

低浓度H2S酸性气硫回收系统改造总结
格式:pdf
大小:299KB
页数:4P
人气 :51
 4.7
4.7
介绍200kt/a煤制甲醇项目采用Clinsulf直接氧化工艺硫回收装置的工艺情况,针对系统经多次改造仍存在的尾气排放不达标、设备与管线易堵塞等问题,决定采用尾气焚烧装置替代尾气洗涤系统,焚烧后的尾气再入烟气氨法脱硫装置进行处理.改造后,系统硫回收率达到98.8%,尾气实现达标排放,并提高了烟气氨法脱硫装置硫酸铵的产量,实现了硫回收装置的长周期、满负荷、稳定运行,取得了良好的社会效益和经济效益.




硫化氢H2S浓度检测传感器
智能型h2s传感器 气体检测行业领先者 圣凯安科技 nesensortechnology 特点characteristic 本安电路设计,可带电热拔插操作 专业精选原装进口,兼容红外、电化学、催化、半导体等多种传感器 自带温度补偿,出厂精准标定,使用时无需再标定 模拟电压/电流和串口同时输出特点,方便客户调试及使用 最简化的外围电路,生产简单、操作方便 智能型硫化氢h2s气体传感器是专门针对气体探 测器生产企业推出的新型智能传感器,主要为解决 气体探测种类繁多、各品种传感器互不兼容、生产 标定复杂、核心器件更换限制等问题。 采用我司生产的智能型气体传感器则 只需开发一款产品,即可快速响应客户对不同气体 种类探测的需求,且生产过程简化,无需重新标定 ,大幅度降低企业的研发成本、生产成本,产品品 质也立即提升到国际一流水准。 该传感器操作方便、测量准确、
编辑推荐下载


合成氨装置氨回收系统改造运行总结
格式:pdf
大小:1.5MB
页数:3P
4.5
由于氨回收系统的高压洗氨泵和低压洗氨泵故障频繁,导致高压弛放气和低压不凝气因氨含量超标而放空针对存在的问题,从中压锅炉给水泵出口管道引锅炉水至高压洗氨系统和低压洗氨系统,洗氨后的高压弛放气和低压不凝气中氨含量完全满足设计指标要求,取得了较好的经济效益和环保效益。
低浓度H2S酸性气硫回收系统改造总结热门文档

吹风气余热回收系统改造总结
格式:pdf
大小:463KB
页数:3P
4.5
前言山西兰花科创化肥分公司造气车间现有吹风气余热回收装置两套,其中1#吹风气回收装置概况为:φ3800×13625燃烧炉配10t/h余热锅炉,配套造气风机为d450型,一台风机配3台φ2610造气炉生产,制气循环时间为120秒,吹风时间为25-27秒,设计回收4台造气炉吹风气余热,但实际只能回收3台炉左右,2008年以后造气由原来的小籽煤改烧煤球,制气循环时间为130秒,吹风时间为28-30

吹风气余热回收系统改造总结
格式:pdf
大小:90KB
页数:2P
4.5
山西兰花科技创业股份有限公司化肥分公司造气车间有吹风气余热回收装置2套,其中1#吹风气回收装置为:ф3800mm×13625mm燃烧炉配10t/h余热锅炉,配套造气风机为d450型,1台

合成氨装置氨回收系统改造运行总结
格式:pdf
大小:386KB
页数:3P
4.6
由于氨回收系统的高压洗氨泵和低压洗氨泵故障频繁,导致高压弛放气和低压不凝气因氨含量超标而放空。针对存在的问题,从中压锅炉给水泵出口管道引锅炉水至高压洗氨系统和低压洗氨系统,洗氨后的高压弛放气和低压不凝气中氨含量完全满足设计指标要求,取得了较好的经济效益和环保效益。
硫化氢H2S传感器
格式:pdf
大小:12KB
页数:2P
4.7
硫化氢h2s传感器 电化学气体传感器、红外气体传感器、催化燃烧气体传感器输出都是微小的 模拟信号,一般用户不可以直接使用这些传感器,因此圣凯安科技研究出来一个 相对独立的微型数字智能单元,此单元以模拟信号0-5v/4-20ma和数字串口信号 输出。 智能传感器通过测试数据传输或接收指令来实现:标定、漂移和非线性进行 补偿、零点温漂补偿、参数的设置、内检参数设置、测试数据输出等。智能传感 器使用则大有改观,首先自诊断功能在电源接通时进行自检,诊断测试以确定模 组有无故障;其次根据使用时间可以在线进行校正,微处理器利用存在eprom 内的的标定数据,进行对比校对。 4ne和7ne系列是专门针对气体探测器生产企业推出的新型智能传感器,主 要为解决气体探测种类繁多、各品种传感器互不兼容、生产标定复杂、核心器件 更换限制等问题。一旦采用智能传感器,只需开发一

硫化氢H2S气体传感器
格式:pdf
大小:300KB
页数:3P
4.5
智能型h2s传感器 气体检测行业领先者 圣凯安科技 nesensortechnology 特点characteristic 本安电路设计,可带电热拔插操作 专业精选原装进口,兼容红外、电化学、催化、半导体等多种传感器 自带温度补偿,出厂精准标定,使用时无需再标定 模拟电压/电流和串口同时输出特点,方便客户调试及使用 最简化的外围电路,生产简单、操作方便 智能型硫化氢h2s气体传感器是专门针对气体探 测器生产企业推出的新型智能传感器,主要为解决 气体探测种类繁多、各品种传感器互不兼容、生产 标定复杂、核心器件更换限制等问题。 采用我司生产的智能型气体传感器则 只需开发一款产品,即可快速响应客户对不同气体 种类探测的需求,且生产过程简化,无需重新标定 ,大幅度降低企业的研发成本、生产成本,产品品 质也立即提升到国际一流水准。 该传感器操作方便、测量准确、
低浓度H2S酸性气硫回收系统改造总结精华文档
铝粉回收系统改造与粉尘的回收
格式:pdf
大小:260KB
页数:3P
4.8
扼要地介绍了雾化铝粉粉尘飞扬的根源。探讨铝粉生产过程中粉尘的危险性、危害后果及防治措施等。通过布袋除尘器的选择与设计对原系统进行技术改造,取得了生产环境良好的效果。
金川公司化工厂硫酸Ⅰ系统改造总结
格式:pdf
大小:355KB
页数:3P
4.5
对金川有色金属公司化工厂硫酸一车间ⅰ系统进行了为期一年的扩能技改,充分利用现有设备和工艺,对大型塔、器进行修复和部分更新,对泵、风机等运转设备重新选型,对电气、仪表控制按照自动操作要求全部更新。改造后生产能力由原来的325kt/a扩大到93kt/a,各项技术指标基本达到了设计值,自动化水平显著提高,基本实现了计算机自动控制
铜洗再生气洗涤回收系统改造小结
格式:pdf
大小:498KB
页数:3P
4.8
通过增加1座洗涤塔和1台稀氨水水冷器,使洗涤塔塔顶再生气的氨含量由1.5%下降至0.2%、塔底排出的稀氨水的氨含量由1.6%提高至5.6%,使铜洗再生气回收系统满足了生产要求。

蒸汽凝结水回收系统改造
格式:pdf
大小:271KB
页数:6P
4.5
针对陕西天宏硅材料有限责任公司蒸汽凝结水回收系统试运行过程中出现的管路互相顶流、震动严重、凝结水回流不畅等问题,通过理论分析、计算及现场调试,提出了凝结水回收系统的改造方案,并付诸实施,解决了上述问题。对改造后整个凝结水回收系统进行经济效益计算,验证了凝结水回收系统的节能和环保效益。对凝结水回收系统的改造方案为工业用凝结水回收系统的设计、安装、管理等提供一定的参考价值。

益阳电厂灰水回收系统改造
格式:pdf
大小:189KB
页数:3P
4.5
简要地分析了原灰水回收系统运行存在的问题,提出了相应的全套技术改造方案,包括详细的设备选型依据和施工调试措施,系统改进后效益和作用明显.
低浓度H2S酸性气硫回收系统改造总结最新文档


两酸催化干气、液化及硫磺回收装置改造酸性气预热锅炉挖补施工方案
格式:pdf
大小:60KB
页数:8P
4.5
兰州石化公司两酸装置余热锅炉挖补检修 施工方案 编制: 审核: 审定: 部门会签: 批准: 审批意见单 两 酸 装 置 审 批 意 见 审批意见: 机 动 处 审 批 意 见 审批意见: 1工程概况 1.1工程概况 兰州石化公司两酸装置余热锅炉(e-3501)挖补检修赌漏工作,主要是余热 锅炉(e-3501)下降管加强接头与汽包壳体的焊接热影响区泄露蒸汽(共有三处), 需对余热锅炉(e-3501)下降管加强接头进行内、外挖补焊接并进行无损检测。 1.2工程特点 1.2.1两酸装置余热锅炉(e-3501)挖补检修赌漏工作,在装置中高空作业、余 热锅炉(e-3501)下降管加强管与汽包焊接热影响区进行挖补修磨及无损探伤。 挖补修磨完进行液压试压工作。由于操作温度较高、压力较大;余热锅炉(e-3501) 下降管挖补焊接汽包内部介质多属易燃易爆介质,在挖补工作前必须
低温甲醇洗系统酸性气解吸工艺技术改造
格式:pdf
大小:322KB
页数:5P
4.3
针对低温甲醇洗系统酸性气解吸过程中存在的问题,提出相应技术改造方案。通过提高甲醇吸收量、降低闪蒸压力,可有效降低燃料气中co2、h2s含量;提高气提氮气量,可以降低ch4、co、h2等有效组分向大气中的排放量。改造后取得较好经济效益。
低温甲醇洗系统酸性气解吸工艺技术改造
格式:pdf
大小:613KB
页数:6P
4.7
针对低温甲醇洗系统酸性气解吸过程中存在的问题,提出相应技术改造方案。通过提高甲醇吸收量、降低闪蒸压力,可有效降低燃料气中co_2、h_2s含量;提高气提氮气量,可以降低ch_4、co、h_2等有效组分向大气中的排放量。改造后取得较好经济效益。
800Nm3/h氢气回收系统的扩容改造
格式:pdf
大小:141KB
页数:2P
4.7
金堆城钼业股份有限公司金属分公司钼粉二分厂对国产平四管还原炉生产线配套的800m3氢气回收系统进行了扩容改造,减少了系统运行故障,提升了钼粉产能.
 硫磺回收酸性气不放火炬低负荷运行
硫磺回收酸性气不放火炬低负荷运行 硫磺回收酸性气不放火炬低负荷运行
格式:pdf
大小:71KB
页数:未知
4.4
主要介绍硫磺回收装置在开工初期酸性气不放火炬实现低负荷开工,针对开工初期酸性气量少,达不到设计最低负荷的工况下进行开工采取的措施,并能够平稳运行。
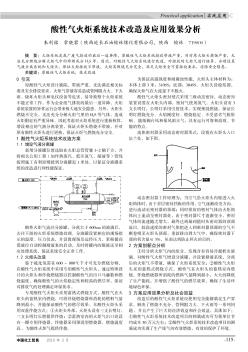
酸性气火炬系统技术改造及应用效果分析
格式:pdf
大小:2.0MB
页数:1P
4.8
火炬系统是我厂废气排放的最后一道屏障;原酸性气火炬系统排放带液严重;同时原火炬头腐蚀严重;无法充分燃烧分解火炬气中的难燃成分h2s等.因此;对酸性气火炬系统进行改造;对排放的火炬气进行核算;合理设置气液分离系统和火炬头;保证火炬排放不带液;火炬其燃烧充分完全;满足火炬安全可靠排放要求;消除安全隐患.
氢气回收系统优化改造
格式:pdf
大小:1.5MB
页数:2P
4.7
氢气是钼粉生产的还原性气体,氢气的质量在很大程度上决定了产品钼粉的主要物理及化学指标.氢气回收系统作为处理回收氢气的装置,主要是将回收气体中的粉尘、水分及杂质气体降低,使回收气体的露点、杂质含量降低至钼粉还原所需要的水平,达到氢气的循环利用【1-3】.通过对原有氢回收系统的改造,实现了系统运行的稳定性,简化了处理过程,提高了气体质量,降低了过程能耗,直接降低了钼粉的生产成本,使产品更具有市场竞争力.
脱硫系统改造及运行总结
格式:pdf
大小:259KB
页数:4P
4.6
简要介绍半脱、变脱系统的工艺、设备概况,并针对存在的问题实施了技术改造,达到了较好的工艺指标和运行效果。还介绍了加强脱硫操作管理。
齐鲁石化720kt/a乙烯及其回收系统改造启动
格式:pdf
大小:122KB
页数:1P
4.4
中石化齐鲁石化股份公司720kt/a乙烯装置及其乙烯回收系统改造工程已正式启动。中石化齐鲁石化股份公司是我国最大的乙烯及合成树
低浓度H2S酸性气硫回收系统改造总结相关
文辑推荐
知识推荐
百科推荐


职位:暖通专业审图师
擅长专业:土建 安装 装饰 市政 园林


