




 大型卧式压力容器现场整体热处理施工技术
大型卧式压力容器现场整体热处理施工技术 大型卧式压力容器现场整体热处理施工技术
由于大型卧式压力容器具有横向空间较大的特点,现场使用内燃法进行整体卧置热处理时,保证容器内部各部位充分接触热气流(尤其为端部封头),整体受热均衡,确保热处理效果,难度极大。实践证明,该热处理施工技术的应用,成功解决了大型卧式压力容器现场整体热处理的难题,保证了压力容器施工质量和工期要求,经济效益明显,具有一定的推广意义。
编辑推荐下载
立式圆筒形钢储罐整体热处理质量控制及分析 立式圆筒形钢储罐整体热处理质量控制及分析
格式:pdf
大小:56KB
页数:3P
 4.7
4.7
本文论述了立式圆筒钢储罐整体热处理工艺的选择,针对某氰化钠储罐分析了其热处理过程质量控制难点并提出质量控制措施,对电功率计算、电缆选择、支腿支撑设计及校核等进行了分析,为储罐热处理过程质量控制提供依据。
带内筒大型立式压力容器现场整体热处理施工工法热门文档
钢制压力容器压制封头的热处理 钢制压力容器压制封头的热处理
格式:pdf
大小:149KB
页数:未知
4.6
封头是组成压力容器的主要受压元件之一,有别于筒体、接管、法兰等其他受压元件,其制造过程要经历变形、受热或不受热等影响材料本身安全性能的加工工序。而封头成型之后的热处理,往往成了减轻或消除这些不良影响的主要手段。然而,尽管在相关标准中都有关于封头成型后热处理的规定,但是制造单位在实际的执行过程中还存在很多的讨论和争议。本文就以此为切入点,分析并讨论钢制压力容器封头成型后热处理的相关问题。1钢制压力容器封头冷成型封头在加工的过程中,其变形程度一般要远大于

压力容器制造施工工法
格式:pdf
大小:119KB
页数:17P
4.8
压力容器制造施工工法 一、前言 按照《压力容器安全技术监察规程》规定,根据压力等级、品种、介质毒性程度和 易燃介质划分为一、二、三类压力容器;按设计压力分为低压、中压、高压、超高压压力 容器四类;按在生产工艺过程中的作用原理,分为反应压力容器、换热压力容器、分离压 力容器、储存压力容器。压力容器制造主要执行《特种设备安全监察条例》、《锅炉压力容 器制造监督管理办法》、《压力容器安全技术监察规程》、gb150《钢制压力容器》、油建一 公司金属公司压力容器质量保证体系文件。 目前,油建一公司压力容器制造安装资质许可范围为:压力容器制造资质为a1、 a2、a3级,该级别资质可制造压力范围0.1~100mpa各种压力容器(包括贮存易燃易爆 贮罐、低温容器、高压容器和球型储罐等三类压力容器)。该资质属于容器制造的最高级。 二、适用范围 适合ⅰ、ⅱ、ⅲ压力容器的制造,检查,验收。 三、
02球形储罐整体热处理工艺
格式:pdf
大小:55KB
页数:3P
4.5
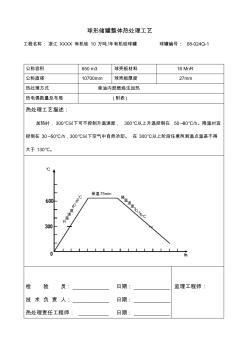
球形储罐整体热处理工艺 工程名称:浙江xxxx有机硅10万吨/年有机硅球罐球罐编号:08-024q-1 公称容积650m3球壳板材料16mnr 公称直径10700mm球壳板厚度27mm 热处理方式柴油内部燃烧法加热 热电偶数量及布局(附表) 热处理工艺描述: 加热时,300℃以下可不控制升温速度,300℃以上升温控制在50∽80℃/h。降温时宜 控制在30∽50℃/h,300℃以下空气中自然冷却。在300℃以上阶段任意两测温点温差不得 大于130℃。 升 温 速 度 50 -8 0℃ 保温75min 降 温 速 度30-50℃ ℃ 检验员:____________日期:____________ 技术负责人:____________日期:____________ 热处理责任工程师:____
大型薄壁铝合金铸件整体热处理工装加工技术 大型薄壁铝合金铸件整体热处理工装加工技术
格式:pdf
大小:2.9MB
页数:1P
4.5
针对大型薄壁整体高性能铝合金精密铸件热处理过程变形控制难点开展研究,研制出大型飞机登机舱门整体热处理工装。采用整体热处理工装热处理,铸件变形量由原来的10mm左右下降到3mm左右,有效控制了铸件尺寸。
板房式压力容器热处理炉的研制 板房式压力容器热处理炉的研制
格式:pdf
大小:279KB
页数:3P
4.4
通过对现有设备的逆向分析,设计出一种可供压力容器使用的大型板房式热处理炉,该热处理炉大多采用标准件和自制件,使得建造过程简化,而且板房式热处理炉炉腔具有较好的扩容性。
带内筒大型立式压力容器现场整体热处理施工工法精华文档
压力容器不锈钢胀管施工工法教材
格式:pdf
大小:67KB
页数:14P
4.3
第1页共14页 压力容器不锈钢胀管施工工法 sjgf27-2006 摘要:随着我国改革开放政策不断深入和国民经济的飞速发展, 在人民生活中和工业生产中各种换热类设备不但数量增加很快,而且 在制造工艺要求上也要求越来越高。为了满足一些设备特别是蒸发类 设备列管需要时常更换的要求,设备制造工艺要求列管和管板的连接 方式为强度胀接。压力容器碳钢钢管胀接在施工技术上已比较成熟, 如果列管材质是不锈钢能否胀接?胀接质量能否得到保障?我公司 从2002年承接江苏洪泽20万吨/年元明粉项目开始就该技术问题进 行探讨和研究并去得了一定的成效,2005年获得中国安装协会科技 进步二等奖。 一、特点 压力容器不锈钢胀管工艺具有以下特点: 1、作为特种设备的压力容器,其技术要求必须满足gb150-1998 《钢制压力容器》和gb151-1999《管壳式换热器》的要求,而
压力容器不锈钢胀管施工工法
格式:pdf
大小:65KB
页数:13P
4.6
第1页共13页 压力容器不锈钢胀管施工工法 sjgf27-2006 摘要:随着我国改革开放政策不断深入和国民经济的飞速发展, 在人民生活中和工业生产中各种换热类设备不但数量增加很快,而且 在制造工艺要求上也要求越来越高。为了满足一些设备特别是蒸发类 设备列管需要时常更换的要求,设备制造工艺要求列管和管板的连接 方式为强度胀接。压力容器碳钢钢管胀接在施工技术上已比较成熟, 如果列管材质是不锈钢能否胀接?胀接质量能否得到保障?我公司 从2002年承接江苏洪泽20万吨/年元明粉项目开始就该技术问题进 行探讨和研究并去得了一定的成效,2005年获得中国安装协会科技 进步二等奖。 一、特点 压力容器不锈钢胀管工艺具有以下特点: 1、作为特种设备的压力容器,其技术要求必须满足gb150-1998 《钢制压力容器》和gb151-1999《管壳式换热器》的要求,而且还要

现场压力容器施工方案x
格式:docx
大小:16KB
页数:4P
4.7
压力容器的现场组焊 压力容器外形尺寸超过运输极限,必须分片或分段运至施工现场进行组装和焊接。由于环境气候、施工条件的制约,容器的压力和操作温度不同,制造压力容器的材料和壳体厚度不同,特别是需焊后消除应力热处理的容器,现场施工条件差,技术条件要求高,施工设备和机具多,施工管理困难。 由于压力容器的参数千差万别,规格、材料和技术要求差别大,所以给现场组焊的准备工作带来很大难度。除吊装用机具外,所需的焊接设备、预热、后热器、无损检测设备、热处理工装、压力试验设备等都要具备,并要运行可靠,有的现场作业面积狭小,加上施工季节不同,南北方气候差别大,所以施工难度显而易见。 现以大直径塔器为例介绍压力容器的现场组焊。 二、大直径塔器的现场组焊 大直径塔器的现场组焊是指由于运输、现场施工条件、起重等原因在工厂加工成半成品而在施工现场组焊完成的塔器安装过程。 1.
现场压力容器施工方案
格式:pdf
大小:7KB
页数:3P
4.7
压力容器的现场组焊 压力容器外形尺寸超过运输极 限,必须分片或分段运至施工现场进行组装和焊接。由于环境气候、施工条件的制约,容 器的压力和操作温度不同,制造压力容器的材料和壳体厚度不同,特别是需焊后消除应力 热处理的容器,现场施工条件差,技术条件要求高,施工设备和机具多,施工管理困难。 由于压力容器的参数千差万别,规格、材料和技术要求差别大,所以给现场组焊的准备工 作带来很大难度。除吊装用机具外,所需的焊接设备、预热、后热器、无损检测设备、热 处理工装、压力试验设备等都要具备,并要运行可靠,有的现场作业面积狭小,加上施工 季节不同,南北方气候差别大,所以施工难度显而易见。 现以大直径塔器为例介绍压力容器的现场组焊。 二、大直径塔器的现场组焊 大直径塔器的现场组焊是指由于运输、现场施工条件、起重等原因在工厂加工成半成品而 在施工现场组焊完成的塔器安装过程。 1.一般规定 ①现场组焊的塔
现场压力容器施工方案 (2)
格式:pdf
大小:20KB
页数:3P
4.4
压力容器的现场组焊 压力容器外形尺寸超过运输极 限,必须分片或分段运至施工现 场进行组装和焊接。由于环境气候、施工条件的制约,容器的压力和操作温度不同,制造 压力容器的材料和壳体厚度不同,特别是需焊后消除应力热处理的容器,现场施工条件差, 技术条件要求高,施工设备和机具多,施工管理困难。 由于压力容器的参数千差万别,规格、材料和技术要求差别大,所以给现场组焊的准备工 作带来很大难度。除吊装用机具外,所需的焊接设备、预热、后热器、无损检测设备、热 处理工装、压力试验设备等都要具备,并要运行可靠,有的现场作业面积狭小,加上施工 季节不同,南北方气候差别大,所以施工难度显而易见。 现以大直径塔器为例介绍压力容器的现场组焊。 二、大直径塔器的现场组焊 大直径塔器的现场组焊是指由于运输、现场施工条件、起重等原因在工厂加工成半成品而 在施工现场组焊完成的塔器安装过程。 1.一般规定 ①现场组
带内筒大型立式压力容器现场整体热处理施工工法最新文档

压力容器应急处理预案
格式:pdf
大小:29KB
页数:5P
4.5
压力容器应急处理预案 一、目的:加强对有压力容器的空压站易发生事故区域内设 备和装置的管理,在事故发生后,根据现有物质、人员及危险 源的具体条件,能及时有效地统筹指导事故应急救援行动,控 制事故,减少损失,保障职工的生命安全,特制定本预案。 二、依据:《安全生产管理知识》、《危险化学品安全管理条 例》、《中华人民共和国安全生产法》、《中华人民共和国职业病 防治法》、《特种作业人员安全技术培训考核管理办法》、《特种 设备质量监督与安全监察规定》的有关规定和条款。 三、危险源基本情况磁厂:移动储气罐5台、油水分离器 1台、旋风式分离器1台。开平厂:移动式储气罐1台。矿磁 业:储气罐1台、移动式储气罐1台、废钢车间:蒸汽管道1 台。 四、危险性分析和对策措施 4、1危险性分析 空压站区可能发生火灾和爆炸压力容器,其压力不能超出范 围,否则产生超压,管道、阀门超压易发生爆炸
压力容器
格式:pdf
大小:36KB
页数:22P
4.5
压力容器选材及工艺制定 张敏 (中国石油大学机电工程学院材料系材料科学与工程07-2) 一、压力容器的服役条件 压力容器是一种焊接构件,广泛用于石油、化工、机械、 热力等行业,运行条件苛刻,一旦破坏,后果极其严重。它承 受的压力可由0.1mpa到100mpa以上,工作温度可在-200℃以 下或是500℃以上;工作介质可以是酸性、碱性或其他腐蚀性 介质。常导致下列几种失效: 1.脆性断裂大部分发生在较低温度,在焊接缺陷、 内部缺陷或应力集中处产生。 2.过量的塑性变形在高温下的压力容器发生蠕变或 工作压力过高引起容器局部过量的塑性变形。 3.低周疲劳在循环载荷作用下,由于工作应力往往 在局部地方超过材料屈服强度,使压力容器产生较 大的反复塑形变形,导致最后发生破坏。 4.应力腐蚀在应力和引起应力腐蚀介质的共同作用 下,产生腐蚀裂纹而导致压力容器破坏。 5.氢

压力容器
格式:pdf
大小:35KB
页数:6P
4.6
一、事故经过: 2011年6月27日15时20分,通辽市某油脂化工厂癸二酸车间两台 正在运行的蓖麻油水解釜突然发生爆炸,设备完全炸毁,癸二酸车间 厂房东侧被炸倒塌,距该车间北侧6米多远的动力站房东侧也被炸毁 倒塌,与癸二酸车间厂房东侧相隔18米的新建药用甘油车间西墙被 震裂,玻璃全部被震碎,钢窗大部分损坏,个别墙体被飞出物击穿, 癸二酸车间因爆炸局部着火。现场及动力站、药用甘油车间当即死亡 5人,另有1人在送往医院途中死亡,1人在医院抢救中死亡;厂外 距离爆炸点西183米处,1老人在路旁休息,被爆炸后飞出的重40 公斤的水解釜残片拦腰击中身亡。这次事故共死亡8人,重伤4人, 轻伤13人。 爆炸的两台水解釜,是由油脂化工厂委托通辽市锅炉厂设计制造的。 水解釜筒体直径1800毫米,材质为20g,筒体壁厚14毫米,封头壁 厚16毫米,容积为15.3立

压力容器现场制造监督检验记录
格式:pdf
大小:273KB
页数:28P
4.5
压力容器现场制造监督检验记录 产品名称产品编号类别 设计单位设计批准书号 设计标准图号 制造单位许可证号 制造、检验验收标准 制造编号 技术参数 设计压力:壳程(壳体)mpa管程(夹套)mpa 设计温度:壳程(壳体)℃管程(夹套)℃ 工作介质:壳程(壳体)管程(夹套) 最高工作压力:壳程(壳体)mpa管程(夹套)mpa 结构形式:□塔□立式圆筒□卧式圆筒□其它 □单层□多层(□热套□绕带□包扎) 换热面积m2容积m3重量kg 规格mm壁厚mm 总长mm 主体材质 1 压力容器现场制造监督检验记录 无损检测要求 无损检测方法:□rt□ut□tofd□mt□pt□et□ae□其它 无损检测仪器 无损检测标准 图样规定无损检测比例无损检测时机 其它要求 热处理要求 是否进行
新容规与150对压力容器材料、制造、检验热处理等汇总
格式:pdf
大小:18KB
页数:9P
4.7
《固定式压力容器安全技术监察规程》与《钢制压力 容器》在材料制造检验相关规定总结 一、钢板超声检查: 《固定式压力容器安全技术监察规程》tsgr0004-2009: 2.5钢板超声检测 2.5.1检测要求 厚度大于或者等于12mm的碳素钢和低合金钢钢板(不包括多层 压力容器的层板)用于制造压力容器壳体时,凡符合下列条件之一的, 应当逐张进行超声检测: (1)盛装介质毒性程度为极度、高度危害的; (2)在湿h2s腐蚀环境中使用的; (3)设计压力大于或者等于10mpa的; (4)本规程引用标准中要求逐张进行超声检测的。 2.5.2检测合格标准 钢板超声检测应当按照jb/t4730《承压设备无损检测》的规定进 行。符合本规程2.5.1第(1)项至第(3)项的钢板,合格等级不低于ⅱ级; 符合本规程2.5.1
Mo含量及热处理条件对压力容器钢氢蚀的影响 Mo含量及热处理条件对压力容器钢氢蚀的影响
格式:pdf
大小:284KB
页数:未知
4.3
1试验材料及试验方法试验材料的化学成分如表1所示,热处理条件示于表2。这些试验材料在内容量为3升的压热器中进行下述条件下的氢暴露试验:
压力容器 (2)
格式:pdf
大小:24KB
页数:13P
4.5
特种作业人员安全技术培训 压力容器安全操作 1、压力容器的概念 1)最高工作压力≥0.1mpa; 2)内直径≥0.15m,容积≥0.025m3; 3)介质为气体、液化气体和最高工作温度高于等于标准沸点的液体。 2、压力容器常用的分类方法有以下几种 1)按压力分类。按压力容器所承受压力的高低可分为低压、中压、高 压、超高压四个等级。 (1)、低压(代号l)0.1mpa≤p<1.6mpa,大多用于基本化学工业、 机器制造业以及冶金采矿等行业; (2)、中压(代号m)1.6mpa≤p<10mpa,多用于石油化学工业; (3)、高压(代号h)10mpa≤p<100mpa,主要用于氮肥工业和部分 石油化学工业; (4)、超高压(代号u)p≥100mpa,目前使用不多,除实验设备外, 用于工业生产的大部分是高分子聚合设备和人造水晶设备等。 2)《容规》对压力容器的分类 一
压力容器告知书
格式:pdf
大小:49KB
页数:4P
4.6
tszs003-2003 特种设备 安装告知书 施工单位:江西省安装工程有限公司 设备种类:压力容器 施工类别:安装 告知日期:2010-11-23 国家质量监督检验检疫总局制 -1- 工程情况 工程名称大连北良200t/d植物油精炼项目 建设单位名称大连北良企业集团有限公司 建设单位地址辽宁省大连市开发区北良港-大连北良企业集团有限公司 工程负责人王晶莹电话13591300798 工程设计单位武汉皇冠友谊油脂工程有限公司 合同编号dlbl2010-06-10-01合同签订日期2010年7月 主要施工项目压力容器设备安装设备数2台 工程计划 施工日期 开工2010年8月1日工程总预 算(万元) 安装 竣工2010年11月8日设备 施工单位基本情况 单位名称江西省安装工程有限公司锅炉窑炉分公司 单位
压力容器常用标准
格式:pdf
大小:13KB
页数:6P
4.7
标准是科学、技术和实践经验的总结。为在一定的范围内获得最佳秩序,对实际的或潜 在的问题制定共同的和重复使用的规则的活动,即制定、发布及实施标准的过程,称为标准 化。开放的复杂巨系统理论视角下的科技创新体系将标准化作为面向创新2.0的科技创新体 系的重要支撑以及是技术创新体系、知识社会环境下技术2.0的重要轴心。早在七十年代, 钱学森就提出要加强标准、标准化工作及其科学研究以应对现代化、国际化的发展环境。通 过标准及标准化工作,以及相关技术政策的实施,可以整合和引导社会资源,激活科技要素, 推动自主创新与开放创新,加速技术积累、科技进步、成果推广、创新扩散、产业升级以及 经济、社会、环境的全面、协调、可持续发展。 中国政府对压力容器的设计、制造、安装、使用、检验、修理和改造过程中的安全问题 非常重视,制定了以gb150《钢制压力容器》和《压力容器安全技术监察规程》为代表的中 国压力
带内筒大型立式压力容器现场整体热处理施工工法相关
文辑推荐
知识推荐
百科推荐

职位:消防检测维护人员
擅长专业:土建 安装 装饰 市政 园林


