

对冷轧酸洗线带钢卷取张力控制的一种电气传动改造方法
格式:pdf
大小:378KB
页数:3P
人气 :85
 4.7
4.7
酸洗在冷轧工艺中主要是清除带钢表面氧化铁,为轧机提供合格坯料。推拉式酸洗线卷取张力根据工艺需求,对于规格各异的钢卷要求可以调整张力的大小,在每卷卷取中又要保持张力的恒定。本文通过对重钢冷轧厂酸洗线工艺及控制程序和电气传动的分析,提出一种通过修改传动装置参数,配合PLC程序和HMI画面,实现由上位机经过通讯远程调整张力辊电机电流的办法,来控制张力辊电机电磁转矩变化,达到控制卷取张力的目的。该张力控制方案经现场调试、生产实施后很大程度提高了酸洗线张力控制的自动化水平,并对酸洗线二期的自动化方案设计具有借鉴意义。



 冷轧酸洗线带钢卷取张力控制的一种电气传动改造方法
冷轧酸洗线带钢卷取张力控制的一种电气传动改造方法 冷轧酸洗线带钢卷取张力控制的一种电气传动改造方法
酸洗在冷轧工艺中主要是清除带钢表面氧化铁,为轧机提供合格坯料。推拉武酸洗线卷取张力根据工艺需求,对于规格各异的钢卷要求可以调整张力的大小,在每卷卷取中又要保持张力的恒定。本文通过对重钢冷轧厂酸洗线工艺及控制程序和电气传动的分析,提出一种通过修改传动装置参数,配合plc程序和hmi画面,实现由上位机经过通讯远程调整张力辊电机电流的办法,来控制张力辊电机电磁转矩变化,达到控制卷取张力的目的。
低碳冷轧带钢卷取拉钢的控制 低碳冷轧带钢卷取拉钢的控制
针对唐山不锈钢有限责任公司1580mm热轧带钢生产线低碳冷轧料在距离带钢头部110m处出现宽度严重拉窄缩颈的现象,通过调整卷取机咬入过程的力矩限幅程序,优化层冷辊道超前率、夹送辊超前率、带钢屈服强度、张力分配等参数,基本解决了带钢头部的颈缩现象,满足了用户的使用要求。
编辑推荐下载
冷轧薄板厂酸洗线带钢对中装置的改造
格式:pdf
大小:109KB
页数:2P
4.7
宝钢集团八钢公司冷轧酸洗线原卷前对中装置对中精度低、故障率高、对中开档小,所以对对中装置进行改进设计,使其达到了理想的使用效果。
冷轧带钢卷取机设计
格式:pdf
大小:3.7MB
页数:77P
4.3
本科毕业设计(论文)通过答辩 1 摘要 卷取机是冷轧带钢生产的重要设备,将轧制的很长的带钢卷成钢卷,有利于生产、 运输和储存。近年来,冷轧机向高速度、大卷重、自动化方向发展,在卷取机结构上也 做了较大的改进。大张力卷取机要求卷筒强度高,刚度大、带钳口,采用四棱锥卷筒; 高速卷取机要求卷筒胀开后外径为一整圆,四棱锥结构卷筒的扇形板对称,动平衡性能 好,卷筒飞轮力矩小,棱锥强度高,扇形板刚度大,卷筒可以整体更换,完全适应高速 连轧机的卷取要求。 为了满足现代化生产的需要,本次设计的这种新型的带材卷取机,在结构上采用机 械钳口的卷筒,卷筒由四块扇形板组成,在扇形板上设有钳口,用于夹紧带钢。当卷取 结束时,通过液压缸推动棱锥轴移动,扇形板收缩卸下带卷。在设计过程中对卷筒的径 向压力进行了精确的计算,并对卷筒强度进行了准确校核。同时,还对卷筒胀缩机构的 液压缸和钳口等部件进行了详细的受力分析和相
对冷轧酸洗线带钢卷取张力控制一种电气传动改造方法热门文档
热轧带钢卷取问题分析 热轧带钢卷取问题分析
格式:pdf
大小:64KB
页数:未知
4.7
分析了热轧带钢卷取过程中出现的塔形、错层等质量缺陷,总结了卷取事故处理方法,对得到良好卷形和更好地处理现场事故具有指导意义。
高强度薄规格带钢卷取控制策略 高强度薄规格带钢卷取控制策略
格式:pdf
大小:199KB
页数:未知
4.6
介绍柳钢1450线卷取机的基本时序控制,分析卷取高强度钢卷过程影响卷型的主要因素,采取针对性改进措施,明显提高了该系列钢种的卷型质量。
带钢卷取机对边纠偏控制系统研究
格式:pdf
大小:15.5MB
页数:76P
4.8
뚫놱듳톧쮶쪿톧캻싛컄듸룖뻭좡믺뛔뇟뻀욫뿘훆쾵춳퇐뺿탕쏻ꎺ맹훎뢻짪쟫톧캻벶뇰ꎺ쮶쪿튵ꎺ믺킵뗧ퟓ릤돌횸떼뷌쪦ꎺ훜뛷쳎20060101 듸룖뻭좡믺뛔뇟뻀욫뿘훆쾵춳퇐뺿ퟷ헟ꎺ맹훎뢻톧캻쫚폨떥캻ꎺ뚫놱듳톧닎뾼컄쿗(50쳵ì1.wꆤlꆤ싞늮듄.췵춢샤퓾듸룖짺닺19852.헔볒뾥냥듸룖짺닺19923.ퟞ볒쿩퓾룖믺킵20004.쇵놦퇜퓾룖믺킵짨놸20045.믆뮪쟥퓾룖믺킵19806.돂폂.샮쳬쪯듸닄뗄뻀욫뿘훆[웚뾯싛컄æ-믺뒲폫튺톹2003(6)7.훜맺펯듸룖뻭좡짨놸19928.슬뎤릢.샮뷰솼튺톹쯅럾뿘훆쾵춳뗄럖컶폫짨볆19919.췵믽캰.컢헱쮳뿘훆릤돌믹뒡200110.탻쎷닓.탬튫.몫뺲쳔놦룖뿭듸룖샤퓾짺닺릤틕199811.돂쿩뇲

恒张力控制系统在卷取机改造应用
格式:pdf
大小:206KB
页数:2P
4.7
本文叙述了在某厂的无纺布卷取机技术改造中,综合运用了以张力控制器、张力传感器、磁粉离合器组成的恒张力控制系统解决了原设备影响产品质量和产量的技术问题,取得了良好的经济效益。
对冷轧酸洗线带钢卷取张力控制一种电气传动改造方法精华文档
宝钢不锈钢碳钢酸洗线卷取机张力控制系统建模 宝钢不锈钢碳钢酸洗线卷取机张力控制系统建模
格式:pdf
大小:135KB
页数:2P
4.6
冷轧带钢卷取是冷轧生产的最后一道工序,卷取质量的好坏,主要取决于卷取机张力控制的精度.本研究课题以宝钢不锈钢碳钢酸洗线建设为背景,为该产线研究开发了一套不依赖张力检测的间接张力控制系统,其张力控制精度满足企业生产需要,投资成本大大低于进口设备.经过研究,本课题总结出了卷取电机转矩与带钢张力的对应关系,把电机转矩作为控制量,建立了卷取张力间接控制的数学模型.为了对电机转矩进行控制,本课题还开发出了一种新型的钢卷直径简便测量方法.
热轧带钢卷取机夹送辊控制方式的改进 热轧带钢卷取机夹送辊控制方式的改进
格式:pdf
大小:188KB
页数:未知
4.8
针对新疆八一钢铁股份有限公司1750mm热轧生产线卷取机夹送辊和卷筒之间的速度和张力控制存在的一些问题,提出了在精轧机抛钢后卷取机夹送辊采用速度控制的改进方法,减少了厚规格带钢在卷取区域发生尾部划伤的几率,实现了厚15mm以上x70钢等极限规格的顺利卷取。
分析冷轧酸洗钢板表面黑斑缺陷 分析冷轧酸洗钢板表面黑斑缺陷
格式:pdf
大小:318KB
页数:未知
4.7
冷轧酸洗特性的钢板表层,很易凸显黑斑。选出某规格下的钢板,在拟定好的试验温度以下,预设了酸洗试验。试验得来的现场钢板,解析了它的表层特性。试验得来的结果表征着,冷轧酸洗制备出来的钢板黑斑,是酸洗残存下来的氧化铁皮,密切关涉热轧技术。冷轧酸洗特性的这种钢板,黑斑主要涵盖着氧化铁。温度递增时,表层附带着的铁皮变厚,很易附着斑痕。
热轧带钢卷取塔形问题分析及控制措施 热轧带钢卷取塔形问题分析及控制措施
格式:pdf
大小:257KB
页数:未知
4.5
通过对生产过程的分析,卷取塔形主要由带钢头部不均匀受力产生的内塔形及尾部张力减少产生的外塔形导致。改造卷取机侧导尺平行度及短行程控制时序,解决了内塔形的问题;上夹送辊凸度为0.75mm,下夹送辊凸度为1.5mm,合理配置辊型;同时开发了夹送辊压力修正功能并优化卷取机张力设定。优化改进后,由于塔形问题产生的次品量减少60%,提高了热轧带钢综合合格率。
对冷轧酸洗线带钢卷取张力控制一种电气传动改造方法最新文档
酸洗线开卷机与卷取机的故障分析及改造
格式:pdf
大小:183KB
页数:1P
4.5
随着科学技术的不断发展,某些生产设备的更新换代工作日益频繁,但也存在诸多缺陷。在引进酸洗线开卷机以及卷取设备的过程中,由于多种因素的限制,容易造成轴承发热现象的出现,并可能造成轴承烧死的事故。对这一事故进行判定的分析可以发现,其原有的设计规划存在一定的不合理之处。本文通过对其原理的分析,提出多种切实性的改造方案,并为生产与设计者提供些许参考与建议。
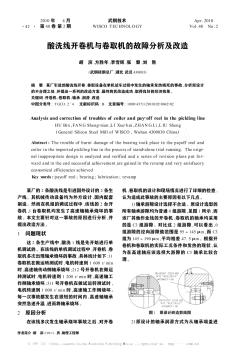
酸洗线开卷机与卷取机的故障分析及改造
格式:pdf
大小:417KB
页数:2P
4.3
某厂引进的酸洗线开卷、卷取设备在单机试车过程中发生的轴承发热烧死的事故,分析原设计的不合理之处,并提出一系列的改造方案,最终将其改造成功,取得良好的经济效果。
彩涂钢板生产线卷取机张力控制 彩涂钢板生产线卷取机张力控制
格式:pdf
大小:104KB
页数:1P
4.4
在彩涂钢板生产的过程中,对于卷取机张力的控制是其中的重要环节,其对钢板和彩涂层的质量和性能有着较大的影响,科学化的控制模式能够有效提升彩涂钢板的生产效率。本文即是对彩涂钢板生产线卷取机张力的控制方法进行探讨,首先分析了彩涂钢板的生产工艺流程,并对卷取机的张力控制原理进行分析,最后阐述了控制卷取机张力的具体方法,以期能为相关工作提供参考。
一种卷取带钢用橡胶套筒 一种卷取带钢用橡胶套筒
格式:pdf
大小:65KB
页数:未知
4.6
本实用新型橡胶套筒内设有气囊,橡胶套筒体包括内层硬橡胶层、表面软橡胶层,气囊沿母线位置设在橡胶套筒的表面软橡胶层内。他能够降低定位要求,能适应各种带钢的厚度变化,减少或消除带头压痕.
一种卷取带钢用橡胶套筒 一种卷取带钢用橡胶套筒
格式:pdf
大小:367KB
页数:1P
4.4
本实用新型橡胶套筒内设有气囊,橡胶套筒体包括内层硬橡胶层、表面软橡胶层,气囊沿母线位置设在橡胶套筒的表面软橡胶层内。他能够降低定位要求,能适应各种带钢的厚度变化,减少或消
宝钢三热轧带钢卷取温度控制改善方法的研究与实践 宝钢三热轧带钢卷取温度控制改善方法的研究与实践
格式:pdf
大小:1021KB
页数:5P
4.4
层流冷却是热轧的一道重要工序,其控制精度对带钢物理性能具有重要影响。在宝钢三热轧实际生产中发现部分带钢尾部卷取温度单向偏高或偏低,引起质量损失。质量损失的主要成因在于基于带钢中间坯测量值计算的带钢理论长度与实际值偏差过大,导致带钢运行图预报不准。通过采用特定传感信号对带钢长度及运行图进行修正,达到了理想效果。
冷轧酸洗线工艺管道施工管理 冷轧酸洗线工艺管道施工管理
格式:pdf
大小:196KB
页数:2P
4.3
对冷轧厂酸洗线及其工艺管道进行了介绍,分析了用于酸洗线的管道类型和特点,对酸洗工艺管道施工管理进行了研究,并提出管道工程施工管理中的注意环节,以确保管道工程施工质量。
冷轧酸洗钢板表面黑斑缺陷分析 冷轧酸洗钢板表面黑斑缺陷分析
格式:pdf
大小:422KB
页数:3P
4.6
针对冷轧酸洗钢板黑斑缺陷问题,对q195、stl3钢在不同试验温度下进行了氧化铁皮的生成、冷却、酸洗试验,对试验后的试样和生产现场钢板的表面进行了微观分析。结果表明:冷轧酸洗钢板黑斑实质上是未完全酸洗掉而残存的氧化铁皮,是由热轧工艺引起;冷轧酸洗钢板黑斑主要由fe3o4和feo组成;温度越高,表面氧化铁皮越厚,fe3o4含量越高,冷轧酸洗钢板越易产生黑斑。
一种通过PLC控制钢卷自动对中的方法 一种通过PLC控制钢卷自动对中的方法
格式:pdf
大小:224KB
页数:2P
4.8
介绍了一种通过简单的检测方案,测量出钢卷在步进梁上偏离位置中心的距离,并通过plc控制对中小车实现钢卷修正偏差的方法。此方法提高了钢卷输送过程中的可靠性,并已在实际应用中得到验证,作为一种区别与传统检测方案的新方法,具有较好的推广价值。
对冷轧酸洗线带钢卷取张力控制一种电气传动改造方法相关
文辑推荐
知识推荐
百科推荐


职位:暖通弱点电气工程师
擅长专业:土建 安装 装饰 市政 园林


