

新型单片机控制熔化极脉冲氩弧焊机
格式:pdf
大小:482KB
页数:4P
人气 :62
 3
3
新型单片机控制熔化极脉冲氩弧焊机——采用一种新型弧压反馈闭环控制方式,在每一个周期内都可以保证电弧电压的平均值相同,可以实现稳定可靠的弧长调节。控制系统完全由软件控制器实现,人机界面友好。根据一个脉冲过渡一个熔滴的原则选取脉冲参数,在大量工艺...




编辑推荐下载

 管板自动脉冲氩弧焊机的应用
管板自动脉冲氩弧焊机的应用 管板自动脉冲氩弧焊机的应用
格式:pdf
大小:57KB
页数:2P
4.6
1.管板自动脉冲氩弧焊机简介我公司从瑞典esab公司购买了一台mechtig315管板自动脉冲氩弧焊机,该焊机具有先进的设计和强大的功能:①可作为一台高品质的逆变弧焊电源进行焊条电弧焊、手工钨极氩弧焊操作。②可配合多种焊接机头(prb、prg、pri)进行管子和管子、管子和管板多种形式的焊接。
单片机控制熔化极脉冲氩弧焊机热门文档
氩弧焊机点检表
格式:pdf
大小:37KB
页数:1P
4.8
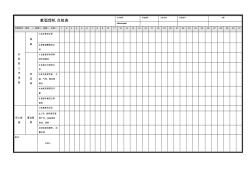
氩弧焊机点检表 文件编号设备编号设备名称规格型号日期 db02040606 记录符号:完好√异常×待修△未用○12345678910111213141516171819202122232425262728293031 开 机 前 工 作 准 备 准 备 1启动是否正常 2.参数调整是否正 常 空 运 转 1.设备是否有异常 响声或振动 2.各指示灯是否正 常 3.有无异常声音、升 温、气味、振动等 情况 4.地线连接是否可 靠 5.易损件能否正常 使用 完工检 查 清洁保 养 1.电源是否关闭, 2.工件、废料是否清 理干净,设备是否 清洁、保养 3.现场是否整理、定 置合理 备注: 点检人
熔化极脉冲氩弧焊弧长动态调节性能研究
格式:pdf
大小:597KB
页数:5P
3
熔化极脉冲氩弧焊弧长动态调节性能研究——介绍了一种新型的单周期脉冲mig焊控制法,该法采用非线性控制,通过实时采集电弧电压信号,控制每一个脉冲周期内的平均电弧电压和预设值相同,系统具有很强的弧长调节能力。当扰动发生时,在每一个周期内,电弧电压的...

高频脉冲场效应管逆变氩弧焊机的研制
格式:pdf
大小:929KB
页数:3P
4.6
**资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.***
硅整流焊机改钨极氩弧焊机的设计研究 硅整流焊机改钨极氩弧焊机的设计研究
格式:pdf
大小:1.7MB
页数:6P
4.7
论文研究如何将硅整流焊机改装为钨极氩弧焊机,并采用程序控制系统实现了对钨极氩弧焊机的自动控制.经改装后的钨极氩弧焊机能保证氩弧焊的基本要求,能实现提前和滞后送气、自动引弧和焊接电流衰减,成本造价低又能保证焊接质量高、热影响小、变形小和成型美观等.
特种氩弧焊机电源的实现
格式:pdf
大小:170KB
页数:3P
3
特种氩弧焊机电源的实现——讨论了一种用于氩弧焊机的电源系统。该系统解决了现有焊接电源存在的引弧困难、电流控制精度低等问题;电源随工控机控制的给定焊接电流参数而变化,提高了设备的自动化程度,扩大了焊接参数的可调范围,降低了焊接电流硬件的复杂程度...
单片机控制熔化极脉冲氩弧焊机精华文档
进口氩弧焊机的消化吸收与改进
格式:pdf
大小:134KB
页数:2P
3
进口氩弧焊机的消化吸收与改进——对从日本、芬兰等国引进的氩弧焊机进行分析研究,在消化吸收的基础上加以改进,使常用易损易耗备件逐步实现国产化。
特种氩弧焊机电源的实现 特种氩弧焊机电源的实现
格式:pdf
大小:475KB
页数:3P
4.5
讨论了一种用于氩弧焊机的电源系统。该系统解决了现有焊接电源存在的引弧困难、电流控制精度低等问题;电源随工控机控制的给定焊接电流参数而变化,提高了设备的自动化程度,扩大了焊接参数的可调范围,降低了焊接电流硬件的复杂程度。实践证明,整个系统设计合理、操作方便,完全满足焊接技术的要求。
PC控制全自动氩弧焊机组的研制
格式:pdf
大小:132KB
页数:3P
3
pc控制全自动氩弧焊机组的研制——分析传统氩弧焊机组存在的主要问题,从结构、性能上对机组的三大组成部分一一焊接电源、控制部分、机械传动部分进行全新的设计,着重叙述系统的全自动化控制过程。
交流钨极氩弧焊机引弧稳弧电路的改进
格式:pdf
大小:142KB
页数:2P
3
交流钨极氩弧焊机引弧稳弧电路的改进——本文通过对交流钨极氩弧焊机的电路分析,找了焊机存在稳弧效果不理想和高压脉冲初级回路电阻热损耗大等问题的原因,提出改进方案。试验结果表明,改进方案简单可行,克服了焊机的不足,取得了良好的效果。
交流钨极氩弧焊机引弧稳弧电路的改进 交流钨极氩弧焊机引弧稳弧电路的改进
格式:pdf
大小:105KB
页数:3P
4.4
本文通过对交流钨极氩弧焊机的电路分析,找出了焊机存在稳弧效果不理想和高压脉冲初级回路电阻热损耗大等问题的原因,提出改进方案。试验结果表明,改进方案简单可行,克服了焊机的不足,取得了良好的效果。
单片机控制熔化极脉冲氩弧焊机最新文档
场效应晶体管逆变式氩弧焊机的研制
格式:pdf
大小:119KB
页数:3P
3
场效应晶体管逆变式氩弧焊机的研制——为了满足市场需要.研制了x7-160直流脉冲氩弧焊机,并对谊焊机的电路组成厦工作原理进行了介绍.对pwn脉宽调制技术做了较详细的分析。实践表明.谊焊机满足设计要求,具有体积小、质量轻、高垃节能等特点,并具有良好的焊...
氩弧焊机安全操作规程
格式:pdf
大小:10KB
页数:2P
4.7
氩弧焊机安全操作规程 1.氩弧焊机的使用应执行《建筑机械使用安全技术规程》jgj33-2001有关的 规定。 2.应检查并确认电源、电压符合要求,接地装置安全可靠。 3.应检查并确认气管、水管不受外压和无外漏。 4.应根据材质的性能、尺寸、形状先确定极性,在确定电压、电源和氩气的流 量。 5.安装的氩气减压阀、管接头不得沾有油脂。安装后,应进行实验并确认无障 碍和漏气。 6.冷却水应保持清洁,水冷型焊机在焊接过程中,冷却水的流量应正常,不得 断水施焊。 7.高频引弧的焊机,其高频防护装置应良好,亦可通过降低频率进行防护;不 得发生短路,振荡器电源线路中的连锁开关严禁分接。 8.使用氩弧焊时,操作者应戴防护面具,钍钨棒的打磨应设有抽风装置,储存 时宜放在铅盒内。钨极粗细应根据焊接厚度确定,更换钨极时,必须切断电 源。磨削钨极端头时,操作人员必须戴手套和口罩,磨削下来的粉尘
自制简易钨极氩弧焊机在铝制容器焊接中的应用 自制简易钨极氩弧焊机在铝制容器焊接中的应用
格式:pdf
大小:284KB
页数:未知
4.6
一、问题的提出我厂为北京造纸总厂制作两台过氧化氢罐车用铝罐,其结构型式如图1所示。罐体材料:l_1工业纯铝;罐体板厚:8mm;罐体规格:3980×1630×1190mm。根据图纸技术要求,若采用氧-乙炔气焊,是很难保证产品焊接质量的。焊接铝及其铝合金时,最为理想的焊接方法是采用手工交流钨极氩弧焊。因为采用手工交流钨极氩弧焊焊铝,具有许多优点:如热量集中、电弧稳定,另外,由于氩气的保护作用和氩离子对氧化膜的阴极
WSE-315氩弧焊机反馈电路的改进
格式:pdf
大小:112KB
页数:2P
3
wse-315氩弧焊机反馈电路的改进——通过对wse氩弧焊机反馈线路的分析与改进,提高了焊机性能,降低了生产成本,使焊机一致性大大提高,电流检测信号更加可靠、完善。
氩弧焊机安全操作规程 (3)
格式:pdf
大小:6KB
页数:2P
4.8
氩弧焊机安全操作规程 1.氩弧焊机的使用应执行jgj33—2001的相关规定。 2.应检查并确认电源、电压符合要求,接地装置安全可靠。 3.应检查并确认气管、水管不受外压和无外漏。 4.应根据材质的性能、尺寸、形状先确定极性,再确定电压、电流和氩气 的流量。 5.安装的氩气减压阀、管接头不得沾有油脂。安装后,应进行试验并确认 无障碍和漏气。 6.冷却水应保持清洁,水冷型焊机在焊接过程中,冷却水的流量应正常, 不得断水施焊。 7.高频引弧的焊机,其高频防护装置应良好,亦可通过降低频率进行防护; 不得发生短路,振荡器电源线路中的联锁开关严禁分接。 8.使用氩弧焊时,操作者应戴防毒面罩,钍钨棒的打磨应设有抽风装置, 贮存时宜放在铅盒内。钨极粗细应根据焊接厚度确定,更换钨极时,必须切 断电源。磨削钨极端头时,操作人员必须戴手套和口罩,磨削下来的粉尘, 应及时清除,钍、铈、钨极不得随身携带。 9.
氩弧焊机安全操作规程 (5)
格式:pdf
大小:37KB
页数:3P
4.4
氩弧焊机安全操作规程 1、氩弧焊机的使用应执行jgj33—2001第12.1节、第12.3节、和12.4节的规定。 2、应检查并确认电源、电压符合要求,接地装置安全可靠。 3、应检查并确认气管、水管不受外压和无外漏。 4、应根据材质的性能、尺寸、形状先确定极性,再确定电压、电流和氩气的流量。 5、安装的氩气减压阀、管接头不得沾有油脂。安装后,应进行试验并确认无障碍和漏气。 6、冷却水应保持清洁,水冷型焊机在焊接过程中,冷却水的流量应正常,不得断水施焊。 7、高频引弧的焊机,其高频防护装置应良好,亦可通过降低频率进行防护;不得发生短路,振荡器电源线路中的联锁开关严禁分接。 8、使用氩弧焊时,操作者应戴防毒面罩,钍钨棒的打磨应设有抽风装置,贮存时宜放在铅盒内。钨极粗细应根据焊接厚度确定,更换钨极 时,必须切断电源。磨削钨极端头时,操作人员必须戴手套和口罩,磨削下来的粉尘,应及时
单片机控制熔化极脉冲氩弧焊机相关
文辑推荐
知识推荐
百科推荐


职位:中级大数据工程师
擅长专业:土建 安装 装饰 市政 园林


