

大口径直缝焊管机械扩径工艺的研究进展
格式:pdf
大小:145KB
页数:5P
人气 :57
 4.7
4.7
大口径直缝埋弧焊管在油气输送领域有着广泛的应用,掌握制造大型直缝焊管的核心技术——机械扩径技术对发展我国管线钢钢管制造业有着重要意义。介绍了大口径直缝埋弧焊管的机械扩径方法以及有限元仿真技术在大口径焊管机械扩径生产领域的近期研究成果,同时也探讨了大口径焊管机械扩径技术的发展趋势。



 直缝焊管机械扩径工艺技术研究
直缝焊管机械扩径工艺技术研究 直缝焊管机械扩径工艺技术研究
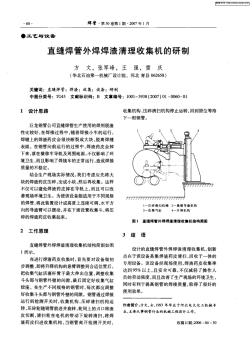
阐述了大口径直缝焊管生产线中扩径工序的作用及机械扩径方式的优势,简析了机械扩径的胀形过程及行程设计方法,分析了决定扩径后钢管几何尺寸精度、残余应力状态和机械性能变化等质量指标的工艺技术参数,指出了扩径工具的结构和轮廓参数对获得良好的钢管扩径质量的意义,讨论了影响机械扩径力大小的因素,并给出了扩径力的简化计算方法。
编辑推荐下载
管线用直缝焊管机械扩径及其影响因素研究 管线用直缝焊管机械扩径及其影响因素研究
格式:pdf
大小:795KB
页数:4P
4.7
利用非线性有限元软件,采用平面应变模型和轴对称模型,分析了大口径直缝焊管的机械扩径成形机理,得到直缝焊管全长扩径过程中的横截面和纵截面上的变形特征图。详细讨论了影响直缝焊管机械扩径质量的扩径率、轴向重叠量、管坯的形状误差和扇形块(扩径模具)与管坯内壁的摩擦与润滑等关键因素的作用。分析结果表明,尽管机械扩径过程非常复杂,影响成管质量的因素很多,但上述关键因素对成管的质量影响较大,掌握这些因素的影响规律,在实际生产中可以获得很好的扩径效果。
大口径直缝焊管生产线——O成型机安装技术 大口径直缝焊管生产线——O成型机安装技术
格式:pdf
大小:461KB
页数:5P
4.7
宝钢大口径直缝焊管工程是引进德国meer公司成套技术,主要设备均采取国内合作制造。该项目安装既没有国内经验可借鉴,也没有国外经验可参考。其中o成型机是关键设备,且其工艺复杂,安装质量要求高,故重点对安装工艺、安装方法、特殊专用工机具研究与应用和吊具、管道焊接技术等方面进行了介绍,可为新建同类工程提供借鉴和技术保证。
大口径直缝焊管机械扩径工艺进展热门文档
基于DSP的大口径直缝焊管用粗丝大功率GMAW电源的研究 基于DSP的大口径直缝焊管用粗丝大功率GMAW电源的研究
格式:pdf
大小:178KB
页数:4P
4.4
针对大口径直缝焊管粗丝gmaw工艺要求,提出了由两套软开关逆变主电路并联输出大功率的解决方案,在主电路拓扑上选用移相全桥zvzcspwm软开关电路拓扑。针对焊丝直径φ3.2mm,保护气体为φ(ar)70%+φ(co2)30%条件下的电弧特性,采用了恒电流外特性加变速送丝的方案。为改进电源动、静特性,提出兼顾平均电流控制模式和峰值电流控制模式优点的双闭环控制策略。为实现移相软开关,提出一种移相软开关pwm产生方案,实现了用一块tms320lf2407a芯片对两套并联软开关主电路的控制。对所研制的大功率电源进行了外特性测试,验证设计的正确性。
宝钢大口径直缝焊管中工具连接架的制造 宝钢大口径直缝焊管中工具连接架的制造
格式:pdf
大小:610KB
页数:4P
4.3
主要介绍国内第一条生产线宝钢大口径直缝焊管工程(uoe项目)中u成型机区工具连接架的制造过程。利用各种装夹工具、吊具及焊接方法来解决加工过程中零件长而薄易变形的困难,利用高精度水准仪和经纬仪随时检测加工过程中零件变形情况,并控制安装基准与加工定位基准一致以保证工具连接架的加工。
动态无功功率补偿装置在大口径直缝焊管生产线的应用 动态无功功率补偿装置在大口径直缝焊管生产线的应用
格式:pdf
大小:36KB
页数:3P
4.4
介绍了巨龙钢管有限公司大口径直缝钢管生产线低压无功补偿系统的设计和技术选型。实践表明,通过对低压电网进行无功功率补偿,既可减少电费支出,又能明显提高低压电网的供电质量,同时也可提高钢管生产的稳定性。
直缝焊管
格式:pdf
大小:621KB
页数:9P
4.5
直缝焊管 目录 简介 管子的成型工艺 焊接钢管 直缝焊管 一般焊管 直缝焊管的技术 直缝焊管质量检验 直缝焊管的材质 直缝焊管的用途 展开 简介 管子的成型工艺 焊接钢管 直缝焊管 一般焊管 直缝焊管的技术 直缝焊管质量检验 直缝焊管的材质 直缝焊管的用途 展开 编辑本段简介 直缝焊管,凡是生产直缝焊管,热扩管等,以带钢为生产原料,在高频焊接设备上进行直 缝焊接得到的管子都叫直缝焊管。(由于钢管的焊接处成一条直线故而得名)。其中按照用途 不同,又不同的后道生产工序,.(大致可分为脚手架管,流体管,电线套管,支架管,护栏管 等几种)。直缝焊管标准gb/t3091-2008而低压流体焊管是直缝焊管的一种,一般用水,煤气 的输送,在焊接完毕后比普通焊管多加以一道水压测试,故而低压流体管比普通直缝焊管价 格一般高出一点(按现在的市场价来说,大概高出80元左右)例如:焊接钢管流体
大口径直缝焊管机械扩径工艺进展精华文档
天津大邱庄螺旋焊管厂(天津直缝焊管厂)Q235B大口径焊管
格式:pdf
大小:518KB
页数:9P
4.7
天津大邱庄螺旋焊管厂(天津直缝焊管厂)q235b大口径焊管 规格规格规格规格 锅炉管高压合金 管热线 13820129962 022-60960782 022-81242272 (1)gb3087-2008 《低中压锅炉用 无缝钢管》规定。 化学成分试验方 法按gb222-84 及gb223《钢铁 及合金化学分析 方法》中的有关 部分。 (2)gb5310-2008 《高压锅炉用无 缝钢管》规定。 化学成分试验方 法按gb222-84 及《钢铁及合金 化学分析方法》、 gb223《钢铁及合 金化学分析方 法》中的有关部 分。 (3)进口锅 炉钢管的化学成 分检验按合同规 定的有关标准进 行。 13820129962022-60960783022-60960782 锅炉管采用钢 号 (1)优质碳 素结构钢钢号有 20g、20mng、 25mng。 (2)合金
大口径直缝埋弧焊管成型技术的进步
格式:pdf
大小:2.8MB
页数:6P
4.7
**资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.***
大口径螺旋焊管管端扩径机的改造 大口径螺旋焊管管端扩径机的改造
格式:pdf
大小:811KB
页数:4P
4.7
管端机械扩径是重大管线用螺旋焊管提高管端几何尺寸精度、方便管道施工的重要工艺环节,通过对管端扩径力的计算与分析,校核了设备的能力,提出了设备改进方案,并在西二线大口径螺旋焊管生产设备改造实践中得到成功验证,设备的可靠性得到保证。
大口径压制钢管纵缝焊接工艺 大口径压制钢管纵缝焊接工艺
格式:pdf
大小:520KB
页数:4P
4.4
通过对大口径有缝钢管压制及纵缝焊接工艺的研究.确定了合理的坡口形式,以及内缝co_2焊+外缝窄间隙埋弧焊的焊接工艺参数.工艺评定结果证明,接头性能均满足有关技术条件的要求.评定结果已应用于大口径管的制造.
大口径直缝焊管机械扩径工艺进展最新文档
低压流体焊管和直缝焊管
格式:pdf
大小:20KB
页数:11P
4.4
低压流体焊管和直缝焊管 直缝焊管是一种笼统得叫法,方式用钢带生产,在高频焊接设备直缝焊接的管子都叫直缝焊管。(由于钢 管的焊接处成一条直线故而得名)。 其中按照用途不同,又不同的后道生产工序.(大致可分为脚手架管,流体管,电线套管,支架管,护 栏管等几种) 而低压流体焊管是直缝焊管的一种,一般用水,煤气的输送,在焊接完毕后比普通焊管多加以一道水 压测试,故而低压流体管比普通直缝焊管价格一般高出一点(按现在的市场价来说,大概高出80元左右) 例如:焊接钢管流体管1寸(dn25)(就是φ33.5*3.25)价格大概在3950每吨。 而普通直缝焊管在3880左右。 无缝化钢管与无缝钢管的区别 市面上常见的焊管有几种,直缝焊管、螺旋焊管和无缝化焊管,但直缝焊管和螺旋焊管都非常好辩认,无 缝化. 焊管和无缝钢管的区别可以从几个方面来看: 首先焊管一般来说都
 直缝焊管成型机管形控制略探
直缝焊管成型机管形控制略探 直缝焊管成型机管形控制略探
格式:pdf
大小:171KB
页数:3P
4.4
阐述了直缝埋弧焊钢管生产线成型工序的重要性,探讨了3种比较适应该钢管成型机管形控制的方法,这就是三步成型法、弦高测量法、弦长测量法,分析了它们的使用方法及优缺点。为油气长输管道钢管的生产制造提供依据。
直缝焊管成型机效率相关问题探讨 直缝焊管成型机效率相关问题探讨
格式:pdf
大小:327KB
页数:5P
4.6
简要介绍了成型机的主要结构及工作原理。从成型机控制方面入手,分析了影响成型机效率的主要因素及成型机的控制程序,给出了具体的改进措施,如缩短进板时间、降低推板小车启停时间、提高推管小车的速度等。实际使用结果表明,该技术提高了进料辊道速度,缩短了钢板对中调整时间和推板小车的启停时间,提高了推板小车运行的效率,生产每根钢管可节约时间30s,有效提高了成型机的生产效率。
PROFIBUS-DP在直缝焊管扩径机电气控制系统上的应用 PROFIBUS-DP在直缝焊管扩径机电气控制系统上的应用
格式:pdf
大小:533KB
页数:4P
4.3
简要介绍了profibus-dp现场总线技术的特点及应用,直缝焊管扩径机的设备组成及工艺流程;重点介绍了直缝焊管扩径机电气控制系统以西门子s7-400作为核心控制元件,通过profibus-dp现场总线技术,实现plc与6se70变频器的通信控制及网络故障自诊断的应用。实际应用表明:自profibus-dp投入使用以来,直缝焊管扩径机运行平稳,系统响应速度快,控制精度高,网络通信稳定,"死网"情况极少发生。
直缝焊管多丝埋弧焊焊接工艺 直缝焊管多丝埋弧焊焊接工艺
格式:pdf
大小:466KB
页数:3P
4.8
以材质为x70,φ1016×26.2mm的直缝焊管为例,对其多丝埋弧焊焊接工艺进行了研究。对影响直缝焊管焊接质量的电源、焊剂、焊丝、焊接工艺参数进行了分析。通过分析,为各种不同口径、材质直缝焊管的多丝埋弧焊焊接工艺研究奠定了基础。

(整理)大口径直缝电焊钢管规定
格式:pdf
大小:106KB
页数:11P
4.7
................. ................. 大口径直缝电焊钢管 规定 项目名称 山东信发25万吨/年烧碱20 万吨/聚氯乙烯工程 分项名称所有装置 文件号01-00-0000-46-003 项目代号e06005设计阶段工程设计页数:1/11 大口径直缝电焊钢管规定 版次说明设计校核审核日期 本 文 件 产 权 属 ccecc 所 有 , 未 经 ccecc 书 面 许 可 不 准 复 制 或 转 让 第 三 方 。 ................. ................. 1概述 1.1本文件为山东信发25万吨/年烧碱20万吨/聚氯乙烯工程中乙炔、氯乙烯、烧碱、 vcm、公用工程装置管道材料,规定大口径
大口径直缝埋弧焊钢管生产线简介 大口径直缝埋弧焊钢管生产线简介
格式:pdf
大小:547KB
页数:4P
4.7
通过对我国第一条全新引进的石油天然气长输管线制管用直缝埋弧焊钢管生产线的介绍,以及jco(渐进压力成型)与uo两种成型方式的对比,提出直缝埋弧焊钢管生产线建设的建议
大口径直缝焊管机械扩径工艺进展相关
文辑推荐
知识推荐
百科推荐


职位:门窗材料跟单员
擅长专业:土建 安装 装饰 市政 园林


