB
页数:4P
4.6
通过热浸双镀工艺在不同钢丝基体上制得了锌-铝合金镀层,对镀层的形貌、耐蚀性能、显微硬度等进行了分析测试。研究表明,采用高碳钢为基体所得的镀层主要由粒状胞状组织组成;而低碳钢基体上的镀层则由层片状组织构成,同时前者具有较好的耐蚀性能。
钢材热浸镀锌—铝(5%)合金 钢材热浸镀锌—铝(5%)合金
格式:pdf
大小:164KB
页数:1P
4.4
为了制取具有理想的物理性质及耐蚀性的镀层钢材,芬兰某研究所开发了一种价格低廉、操作简便的方法,产品的性能比热镀法生产的镀锌钢优异,其投资则低于电镀法。该方法是:将钢条加热到退火温度进行热处理,冷却到退火温度。然后在410~430
锌-5%铝-混合稀土合金镀层钢丝的生产 锌-5%铝-混合稀土合金镀层钢丝的生产
格式:pdf
大小:419KB
页数:3P
4.4
《锌-5%铝-混合稀土合金镀层钢丝、钢绞线》国家标准实施后,相关产品市场得到规范。由于合金镀层钢丝生产需将热浸镀速度提高约3倍,因而传统镀锌生产线已不能满足要求。指出合金镀层钢丝生产具备的基本条件、生产工艺和装备的发展方向。面对国际市场对合金镀层钢丝提出的更高要求,提出加快发展合金镀层的建议。
专利名称:一种稀土合金钢炉管 专利名称:一种稀土合金钢炉管
格式:pdf
大小:52KB
页数:未知
4.4
为一种稀土合金钢炉管,涉及到石油、化工、电力等行业的耐高温硫及高温氧化腐蚀环境。它的特点是在普通钢材中,通过冶炼的方式加入铬、钼、铝、钒等合金元素,同时为了控制钢中硫化物和氧化物的大小和形态,加入了微量元素稀土。由于该钢为铬含量4%~12%的中合金的耐腐蚀材料,

大桥吊索绳用热浸镀锌铝稀土合金钢丝的试制精华文档
热镀铝-锌合金钢丝生产过程控制回路的设计 热镀铝-锌合金钢丝生产过程控制回路的设计
格式:pdf
大小:427KB
页数:3P
4.7
研制一种新型的助镀剂用于镀锌生产流水线中,便可对低碳钢丝进行热镀铝-锌合金。作者介绍了在国内现 有的传统溶剂法热镀锌生产流水线上,用自动控制的方法代替原有人工检测和手工调节,以实现对整个生产线的温度、张力等工艺参数的自动检测与控制,达到稳定产品质量,避免人为误差,提高生产效率的目的,并详细论述了生产过程自动控制回路的设计。
热浸镀锌合金技术的研究现状 热浸镀锌合金技术的研究现状
格式:pdf
大小:264KB
页数:4P
4.4
简要介绍了锌浴中合金元素对热浸镀锌的影响,综述了因此而发展起来的多种锌合金镀层的研究现状,并总结归纳为两个体系:(a)以抑制超厚镀层生长为主的活性钢热镀锌合金镀层体系,包括zn-ni合金、zn-sn合金、zn-mg合金;(b)以提高耐蚀性为主的al-zn合金镀层体系,包括55%al-zn合金、5%al-zn合金。
热浸镀锌合金镀层的研究进展 热浸镀锌合金镀层的研究进展
格式:pdf
大小:522KB
页数:4P
4.3
热浸镀锌液中添加合金元素,将对镀层厚度、显微组织、耐蚀性和外观质量等产生重要的影响。重点介绍了含有镍、镁、钛、锰、铋的5种合金镀层技术,探讨了这几种合金元素对热浸镀层组织、性能的影响,并展望了其前景。

热浸镀锌
格式:pdf
大小:261KB
页数:8P
4.7
哈尔滨理工大学 表面工程技术论文 (综述) 题目: 院、系: 姓名: 学号: 年月日 热镀锌 一、引言 近年来,随着世界经济的发展,尤其是汽车、家电及建筑业的发展,对镀锌带 钢的需求量大大增加,市场需求非常可观。在美、日等钢材生产大国,热镀锌钢板 在钢材中所占比例高达13%~15%,而用于汽车行业的热镀锌板已占其总产量的 40%以上。目前,日系轿车基本上全部采用热镀锌板作外板,而热镀锌带钢在我国 市场一直是紧缺产品。正是这种需求大大促进了连续热镀锌技术的发展。 热镀锌也称热浸镀锌,是在高温下把锌锭融化,在放入一些辅助材料,然后 把金属结构件浸入镀锌槽中,使金属构件上附着一层锌层。热镀锌的优点在于他 的防腐能力强,镀锌层的附着力和硬度较好。缺点在于价格较高,需要大量的设 备和场地,钢结构件过大不易放入镀锌槽中,钢结构件过于单薄
大桥吊索绳用热浸镀锌铝稀土合金钢丝的试制最新文档
寿命周期费用最小的热浸镀锌钢桥:附“热浸镀锌钢桥的设计施工指针” 寿命周期费用最小的热浸镀锌钢桥:附“热浸镀锌钢桥的设计施工指针”
格式:pdf
大小:199KB
页数:6P
4.3
日本目前已有大量的公路桥梁,今后还要增多。在日本正式进入高龄化社会后,为了维持这些巨大的社会财富的服务水平,怎样能大幅度地压缩维修管理费用,也就需要对寿命周期费用怎样能减到最小进行技术开发,建设省土木研究所进行了这方面的研究。为了实现最小的维修管理费用,考虑采用热浸镀锌钢材及耐候性钢材等无涂装的桥梁。本文对热浸镀锌钢桥的效果用寿命周期费用的概念来进行评价,同时还介绍了日本钢结构协会刊印的“热浸钢桥
电镀锌-铁合金与热浸镀锌的比较 电镀锌-铁合金与热浸镀锌的比较
格式:pdf
大小:152KB
页数:2P
4.5
工艺比较表明,电镀锌铁合金防护性能优于热浸镀锌,生产成本比热浸镀锌显著降低;电镀锌铁合金对环境污染小而热浸镀锌对环境污染却被忽视
合金化热浸镀锌技术要点 合金化热浸镀锌技术要点
格式:pdf
大小:1.5MB
页数:1P
4.8
合金化热浸镀锌钢板(ga板)在冲压成形性、耐蚀性、涂装性和焊接性方面等有优良表现,适应了汽车轻量化且安全性强的发展要求,
电镀锌-铁合金与热浸镀锌的比较
格式:pdf
大小:721KB
页数:3P
4.6
电镀锌-铁合金与热浸镀锌的比较 作者:曾祥德 作者单位:成都市新都高新电镀环保工程研究所,成都,610500 刊名:电镀与环保 英文刊名:electroplating&pollutioncontrol 年,卷(期):2003,23(1) 被引用次数:7次 参考文献(8条) 1.北京国家钢铁总院检验报告2002)钢检(f)字第019号 2.张世昭;梁改连;张予新铁塔热镀锌[会议论文]2001 3.曾祥德高耐饰性光亮锌-铁合金电镀1999(04) 4.曾祥德zn-fe合金电镀新技术在钢铁防护中的应用[期刊论文]-中国表面工程2000(02) 5.石焕荣热镀锌和锌铝合金镀层的微观组织及盐雾腐蚀行为[期刊论文]-材料保护2002(03) 6.曾祥德全光亮锌-铁合金电镀工艺1992(03) 7.王文忠钢铁件热镀锌[期刊论文]-电镀与环保
钢丝绳吊索
格式:pdf
大小:247KB
页数:3P
4.5
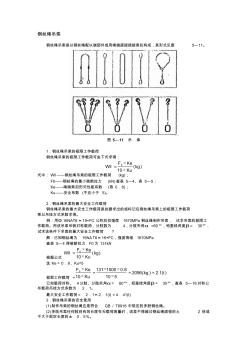
钢丝绳吊索 钢丝绳吊索是以钢丝绳配以端部件或用绳端直接插接索扣构成,其形式见图5—11。 图5—11吊索 1.钢丝绳吊索的极限工作载荷 钢丝绳吊索的极限工作载荷可由下式求得: )( 10 0kg ku kef wll 式中:wll——钢丝绳吊索的极限工作载荷(kg); f0——钢丝绳的最小破断拉力(kn)查表5—4、表5—5; ke——绳端索扣形式性能系数(取0.8); ku——安全系数(不应小于5)。 2.钢丝绳吊索的最大安全工作载荷 钢丝绳吊索的最大安全工作载荷是依据求出的或标记在钢丝绳吊索上的极限工作载荷 乘以吊挂方式系数求得。 例:用φ16nat6×19+fc公称抗拉强度1670mpa钢丝绳制作吊索,试求吊索的极限工 作载荷。用该吊索吊装对称载荷,分肢数为4,分肢夹角α=60°,铅垂线角度β=30°, 试求该条件下吊索的最大安全工作载荷
热浸镀锌处理工艺
格式:pdf
大小:126KB
页数:13P
4.5
1/13 热浸镀锌-处理工艺 [资料来源:固捷五金收集整理][阅读次数:3111][加入时间:2008年6月17日] 前言 钢铁材料为今日人类生活中不可或缺的重要资源。然而因其本身特性使然,使得"锈蚀" 无日不时伴随着我们,并无时无刻地损耗着我们的资源-钢铁。 先进诸国,很早就注意到"锈蚀"的严重性,据估计,因防蚀所造成的损失,在日本一年 约达国民生产毛额(gnp)的3.5﹪。在美国,此比率为4.2﹪,在英国为3.5﹪,德国为3 ﹪。如以日本3.5﹪来计算,在2001年我们不知不觉中损失了人民币八百三十亿元。所以 先进国家均成立了有关的防蚀技术研究机构,以采取各种有效的措施,来避免或减少其损失。 热浸镀锌防腐蚀技术是目前各先进国家,使用最广泛,也是最有效的大气防腐蚀方法, 其性能、特点及经济效益,在本简介中均有论及。盼能借着本
热浸镀锌工艺
格式:pdf
大小:1.2MB
页数:12P
4.8
热浸镀锌工艺 附录a (资料性附录) 产品热浸镀设计 a.1总则 任何需要精饰的制件的设计,不仅必须考虑制件的功能及其制造方法,而且还 应考虑精饰所带来的限制性。图a.1,a.11表明了一些重要的设计特点,其中一些 针对于热浸镀。a.2表面准备 设计和所用的材料应允许进行良好的表面准备,这对于生产出优质的镀层是绝 对必要的。必须完全除去表面污垢,其中包括不能酸洗去除的油、脂、油漆、焊渣 和飞溅物等,以及类似不洁物如防飞溅剂等。必须避免清漆、蜡、油漆、油和脂基 的痕迹。表面应无缺陷,以保证镀层具有良好外观和服役性能。 铸铁表面露出的石墨影响熔融金属的润湿而且退火铸件的表面层可能含氧化硅 粒子,都应予以除去,以获得质量良好的热浸镀层。建议在铸件退火之前和之后都 进行喷砂处理。a.3与设计考虑有关的工艺过程 热浸镀锌浴和相关设备应具备足够的制件热浸镀锌的能力。对于现
大桥吊索绳用热浸镀锌铝稀土合金钢丝的试制相关
文辑推荐
知识推荐
百科推荐


职位:消防产品技术员
擅长专业:土建 安装 装饰 市政 园林


