

电缆热缩接头
格式:pdf
大小:158KB
页数:10P
人气 :73
 4.3
4.3
中华人民共和国电力行业标准 DL413— 91 35kV 及以下电力电缆热缩型附件应用技术条件 中华人民共和国能源部 1991-12-02 批准 1992-04-01 实施 1 总则 1.1 适用范围 1.1.1 本标准适用于 35kV 及以下塑料绝缘电力电缆热缩接头和终端头。 1.1.2 本标准适用于 10kV 及以下油浸纸绝缘金属护套电力电缆热缩终端头。 1.2 使用条件 热缩附件可在下列条件下正常运行: a.环境温度 -40~50℃; b.热缩附件长期工作温度、过载温度和短路温度与其配套装配的电缆一致; c.户外热缩终端头用于严重污秽、强烈振动、冰雪严重地区应采取相应加强措施。 2 引用标准 JB2926 粘性油浸纸绝缘金属护套电力电缆; JB2927 不滴流油浸纸绝缘金属护套电力电缆; GB11033 额定电压 26/35kV 及以下电力电缆附件基本性能要求; GB5589 电缆附



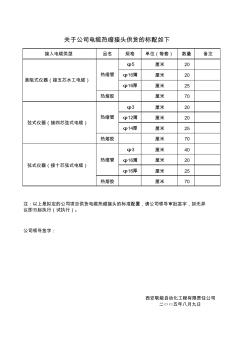
电缆热缩接头的配置方法
接入电缆类型品名规格单位(每套)数量备注 φ5厘米20 φ16薄厘米20 φ16厚厘米25 热熔胶厘米70 φ3厘米20 φ12薄厘米20 φ14厚厘米25 热熔胶厘米70 φ3厘米40 φ16薄厘米20 φ16厚厘米25 热熔胶厘米70 公司领导签字: 注:以上是拟定的公司项目供货电缆热缩接头的标准配置,请公司领导审批签字,如无异 议即日起执行(试执行)。 西安联能自动化工程有限责任公司 二○○五年八月九日 弦式仪器(接十芯弦式电缆) 热缩管 关于公司电缆热缩接头供货的标配如下 弦式仪器(接四芯弦式电缆) 差阻式仪器(接五芯水工电缆) 热缩管 热缩管
 电力电缆的设计及电缆热缩接头常见故障
电力电缆的设计及电缆热缩接头常见故障 电力电缆的设计及电缆热缩接头常见故障
1电力电缆的设计1.1电缆型号的选择我国目前生产的10kv交联聚乙烯绝缘聚氯乙烯护套电力电缆(yjv)、(yjlv)系列和交联聚乙烯绝缘聚氯乙烯护套电力电缆(yjy)、(yjly)系列,具有良好的电气性能,耐水、抗酸碱、防腐蚀,
编辑推荐下载
10kV交联电缆热缩接头制作工艺
格式:pdf
大小:160KB
页数:3P
4.7
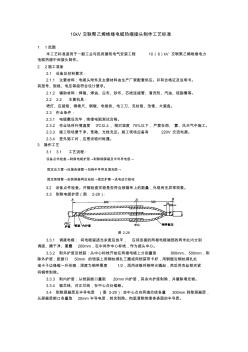
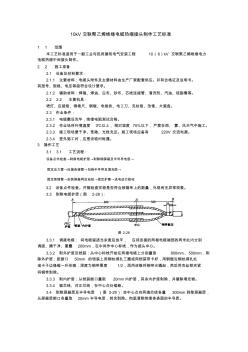
10kv交联聚乙烯绝缘电缆热缩接头制作工艺标准 11范围 本工艺标准适用于一般工业与民用建筑电气安装工程10(6)kv交联聚乙烯绝缘电力 电缆热缩中间接头制作。 22施工准备 2.1设备及材料要求: 2.1.1主要材料:电缆头附件及主要材料由生产厂家配套供应。并有合格证及说明书。 其型号、规格、电压等级符合设计要求。 2.1.2辅助材料:焊锡、焊油、白布、砂布、芯线连接管、清洗剂、汽油、硅脂膏等。 2.22.2主要机具: 喷灯、压接钳、钢卷尺、钢锯、电烙铁、电工刀、克丝钳、改锥、大瓷盘。 2.3作业条件: 2.3.1电缆敷设完毕,绝缘电阻测试合格。 2.3.2作业场所环境温度0℃以上,相对湿度70%以下,严禁在雨、雾、风天气中施工。 2.3.3施工现场要干净、宽敞、光线充足。施工现场应备有220v交流电源。 2.3.4室外施工时,应搭设临时帐蓬。 3
井下高压电缆热缩接头制作关键程序分析与控制 井下高压电缆热缩接头制作关键程序分析与控制
格式:pdf
大小:173KB
页数:3P
4.4
在井下潮湿、多尘环境下,高压电缆热缩接头施工质量不易保证。结合生产实践和热缩接头的施工过程进行分析,认为施工的环境控制与保护、电应力管和铅笔头的制作、施工火焰温度的控制和最终的耐压试验是施工的关键程序,对4个步骤进行有效控制,可解决井下热缩接头施工质量不高的问题,确保井下的供电安全。
电缆热缩接头热门文档
10kV电缆热缩接头制作中出现的问题解析 10kV电缆热缩接头制作中出现的问题解析
格式:pdf
大小:158KB
页数:2P
4.6
制作电缆接头必须严格按照工艺要求,如果制作质量不合格,将可能导致电缆事故的发生。结合维修工作实践,解析了几例10kv交联聚乙烯绝缘电缆热缩接头制作工艺中出现的问题。

交联聚乙烯绝缘电缆热缩接头制作
格式:pdf
大小:155KB
页数:5P
4.4
1/1 10kv交联聚乙烯绝缘电缆热缩接头制作工艺标准技术交底 1技术交底范围 本工艺标准适用于一般工业与民用建筑电气安装工程10(6)kv交联聚乙烯绝缘电力电 缆热缩中间接头制作。 2设计情况 根据不同工程的情况具体而定。 3施工工艺流程 3.1设备及材料要求: 3.1.1主要材料: 电缆头附件及主要材料由生产厂家配套供应。并有合格证及说明书。其型号、规格、电压 等级符合设计要求。 3.1.2辅助材料: 焊锡、焊油、白布、砂布、芯线连接管、清洗剂、汽油、硅脂膏等。 3.1.3主要机具: 喷灯、压接钳、钢卷尺、钢锯、电烙铁、电工刀、克丝钳、改锥、大瓷盘。 3.2作业条件: 电缆敷设完毕,绝缘电阻测试合格。作业场所环境温度0℃以上,相对湿度70%以下,严 禁在雨、雾、风天气中施工。施工现场要干净、宽敞、光线充足。施工现场应备有220v交流 电源。室外施工时,应搭设临时帐蓬。 4
交联电缆热缩接头常见故障及对策 交联电缆热缩接头常见故障及对策
格式:pdf
大小:255KB
页数:3P
4.5
针对电缆热缩接头在施工中存在的问题,进行了分析、总结,找出了电缆热缩接头故障的主要原因,并提出了防范措施。
10kV交联电缆热缩接头常见故障及对策 10kV交联电缆热缩接头常见故障及对策
格式:pdf
大小:472KB
页数:3P
4.4
通过对10kv交联电缆热缩接头常见故障的分析总结,找出了造成短路故障的主要原因,制定了行之有效的预防对策。
高压电缆热缩接头技术在生产中的应用 高压电缆热缩接头技术在生产中的应用
格式:pdf
大小:145KB
页数:2P
4.7
该文对高压电力电缆热缩式接头性能及热缩式接头工艺进行分析,并提出了在煤矿井下应用注意事项。实践表明,热收缩式接头具有良好的密封性能、绝缘性能,适宜煤矿井下恶劣的运行环境。
电缆热缩接头精华文档

10KV高压电缆中间热缩接头制作详细过程
格式:pdf
大小:10.6MB
页数:11P
4.7
实用文案 标准文档 10kv高压电缆中间接头制作详细过程! 本次接头制作选用jsy10/3.270-120mm热缩套件,浙江红光金具电器有限公司生产。 1,切割电缆。将待接头的两段电缆自断口处交叠,交叠长度为200~300mm;量取交叠长度的中心线并作记 号,同时将黑色填充保留后翻,不要割断。 附件1141546154954.jpg(94.82kb)2006-3-516:09 2,芯线处理:将热缩套件中一长一短两根直径最大的黑色塑料管分别套入两段电缆,然后处理线芯。 附件1141546262557.jpg(105.98kb)2006-3-516:11 3,铅笔头特写 铅笔头处理用来分散电场分布应力。 实用文案 标准文档 附件1141546342312.jpg(100.29kb)2006-3-516:12 4,清洁半导层 用附带的清洗剂清

10KV高压电缆中间热缩接头制作详细过程 (2)
格式:pdf
大小:10.6MB
页数:11P
4.3
实用文案 标准文档 10kv高压电缆中间接头制作详细过程! 本次接头制作选用jsy10/3.270-120mm热缩套件,浙江红光金具电器有限公司生产。 1,切割电缆。将待接头的两段电缆自断口处交叠,交叠长度为200~300mm;量取交叠长度的中心线并作记 号,同时将黑色填充保留后翻,不要割断。 附件1141546154954.jpg(94.82kb)2006-3-516:09 2,芯线处理:将热缩套件中一长一短两根直径最大的黑色塑料管分别套入两段电缆,然后处理线芯。 附件1141546262557.jpg(105.98kb)2006-3-516:11 3,铅笔头特写 铅笔头处理用来分散电场分布应力。 实用文案 标准文档 附件1141546342312.jpg(100.29kb)2006-3-516:12 4,清洁半导层 用附带的清洗剂清

KV高压电缆中间热缩接头制作详细过程
格式:pdf
大小:10.7MB
页数:11P
4.6
10kv高压电缆中间接头制作详细过程! 本次接头制作选用jsy10/70-120mm热缩套件,浙江红光金具电器有限公司生产。 1,切割电缆。将待接头的两段电缆自断口处交叠,交叠长度为200~300mm;量取交叠长度的中心线并作 记号,同时将黑色填充保留后翻,不要割断。 附件.jpgkb)2006-3-516:09 2,芯线处理:将热缩套件中一长一短两根直径最大的黑色塑料管分别套入两段电缆,然后处理线芯。 附件.jpgkb)2006-3-516:11 3,铅笔头特写 铅笔头处理用来分散电场分布应力。 附件.jpgkb)2006-3-516:12 4,清洁半导层 用附带的清洗剂清洁芯线(注意整个过程操作者要保持手的干净) 附件.jpgkb)2006-3-516:13 5,包缠应力疏散胶并套入应力控制管(图中黑色短管) 附件.jpgkb)2006-
高压电缆辐射交联热缩接头在煤矿中的应用 高压电缆辐射交联热缩接头在煤矿中的应用
格式:pdf
大小:143KB
页数:2P
4.8
介绍了普通电力工业推广应用的高压电缆辐射交联热缩接头新工艺在郑煤集团公司的应用,论述了采用新工艺电缆联接的操作方法和步骤,提出了主要注意事项。
10kV交联聚乙烯绝缘电缆热缩接头制作工艺标准
格式:pdf
大小:160KB
页数:3P
4.6
10kv交联聚乙烯绝缘电缆热缩接头制作工艺标准 11范围 本工艺标准适用于一般工业与民用建筑电气安装工程10(6)kv交联聚乙烯绝缘电力 电缆热缩中间接头制作。 22施工准备 2.1设备及材料要求: 2.1.1主要材料:电缆头附件及主要材料由生产厂家配套供应。并有合格证及说明书。 其型号、规格、电压等级符合设计要求。 2.1.2辅助材料:焊锡、焊油、白布、砂布、芯线连接管、清洗剂、汽油、硅脂膏等。 2.22.2主要机具: 喷灯、压接钳、钢卷尺、钢锯、电烙铁、电工刀、克丝钳、改锥、大瓷盘。 2.3作业条件: 2.3.1电缆敷设完毕,绝缘电阻测试合格。 2.3.2作业场所环境温度0℃以上,相对湿度70%以下,严禁在雨、雾、风天气中施工。 2.3.3施工现场要干净、宽敞、光线充足。施工现场应备有220v交流电源。 2.3.4室外施工时,应搭设临时帐蓬。
电缆热缩接头最新文档

006交联聚乙烯绝缘电缆热缩接头制作工艺
格式:doc
大小:39KB
页数:5P
4.6
交联聚乙烯绝缘电缆热缩接头制作 1范围 本工艺标准适用于一般工业与民用建筑电气安装工程10(6)kv交联聚乙烯绝缘电力电缆热缩中间接头制作。 2施工准备 2.1设备及材料要求: 2.1.1主要材料:电缆头附件及主要材料由生产厂家配套供应。并有合格证及说明书。其型号、规格、电压等级符合设计要求。 2.1.2辅助材料:焊锡、焊油、白布、砂布、芯线连接管、清洗剂、汽油、硅脂膏等。 2.2主要机具: 喷灯、压接钳、钢卷尺、钢锯、电铬铁、电工刀、克丝钳、改锥、大瓷盘。 2.3作业条件: 2.3.1电缆敷设完毕,绝缘电阻测试合格。 2.3.2作业场所环境温度0℃以上,相对湿度70%以下,严禁在雨、雾、风天气中施工。 2.3.3施工现场要干净、宽敞、光线充足。施
交联聚乙烯绝缘电缆热缩接头制作工艺大全
格式:pdf
大小:35KB
页数:6P
4.4
本文由吴江房产http://www.***.***/house/原创 本文由天津房产http://www.***.***/tianjinhouse/原创 交联聚乙烯绝缘电缆热缩接头制作工艺大全 1范围 本工艺标准适用于一般工业与民用建筑电气安装工程10(6)kv 交联聚乙烯绝缘电力电缆热缩中间接头制作。 2施工准备 2.1设备及材料要求: 2.1.1主要材料:电缆头附件及主要材料由生产厂家配套供应。 并有合格证及说明书。其型号、规格、电压等级符合设计要求。 2.1.2辅助材料:焊锡、焊油、白布、砂布、芯线连接管、清洗 剂、汽油、硅脂膏等。 2.2主要机具: 喷灯、压接钳、钢卷尺、钢锯、电铬铁、电工刀、克丝钳、改锥、 大瓷盘。 2.3作业条件: 2.3.1电缆敷设完毕,绝缘电阻测试合格。 2.3.2作业场所环境温度0℃以上,相对湿度70%以下,严禁在雨、
006交联聚乙烯绝缘电缆热缩接头制作工艺 (2)
格式:pdf
大小:22KB
页数:3P
4.5
交联聚乙烯绝缘电缆热缩接头制作 1范围 本工艺标准适用于一般工业与民用建筑电气安装工程10(6)kv交联聚乙烯绝缘电力 电缆热缩中间接头制作。 2施工准备 2.1设备及材料要求: 2.1.1主要材料:电缆头附件及主要材料由生产厂家配套供应。并有合格证及说明书。 其型号、规格、电压等级符合设计要求。 2.1.2辅助材料:焊锡、焊油、白布、砂布、芯线连接管、清洗剂、汽油、硅脂膏等。 2.2主要机具: 喷灯、压接钳、钢卷尺、钢锯、电铬铁、电工刀、克丝钳、改锥、大瓷盘。 2.3作业条件: 2.3.1电缆敷设完毕,绝缘电阻测试合格。 2.3.2作业场所环境温度0℃以上,相对湿度70%以下,严禁在雨、雾、风天气中施 工。 2.3.3施工现场要干净、宽敞、光线充足。施工现场应备有220v交流电源。 2.3.4室外施工时,应搭设临时帐篷。 3
006交联聚乙烯绝缘电缆热缩接头制作工艺
格式:pdf
大小:22KB
页数:3P
4.5
交联聚乙烯绝缘电缆热缩接头制作 1范围 本工艺标准适用于一般工业与民用建筑电气安装工程10(6)kv交联聚乙烯绝缘电力 电缆热缩中间接头制作。 2施工准备 2.1设备及材料要求: 2.1.1主要材料:电缆头附件及主要材料由生产厂家配套供应。并有合格证及说明书。 其型号、规格、电压等级符合设计要求。 2.1.2辅助材料:焊锡、焊油、白布、砂布、芯线连接管、清洗剂、汽油、硅脂膏等。 2.2主要机具: 喷灯、压接钳、钢卷尺、钢锯、电铬铁、电工刀、克丝钳、改锥、大瓷盘。 2.3作业条件: 2.3.1电缆敷设完毕,绝缘电阻测试合格。 2.3.2作业场所环境温度0℃以上,相对湿度70%以下,严禁在雨、雾、风天气中施 工。 2.3.3施工现场要干净、宽敞、光线充足。施工现场应备有220v交流电源。 2.3.4室外施工时,应搭设临时帐篷。 3
006_交联聚乙烯绝缘电缆热缩接头制作工艺
格式:pdf
大小:42KB
页数:3P
4.7
表c1-3技术交底记录 工程名称交底部位 工程编号日期 交底内容: 交联聚乙烯绝缘电缆热缩接头制作 1范围 本工艺标准适用于一般工业与民用建筑电气安装工程10(6)kv交联聚乙烯绝缘电力电缆热 缩中间接头制作。 2施工准备 2.1设备及材料要求: 2.1.1主要材料:电缆头附件及主要材料由生产厂家配套供应。并有合格证及说明书。其型 号、规格、电压等级符合设计要求。 2.1.2辅助材料:焊锡、焊油、白布、砂布、芯线连接管、清洗剂、汽油、硅脂膏等。 2.2主要机具: 喷灯、压接钳、钢卷尺、钢锯、电铬铁、电工刀、克丝钳、改锥、大瓷盘。 2.3作业条件: 2.3.1电缆敷设完毕,绝缘电阻测试合格。 2.3.2作业场所环境温度0℃以上,相对湿度70%以下,严禁在雨、雾、风天气中施
07-3106kV交联聚乙烯绝缘电缆热缩接头制作质量管理
格式:pdf
大小:214KB
页数:7P
4.4
tj1.5 技术交底记录 工程名称施工单位 交底部位工序名称 交底提要: 交底内容: 10(6)kv交联聚乙烯绝缘电缆热缩接头制作质量管理 依据标准: 《建筑工程施工质量验收统一标准》gb50300-2001 《建筑电气工程施工质量验收规范》gb50303-2002 1、范围 本工艺标准适用于一般工业与民用建筑电气安装工程10(6)kv交联聚乙烯绝缘电力电缆热缩中间接 头制作。 2、施工准备 2.1设备及材料要求: 2.1.1主要材料:电缆头附件及主要材料由生产厂家配套供应。并有合格证及说明书。其型号、规格、 电压等级符合设计要求。 2.1.2辅助材料:焊锡、焊油、白布、砂布、芯线连接管、清洗剂、汽油、硅脂膏等。 2.2主要机具: 喷灯、压接钳、钢卷尺、钢锯、电烙铁、电工刀、克丝钳、改锥、大瓷盘。 2.3作业条件: 2.3.1电缆敷设完毕,绝缘
施工工艺和施工标准006交联聚乙烯绝缘电缆热缩接头制作工艺
格式:pdf
大小:23KB
页数:3P
4.3
交联聚乙烯绝缘电缆热缩接头制作 1范围 本工艺标准适用于一般工业与民用建筑电气安装工程10(6)kv交联聚乙烯绝缘电力 电缆热缩中间接头制作。 2施工准备 2.1设备及材料要求: 2.1.1主要材料:电缆头附件及主要材料由生产厂家配套供应。并有合格证及说明书。 其型号、规格、电压等级符合设计要求。 2.1.2辅助材料:焊锡、焊油、白布、砂布、芯线连接管、清洗剂、汽油、硅脂膏等。 2.2主要机具: 喷灯、压接钳、钢卷尺、钢锯、电铬铁、电工刀、克丝钳、改锥、大瓷盘。 2.3作业条件: 2.3.1电缆敷设完毕,绝缘电阻测试合格。 2.3.2作业场所环境温度0℃以上,相对湿度70%以下,严禁在雨、雾、风天气中施 工。 2.3.3施工现场要干净、宽敞、光线充足。施工现场应备有220v交流电源。 2.3.4室外施工时,应搭设临时帐篷。 3
03、10(6)KV交联聚乙烯绝缘电缆热缩接头制作技术交底卡
格式:pdf
大小:83KB
页数:7P
4.8
专业技术负责人:交底人:接受人: 10(6)kv油纸绝缘电缆户内型终端头制作技术交底卡 gd2301003 施工单位 工程名称分部工程 交底部位日期年月日 交 底 内 容 1范围 本工艺标准适用于一般工业与民用建筑电气安装工程的10(6)kv电纸绝缘电缆户内终端头制作。 2施工准备 2.1设备及材料要求: 2.1.1电缆终端头应用定型产品,各部衔接处均应封闭严密,附件齐全,并有出厂合格证(表2-2、表 2-3)。 2.1.2电缆绝缘胶和环氧树脂胶应是定型产品,必须符合电压等级和设计要求,应有产品合格证,绝缘 胶应有理化和电气性能的试验单。 2.1.3固定电缆头的金属紧固件均应用热镀锌件,并配齐相应的螺母、垫圈和弹簧垫。 2.2主要机具: 2.2.1制作机具:喷灯
热缩中间电缆接头步骤
格式:pdf
大小:5KB
页数:2P
4.5
热缩中间电缆接头步骤 1.2.1对直电缆并进行定相,摇绝缘在合格范围,将需对接的两根电缆对直, 重迭200~300mm确定接头中心。 1.2.2剥外护套及铠装: 量取所需尺寸,剥去外护套,距断口50mm的铠装上绑扎线,其余剥除。 1.2.3剥内护层及填充物: 保留20mm内护层,其余剥除,并摘去填充物。 1.2.4锯芯线: 对正芯线,在中间点处锯开。 1.2.5剥屏蔽层及半导体层: 自中心点向两端芯线各量取300mm,剥去屏蔽层,保留20mm半导体层,清 除绝缘体表面半导体导电质。 1.2.6固定应力管: 在两侧的各相上套入应力管,搭盖铜层蔽层20mm,加热固定。 1.2.7套入管材: 在开剥电缆较长一边套入护套端头、密封套及护套筒部,每相芯线上套 入绝缘管(2根)、半导体管(2根)及铜网。在短的一边套入护套端头及密 封套。 1.2.8压接连接管:
电缆热缩接头相关
文辑推荐
知识推荐
百科推荐


职位:智能建造师
擅长专业:土建 安装 装饰 市政 园林


