

大口径钢管焊接-卷管
格式:pdf
大小:576KB
页数:2P
人气 :75
 4.6
4.6
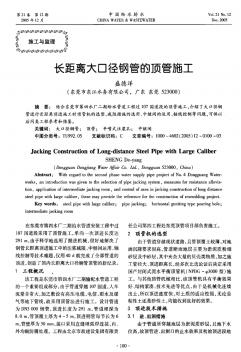
本工程钢管制作采用卷管工艺 序号 工序 说明 示意图 1 零件 下料 钢板下料前用矫正机矫平,采用 数控切割,对接坡口采用半自动切割, 切割后进行二次矫平 2 油压 机压 头 卷管前采用油压机进行两侧预压 成形,并用样板检测,压头后切割两 侧余量,并切割坡口 3 卷钢 采用大型数控卷板机进行卷管 4 钢管 成形 在数控卷板机上反复进行液压,直至 成形,检查精度。 5 纵缝 焊接 采用自动埋弧焊焊接,焊接前进行预 热,先焊内 侧后焊外侧,焊后 24 小 时后进行探伤 6 检测 矫正 纵缝焊接结束后,进行焊接变形矫正, 矫正采用卷板机滚压或火焰加热矫 正。 7 环缝 焊接 将焊好的筒体段节进行对接结长,并 进行环缝的焊接 主材切割 主材预热 卷板机 合缝卷圆 内部焊接 气刨 外部焊接 热矫正 尺寸外观检查 探伤检查 成品检查 主材开坡口 A1 A2 A3 A4 A5 卷板



保证大口径钢管焊接组对质量
千斤顶模块化法 保证大口径钢管焊接组对质量的施工工法 随着工业用水及生活用水的大量增加,市政供水及污水处理也得 到了迅速发展,供水及污水处理能力日益增强。在市政工程施工中大 口径钢管焊接时,经常会遇到由于组对时的错边量较大,导致无法进 行焊接,或者焊接后焊缝不能达到验收标准需要返工的现象,增加了 施工费用。 我们项目部在魏村水厂,常州江边污水处理厂工程施工过程中利 用本施工工法,保证了质量,确保了工期,提高了效益。 一.特点 1.本工法采用自制管道组对防错边装置,该装置制作方便,结构 简单,由液压千斤顶,传动钢架、管道模具等组成。对于不同 规格的管道只需要更换相应的模块即可。 2.管道组对防错边装置,使用方便,能够保证偏差在允许范围之 内,建少了返工损失。 3.本装置施工中运输提携方便,只需一人就能行,二人就能施工。 二.适用范围 本工法适用市政公用工程工业及民用安装工
12Cr1MoV大口径钢管焊接工艺
**资讯 http://www.cqvip.com **资讯 http://www.cqvip.com **资讯 http://www.cqvip.com
编辑推荐下载
 大口径钢管里口焊接的降温排烟措施
大口径钢管里口焊接的降温排烟措施 大口径钢管里口焊接的降温排烟措施
格式:pdf
大小:184KB
页数:1P
4.5
包建管道铁路公司去年敷设了一条φ1420×12毫米的钢管线。接口采用捍接,外焊两遍,内焊一遍,根据设计要求,钢管的外部用沥青玛(王帝)脂蔴布防腐,然后每30米一段进行组装。夏季,由于防腐层吸收的太阳辐射热,使得管内的窒气温度升高,再加上焊接熔化的热量,管内的空气温度达50℃以上;又因焊条药皮
大口径钢管规格-20#大口径钢管规格-45#大口径钢管规格
格式:pdf
大小:56KB
页数:1P
4.7
大口径钢管规格-20#大口径钢管规格-45#大口径钢管规格 供方:聊城宽达钢管有限公司 材质规格数量材质规格数量材质规格数量材质规格数量材质规格数量 20#38*8-121220#146*402020#194*452045#140*281045#194*3225 20#42*8-141420#152*252020#194*502045#140*302045#194*3530 20#45*8-141420#152*282020#203*202045#140*321545#194*4030 20#50*8-141420#152*302520#203*253045#140*352045#194*4520 20#54*8-141420#15
大口径钢管焊接卷管热门文档

卷管,大口径卷管,大口径厚壁卷管,厚壁卷管
格式:pdf
大小:1.1MB
页数:10P
4.4
卷管致力于生产环缝、纵环各类卷管及钢制压力钢管并在传统卷管设 备同类规格型号的基础上进行改造。使卷管设备的各项参数提高30% 之功能,填补了原有传统卷制设备不能生产的空白。可生产直径400 以上,壁厚8-100mm的钢管。 大口径卷管介绍 材质以碳钢为主,q195,q235,q345,16mn等,大口径卷管是大口径 焊管中制作工艺比较简单,灵活的一种焊管产品。客户要求的长度如 果比较特殊,必须对将两个或者两个以上的钢管进行连接,所以这种 大口径焊管的制作工艺是比较灵活,方便适用的,缺点就是不能进行 机械化流水线的生产。自动化机械化水平不高,需要大量的人工处理。 制作大口径卷管的主要问题就是焊接,只要能通过探伤的检测就可以 进行交货相关的要求比其他的产品来说比较的宽泛。 厚壁卷管的分类 冷卷厚壁卷管 一般冷卷厚壁卷管壁厚在20mm一下,外径450-300
大口径压制钢管纵缝焊接工艺 大口径压制钢管纵缝焊接工艺
格式:pdf
大小:520KB
页数:4P
4.4
通过对大口径有缝钢管压制及纵缝焊接工艺的研究.确定了合理的坡口形式,以及内缝co_2焊+外缝窄间隙埋弧焊的焊接工艺参数.工艺评定结果证明,接头性能均满足有关技术条件的要求.评定结果已应用于大口径管的制造.
 埋弧自动焊在大口径钢卷管焊接上的应用
埋弧自动焊在大口径钢卷管焊接上的应用 埋弧自动焊在大口径钢卷管焊接上的应用
格式:pdf
大小:382KB
页数:3P
4.3
众所周知,埋弧焊是一种在焊剂层下进行大功率焊接的电弧熔焊方法,这种焊接方法具有生产效率高、焊接质量好、劳劝强度小、焊接变形小、生产成本低等优点。但由于埋弧的特点,一般只能进行平焊或近似平焊位置的焊接,因此使其应用范围受到一定限制。截止到目前为止,埋弧焊方法一般
大口径钢管无余量弯管 大口径钢管无余量弯管
格式:pdf
大小:335KB
页数:6P
4.7
介绍了采用新式液压数控弯管机对大口径钢管进行无余量弯管的新工艺。主要以通径dn125~200mm管为对象,阐述了下料长度、弯曲后管材回弹角、无余量切割长度等的确定和计算方法。简要分析了该工艺所取得的效益。
大口径钢管焊接卷管精华文档
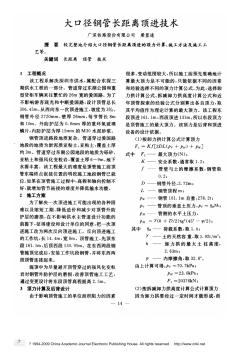
大口径钢管长距离顶进技术
格式:pdf
大小:1.3MB
页数:4P
4.5
?1994-2009chinaacademicjournalelectronicpublishinghouse.allrightsreserved.http://www.cnki.net ?1994-2009chinaacademicjournalelectronicpublishinghouse.allrightsreserved.http://www.cnki.net ?1994-2009chinaacademicjournalelectronicpublishinghouse.allrightsreserved.http://www.cnki.net ?1994-2009chinaacademicjournalelectronicpublishinghouse.allrightsr
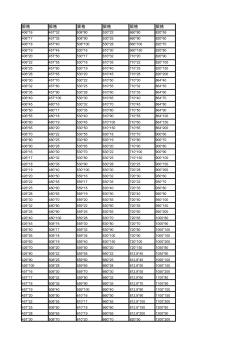
大口径钢管规格
格式:pdf
大小:31KB
页数:1P
4.3
规格规格规格规格规格规格 406*16457*32508*80530*22660*80820*55 406*17457*35508*90530*25660*90820*60 406*18457*40508*100530*28660*100820*70 406*19457*45530*16610*30660*150820*80 406*20457*50530*17610*32710*20820*90 406*22457*55530*18610*35710*22820*100 406*25457*60530*19610*40710*25820*150 406*28457*65530*20610*45710*28820*200 406*30457*70530*22610*50710*30864*4

大口径钢管规格表
格式:pdf
大小:14KB
页数:1P
4.5
聊城宽达钢管有限公司-大口径钢管规格表 规格规格规格规格规格规格 457*16508*30559*70660*30812.8*551050*200 457*17508*32559*80660*32812.8*601100*80 457*18508*35559*90660*35812.8*701100*90 457*19508*40559*100660*40812.8*801100*100 457*20508*50610*16660*50812.8*901100*150 457*22508*55610*17660*55812.8*1001100*200 457*25508*60610*18660*60812.8*1501200*80 457*28508*65610*19660*65812.
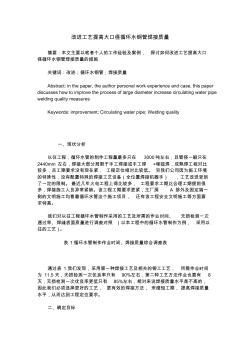
改进工艺提高大口径循环水钢管焊接质量
格式:pdf
大小:9KB
页数:1P
4.3
改进工艺提高大口径循环水钢管焊接质量 摘要:本文主要以笔者个人的工作经验及案例,探讨如何改进工艺提高大口 径循环水钢管焊接质量的措施 关键词:改进;循环水钢管;焊接质量 abstract:inthepaper,theauthorpersonalworkexperienceandcase,thispaper discusseshowtoimprovetheprocessoflargediameterincreasecirculatingwaterpipe weldingqualitymeasures keywords:improvement;circulatingwaterpipe;weldingquality 一、现状分析 以往工程,循环水管的制作工程量最多只在3000吨左右,且管径一般只在 2440mm左右,焊
大口径给水钢管焊接施工方案 大口径给水钢管焊接施工方案
格式:pdf
大小:171KB
页数:2P
4.4
通过对太原市给水工程dn2200钢管焊接要求进行论述,从焊接准备工作、焊接工艺、质量控制等几个方面提出了合理可行的施工方法和注意事项,达到了一次试压成功,焊口无渗漏的较好效果。
大口径钢管焊接卷管最新文档
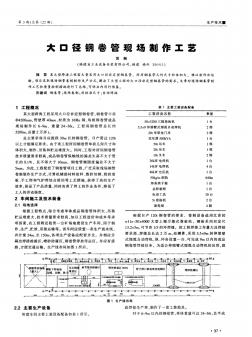 大口径钢卷管现场制作工艺
大口径钢卷管现场制作工艺 大口径钢卷管现场制作工艺
格式:pdf
大小:1018KB
页数:4P
4.8
某大型跨海工程需大量采用大口径非定型钢卷管,所用钢卷管几何尺寸和体积大,难以制作和运输。项目采取现场钢管卷制制作生产方式,解决了大型工程对大口径非定型钢卷管的需求。文章对现场钢卷管制作工艺和质量控制措施进行了总结,可供业内同行借鉴。

长距离大口径钢管的顶管施工
格式:pdf
大小:1.1MB
页数:5P
4.7
长距离大口径钢管的顶管施工 作者:盛德洋,shengde-yang 作者单位:东莞市东江水务有限公司,广东,东莞,523000 刊名:中国给水排水 英文刊名:chinawater&wastewater 年,卷(期):2005,21(12) 被引用次数:3次 参考文献(2条) 1.李卓球.陈建中.杨粤大口径玻璃钢夹砂管的顶力分析与应用[期刊论文]-中国给水排水2005(05) 2.黄彦.吴雅洁.范卫东玻璃钢夹砂管的顶管工程施工[期刊论文]-中国给水排水2003(08) 相似文献(10条) 1.期刊论文胡宏良.huhongliang青草沙大口径钢管顶管外防腐技术介绍-给水排水2010,36(7) 近30年来,我国自来水行业钢质输水管道外防腐材料一般采用环氧煤沥青涂层,但该涂层存在施工过程不易机械化操作、受环境和气候影响
大口径厚壁P91钢管的焊接技术 大口径厚壁P91钢管的焊接技术
格式:pdf
大小:134KB
页数:未知
4.4
在对p91钢进行焊接性能分析的基础上,提出了大口径厚壁p91钢管的焊接工艺方案以及焊接注意事项,包括坡口检查及清理、焊口组对及定位焊、背面充氩保护、焊前预热、手工钨极氩弧焊打底、焊条电弧填充及盖面,以及焊后热处理等。
大口径无缝钢管的焊接 大口径无缝钢管的焊接
格式:pdf
大小:207KB
页数:未知
4.3
大口径(φ426×10毫米)无缝钢管(10号钢)的焊接,在我单位承包的煤气主管道施工中被列为严格要求项目。除要求接头为单面焊双面成型之外,对管道焊缝的致密性和耐蚀性也有严格要求,并规定每个接头均应做100%x射线检查(3级以上为合格)。在转动管与固定管的全位置焊缝质量检查中,抽样均达到一级片,合格率为100%。现将操作工艺介绍如下。
长距离大口径钢管的顶管施工 长距离大口径钢管的顶管施工
格式:pdf
大小:410KB
页数:3P
4.6
结合东莞市第四水厂二期给水管道工程过107国道段的顶管施工,介绍了大口径钢管进行长距离顶进施工时顶管机的选型、减阻措施的选用、中继间的运用、轴线控制等问题,可供以后同类工程参考和借鉴。
大口径钢管顶管注浆减阻技术的改进 大口径钢管顶管注浆减阻技术的改进
格式:pdf
大小:143KB
页数:3P
4.3
长距离顶管施工中减小顶管阻力常采用注浆减阻措施。本文对长距离大口径钢管顶管施工中浆液与管道以及周围土体之间的相互作用机理进行了分析,探讨了注浆减阻施工工艺,在常规的注浆工艺的基础上,结合实际工程对注浆工艺进行了改进,并对顶力计算值与顶管实测进行了比较。结果表明,改进后的注浆工艺比常规的注浆工艺效果要好,可为以后同类顶管施工参考和借鉴。

大口径钢管顶管注浆减阻技术的改进
格式:pdf
大小:176KB
页数:3P
4.4
文章编号:1009-7767(2006)02-0110-03 大口径钢管顶管注浆减阻技术的改进 张龙 (北京市政建设集团第四工程处,北京100055) 摘要:长距离顶管施工中减小顶管阻力常采用注浆减阻措施。本文对长距离大口径钢管顶管施工中浆液与管道以及 周围土体之间的相互作用机理进行了分析,探讨了注浆减阻施工工艺,在常规的注浆工艺的基础上,结合实际工程对注 浆工艺进行了改进,并对顶力计算值与顶管实测进行了比较。结果表明,改进后的注浆工艺比常规的注浆工艺效果要好, 可为以后同类顶管施工参考和借鉴。 关键词:钢管;顶管;大口径;注浆;减阻 中图分类号:tu992.05文献标识码:b animprovementonresistancereductiontechniquebyinjectiongroutingfor steelpipejackinglarged
大口径钢管焊接卷管相关
文辑推荐
知识推荐
百科推荐


职位:房地产土地资产评估师
擅长专业:土建 安装 装饰 市政 园林


