

大口径螺旋焊管生产线的研制与应用
格式:pdf
大小:2.7MB
页数:11P
人气 :68
 4.8
4.8
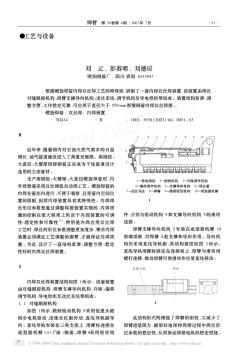
1 大口径螺旋焊管生产线的研制与应用 王昱 ( 中国石油天然气管道局钢管厂) 摘要: 介绍了管道局钢管厂研制的大口径螺旋焊管生产线的技术特点和应用情况,精 确、可靠、稳定的成型、焊接和检验技术是当代螺旋焊管生产技术的发展方向。 关键词 : 螺旋焊管 , 成型, 焊接, 无损检测, 铣边, 扩径, 大口径 1. 概述 近几年来,国内油气管道出现了前所未有的建设高潮, 给钢铁和制管企业带来巨大的发展机遇,同时,大口径、高 压力的输送技术的应用也给企业提出了新的挑战,如何适应 新的市场发展要求,成为摆在国内企业面前的课题。 螺旋焊管是一种传统的钢管产品,具有设备投资少;建 设周期短;同一宽度的卷板可以生产不同直径钢管的特点, 得到了广泛的应用。特别是在国内,已建设了上百条的生产 线,为国内外管道工程供应了大量的产品,满足工程建设的 要求。但在国内,满足重要管道工程建设要求的高水平生产 线的数量



大口径螺旋焊管 (2)
大口径螺旋焊管 一、发展历史: 螺旋焊管的出现为整个行业带来了翻天覆地的变化。我国制造螺旋焊管已有 多年的历史,螺旋焊管出现于1888年,1960年出现双面焊接后其焊缝质量大为 提高。就螺旋焊钢管机组主要用于生产钢管外径219~1220mm,壁厚为5~16mm, 长度为6-35m输送管道用钢管,管桩和和某些机械结构用管。现在国内生产的螺 旋焊钢管规格外径已经可以达到3620mm。我国制造螺旋钢管多以口径1.8米以 下居多,绝大多数为1220以下管径,国内个别厂家可达到2500mm,极少数厂 家可达3200mm,以往在搜索引擎中找不到最大口径究竟有多大,郑州中远钢 管技术有限公司生产的螺旋焊管最大直径可达3620mm,从此,创下了国内大口 径螺旋焊管最大口径3620mm的记录。如今,在搜索引擎中到处宣传的最大口 径都是3620mm。 二、生产方法:大

大口径螺旋焊管
大口径螺旋焊管 一、发展历史: 螺旋焊管的出现为整个行业带来了翻天覆地的变化。我国制造螺旋焊管已有 多年的历史,螺旋焊管出现于1888年,1960年出现双面焊接后其焊缝质量大为 提高。就螺旋焊钢管机组主要用于生产钢管外径219~1220mm,壁厚为5~16mm, 长度为6-35m输送管道用钢管,管桩和和某些机械结构用管。现在国内生产的螺 旋焊钢管规格外径已经可以达到3620mm。我国制造螺旋钢管多以口径1.8米以 下居多,绝大多数为1220以下管径,国内个别厂家可达到2500mm,极少数厂 家可达3200mm,以往在搜索引擎中找不到最大口径究竟有多大,郑州中远钢 管技术有限公司生产的螺旋焊管最大直径可达3620mm,从此,创下了国内大口 径螺旋焊管最大口径3620mm的记录。如今,在搜索引擎中到处宣传的最大口 径都是3620mm。 二、生产方法:大
编辑推荐下载
 大口径螺旋焊管管端扩径机的改造
大口径螺旋焊管管端扩径机的改造 大口径螺旋焊管管端扩径机的改造
格式:pdf
大小:811KB
页数:4P
4.7
管端机械扩径是重大管线用螺旋焊管提高管端几何尺寸精度、方便管道施工的重要工艺环节,通过对管端扩径力的计算与分析,校核了设备的能力,提出了设备改进方案,并在西二线大口径螺旋焊管生产设备改造实践中得到成功验证,设备的可靠性得到保证。

大口径螺旋焊管焊接施工专业技术方案
格式:pdf
大小:10KB
页数:6P
4.8
大口径螺旋焊管焊接施工方案 1工程简况 该工程是雅安市二、三水厂输水管网灾后恢复重建工程。材质为螺 旋焊管,壁厚分别为10mm和8mm,钢管接口形式为手工电弧焊接,焊 缝质量等级为ⅱ级,焊缝接口形式为x型,坡口形式a=60o无损探 伤抽检比例为50%,射线透照为5%,技术等级为b级,焊缝低点 为必测点,焊缝评定等级达到ⅲ级为合格,全线路采用单管安装, 全长a段为5056m。 2编制依据 1)雅安市二、三水厂输水管网灾后恢复重建工程施工图纸及相关说 明文件。 2)gb50268-97,给水排水管道施工及验收规范。 3)gb50235-97,工业金属管道工程施工及验收规范。 4)gb50236-98,现场设备、工业管道焊接工程施工及验收规范。 3施工准备 1)组织有关操作人员、熟悉施工图纸及规程规范、制定焊接工艺、 编制焊接作业指导书。
大口径螺旋焊管生产线研制与应用热门文档
大口径螺旋焊管焊接施工组织方案设计
格式:pdf
大小:36KB
页数:6P
4.7
完美word格式 专业整理知识分享 大口径螺旋焊管焊接施工方案 1工程概况 该工程是雅安市二、三水厂输水管网灾后恢复重建工程。材质为螺旋 焊管,壁厚分别为10mm和8mm,钢管接口形式为手工电弧焊接,焊缝 质量等级为ⅱ级,焊缝接口形式为x型,坡口形式a=60o无损探伤抽 检比例为50%,射线透照为5%,技术等级为b级,焊缝低点为必测点, 焊缝评定等级达到ⅲ级为合格,全线路采用单管安装,全长a段为 5056米。 2编制依据 1)雅安市二、三水厂输水管网灾后恢复重建工程施工图纸及相关说 明文件。 2)gb50268-97,给水排水管道施工及验收规范。 3)gb50235-97,工业金属管道工程施工及验收规范。 4)gb50236-98,现场设备、工业管道焊接工程施工及验收规范。 3施工准备 1)组织有关操作人员、熟悉施工
大口径螺旋焊管焊接施工组织设计
格式:pdf
大小:36KB
页数:6P
4.6
. . 大口径螺旋焊管焊接施工方案 1工程概况 该工程是雅安市二、三水厂输水管网灾后恢复重建工程。材质为螺旋 焊管,壁厚分别为10mm和8mm,钢管接口形式为手工电弧焊接,焊缝 质量等级为ⅱ级,焊缝接口形式为x型,坡口形式a=60o无损探伤抽 检比例为50%,射线透照为5%,技术等级为b级,焊缝低点为必测点, 焊缝评定等级达到ⅲ级为合格,全线路采用单管安装,全长a段为 5056米。 2编制依据 1)雅安市二、三水厂输水管网灾后恢复重建工程施工图纸及相关说 明文件。 2)gb50268-97,给水排水管道施工及验收规范。 3)gb50235-97,工业金属管道工程施工及验收规范。 4)gb50236-98,现场设备、工业管道焊接工程施工及验收规范。 3施工准备 1)组织有关操作人员、熟悉施工图纸及规程规范、制定焊接工艺、
大口径螺旋焊管焊接施工方案 (2)
格式:pdf
大小:10KB
页数:6P
4.7
大口径螺旋焊管焊接施工方案 1工程概况 该工程是雅安市二、三水厂输水管网灾后恢复重建工程。材质为螺旋 焊管,壁厚分别为10mm和8mm,钢管接口形式为手工电弧焊接,焊缝 质量等级为ⅱ级,焊缝接口形式为x型,坡口形式a=60o无损探伤抽 检比例为50%,射线透照为5%,技术等级为b级,焊缝低点为必测 点,焊缝评定等级达到ⅲ级为合格,全线路采用单管安装,全长a 段为5056米。 2编制依据 1)雅安市二、三水厂输水管网灾后恢复重建工程施工图纸及相关说 明文件。 2)gb50268-97,给水排水管道施工及验收规范。 3)gb50235-97,工业金属管道工程施工及验收规范。 4)gb50236-98,现场设备、工业管道焊接工程施工及验收规范。 3施工准备 1)组织有关操作人员、熟悉施工图纸及规程规范、制定焊接工艺、 编制焊接作业指导书
大口径螺旋焊管焊接施工方案
格式:pdf
大小:10KB
页数:6P
4.6
大口径螺旋焊管焊接施工方案 1工程概况 该工程是雅安市二、三水厂输水管网灾后恢复重建工程。材质为螺旋焊管, 壁厚分别为10mm和8mm,钢管接口形式为手工电弧焊接,焊缝质量等级为 ⅱ级,焊缝接口形式为x型,坡口形式a=60o无损探伤抽检比例为50%, 射线透照为5%,技术等级为b级,焊缝低点为必测点,焊缝评定等级达到 ⅲ级为合格,全线路采用单管安装,全长a段为5056米。 2编制依据 1)雅安市二、三水厂输水管网灾后恢复重建工程施工图纸及相关说明文 件。 2)gb50268-97,给水排水管道施工及验收规范。 3)gb50235-97,工业金属管道工程施工及验收规范。 4)gb50236-98,现场设备、工业管道焊接工程施工及验收规范。 3施工准备 1)组织有关操作人员、熟悉施工图纸及规程规范、制定
大口径螺旋焊管焊接专项方案YY05
格式:pdf
大小:10KB
页数:5P
4.7
ctgs--资料文件 1/5 大口径螺旋焊管焊接施工组织技术指导文件 1工程概况 该工程是雅安市二、三水厂输水管网灾后恢复重建工程。材质为螺旋焊管,壁厚分别为 10mm和8mm,钢管接口形式为手工电弧焊接,焊缝质量等级为ⅱ级,焊缝接口形式为 x型,坡口形式a=60o无损探伤抽检比例为50%,射线透照为5%,技术等级为b级, 焊缝低点为必测点,焊缝评定等级达到ⅲ级为合格,全线路采用单管安装,全长a段 为5056米。 2编制依据 1)雅安市二、三水厂输水管网灾后恢复重建工程施工图纸及相关说明文件。 2)gb50268-97,给水排水管道施工及验收规范。 3)gb50235-97,工业金属管道工程施工及验收规范。 4)gb50236-98,现场设备、工业管道焊接工程施工及验收规范。 3施工准备 1)组织有关制作人员、熟悉施工图纸
大口径螺旋焊管生产线研制与应用精华文档
X80钢大口径螺旋焊管的残余应力 X80钢大口径螺旋焊管的残余应力
格式:pdf
大小:445KB
页数:4P
4.4
采用盲孔法和切环法对不同成型参数的x80钢大口径螺旋焊管的残余应力进行了测试,并对其残余应力的水平、分布特点及产生的原因进行了分析。结果表明:x80钢大口径螺旋焊管残余应力表现形式复杂多样,其残余应力的分布及水平反映了螺旋焊管成型时成型参数的设置;其峰值残余应力均出现在焊缝区内表面;切环试验的内插变形是成型时压下量过大造成内表面的残余拉应力比外表面的残余拉应力大所致。


大口径螺旋焊管焊接施工方案(20201023202917)
格式:pdf
大小:10KB
页数:6P
4.7
大口径螺旋焊管焊接施工方案 1工程概况 该工程是雅安市二、三水厂输水管网灾后恢复重建工程。材质为螺旋 焊管,壁厚分别为10mm和8mm,钢管接口形式为手工电弧焊接,焊缝 质量等级为ⅱ级,焊缝接口形式为x型,坡口形式a=60o无损探伤抽 检比例为50%,射线透照为5%,技术等级为b级,焊缝低点为必测 点,焊缝评定等级达到ⅲ级为合格,全线路采用单管安装,全长a 段为5056米。 2编制依据 1)雅安市二、三水厂输水管网灾后恢复重建工程施工图纸及相关说 明文件。 2)gb50268-97,给水排水管道施工及验收规范。 3)gb50235-97,工业金属管道工程施工及验收规范。 4)gb50236-98,现场设备、工业管道焊接工程施工及验收规范。 3施工准备 1)组织有关操作人员、熟悉施工图纸及规程规范、制定焊接工艺、 编制焊接作业指导书
白石水库供水头部大口径螺旋焊管焊接质量控制 白石水库供水头部大口径螺旋焊管焊接质量控制
格式:pdf
大小:77KB
页数:2P
4.8
随着城市供水工程的增多,大口径螺旋焊压力钢管将在水利工程上广泛使用,该文简述了白石水库供水头部ф2540mm×22mm螺旋焊管的焊接工艺和质量控制程序,可供同类工程借鉴。
大口径螺旋焊管生产线研制与应用最新文档
天津大邱庄螺旋焊管厂(天津直缝焊管厂)Q235B大口径焊管
格式:pdf
大小:518KB
页数:9P
4.7
天津大邱庄螺旋焊管厂(天津直缝焊管厂)q235b大口径焊管 规格规格规格规格 锅炉管高压合金 管热线 13820129962 022-60960782 022-81242272 (1)gb3087-2008 《低中压锅炉用 无缝钢管》规定。 化学成分试验方 法按gb222-84 及gb223《钢铁 及合金化学分析 方法》中的有关 部分。 (2)gb5310-2008 《高压锅炉用无 缝钢管》规定。 化学成分试验方 法按gb222-84 及《钢铁及合金 化学分析方法》、 gb223《钢铁及合 金化学分析方 法》中的有关部 分。 (3)进口锅 炉钢管的化学成 分检验按合同规 定的有关标准进 行。 13820129962022-60960783022-60960782 锅炉管采用钢 号 (1)优质碳 素结构钢钢号有 20g、20mng、 25mng。 (2)合金
大口径直缝焊管生产线——O成型机安装技术 大口径直缝焊管生产线——O成型机安装技术
格式:pdf
大小:461KB
页数:5P
4.7
宝钢大口径直缝焊管工程是引进德国meer公司成套技术,主要设备均采取国内合作制造。该项目安装既没有国内经验可借鉴,也没有国外经验可参考。其中o成型机是关键设备,且其工艺复杂,安装质量要求高,故重点对安装工艺、安装方法、特殊专用工机具研究与应用和吊具、管道焊接技术等方面进行了介绍,可为新建同类工程提供借鉴和技术保证。

大口径螺旋焊管项目可行性研究报告(专业经典案例)
格式:pdf
大小:2.3MB
页数:46P
4.8
http://www.***.*** 大口径螺旋焊管项目可行性研究报 告 (用途:发改委甲级资质、立项、审批、备案、申请资金、节能评估等) 版权归属:中国项目工程咨询网 www.***.*** http://www.***.***/ -2- 《项目可行性研究报告》简称可研,是在制订生产、基建、科研计 划的前期,通过全面的调查研究,分析论证某个建设或改造工程、某 种科学研究、某项商务活动切实可行而提出的一种书面材料。 项目可行性研究报告主要是通过对项目的主要内容和配套条件, 如市场需求、资源供应、建设规模、工艺路线、设备选型、环境影响、 资金筹措、盈利能力等,从技术、经济、工程等方面进行调查研究 和分析比较,并对项目建成以后可能取得的财务、经济效益及社会影 响进行预测,从而提出该项目是否值得投资和如何进行建设的咨询意 见,为项目决
 螺旋缝埋弧焊管生产线智能纠偏系统的设计
螺旋缝埋弧焊管生产线智能纠偏系统的设计 螺旋缝埋弧焊管生产线智能纠偏系统的设计
格式:pdf
大小:536KB
页数:4P
4.4
结合实际生产中对螺旋缝埋弧焊管生产线技术改造的需求,提出并设计了一种针对生产过程中带钢跑偏问题的生产线智能纠偏系统。本文提出的智能纠偏系统在硬件上采用基于线阵ccd的epc/cpc数字测量方案,在软件上采用模糊控制系统。文中详细分析研究了系统各子系统的主要功能,并对软硬件进行了整体设计。
首条万吨大口径不锈钢焊管生产线在“久立”建成 首条万吨大口径不锈钢焊管生产线在“久立”建成
格式:pdf
大小:82KB
页数:未知
4.7
近日,我国首条年产1万t的大口径长距离油气输送用不锈钢连续焊接管生产线正式在久立集团投产,这终结了9m以上大口径不锈钢焊管完全依赖进口的历史,提高了我国不锈钢管的档次,推进了该产业的调整升级,还给企业带来了新的经济增长点。
 螺旋焊管外径与内径对照表
螺旋焊管外径与内径对照表 螺旋焊管外径与内径对照表
格式:doc
大小:43KB
页数:4P
5
本文将详细介绍螺旋焊管外径与内径对照表,以帮助建设工程领域的专业人士更好地选择和使用螺旋焊管。正文将分为以下几个部分:1.螺旋焊管的定义和分类;2.螺旋焊管外径与内径的关系;3.螺旋焊管外径与内径对照表的编制;4.使用螺旋焊管外径与内径对照表的注意事项。

螺旋焊管焊接工艺 (2)
格式:pdf
大小:445KB
页数:4P
4.5
螺旋焊管焊接工艺 螺旋焊管是将低碳碳素结构钢或低合金结构钢钢带按一定的螺旋线的角度(叫成型角)卷成管坯,然后将管缝焊接起来制成,它可以 用较窄的带钢生产大直径的钢管.螺旋焊管主要用于石油、天然气的输送管线,其规格用外径*壁厚表示.螺旋焊管有单面焊的和双面焊 的,焊管应保证水压试验、焊缝的抗拉强度和冷弯性能要符合规定. 螺旋焊管:是将低碳碳素结构钢或低合金结构钢钢带按一定的螺旋线的角度(叫成型角)卷成管坯,然后将管缝焊接起来制成,它可以用 较窄的带钢生产大直径的钢管.螺旋焊管主要用于石油、天然气的输送管线,其规格用外径*壁厚表示.螺旋焊管有单面焊的和双面焊的, 焊管应保证水压试验、焊缝的抗拉强度和冷弯性能要符合规定. 从焊接工艺而言,螺旋焊管与直缝钢管的焊接方法一致,但直缝焊管不可避免地会有很多的丁字焊缝,因此存在焊接缺陷的机率也大 大
大口径螺旋焊管生产线研制与应用相关
文辑推荐
知识推荐
百科推荐


职位:消防造价员
擅长专业:土建 安装 装饰 市政 园林


