

12Cr1MoV大口径钢管焊接工艺
格式:pdf
大小:1.3MB
页数:3P
人气 :50
 4.7
4.7
维普资讯 http://www.cqvip.com 维普资讯 http://www.cqvip.com 维普资讯 http://www.cqvip.com



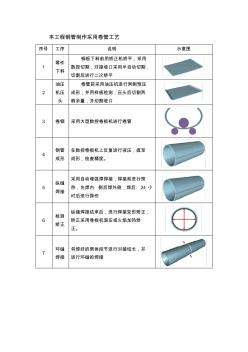
大口径钢管焊接-卷管
本工程钢管制作采用卷管工艺 序号工序说明示意图 1 零件 下料 钢板下料前用矫正机矫平,采用 数控切割,对接坡口采用半自动切割, 切割后进行二次矫平 2 油压 机压 头 卷管前采用油压机进行两侧预压 成形,并用样板检测,压头后切割两 侧余量,并切割坡口 3卷钢采用大型数控卷板机进行卷管 4 钢管 成形 在数控卷板机上反复进行液压,直至 成形,检查精度。 5 纵缝 焊接 采用自动埋弧焊焊接,焊接前进行预 热,先焊内侧后焊外侧,焊后24小 时后进行探伤 6 检测 矫正 纵缝焊接结束后,进行焊接变形矫正, 矫正采用卷板机滚压或火焰加热矫 正。 7 环缝 焊接 将焊好的筒体段节进行对接结长,并 进行环缝的焊接 主材切割 主材预热 卷板机 合缝卷圆 内部焊接 气刨 外部焊接 热矫正 尺寸外观检查 探伤检查 成品检查 主材开坡口 a1 a2 a3 a4 a5 卷板
保证大口径钢管焊接组对质量
千斤顶模块化法 保证大口径钢管焊接组对质量的施工工法 随着工业用水及生活用水的大量增加,市政供水及污水处理也得 到了迅速发展,供水及污水处理能力日益增强。在市政工程施工中大 口径钢管焊接时,经常会遇到由于组对时的错边量较大,导致无法进 行焊接,或者焊接后焊缝不能达到验收标准需要返工的现象,增加了 施工费用。 我们项目部在魏村水厂,常州江边污水处理厂工程施工过程中利 用本施工工法,保证了质量,确保了工期,提高了效益。 一.特点 1.本工法采用自制管道组对防错边装置,该装置制作方便,结构 简单,由液压千斤顶,传动钢架、管道模具等组成。对于不同 规格的管道只需要更换相应的模块即可。 2.管道组对防错边装置,使用方便,能够保证偏差在允许范围之 内,建少了返工损失。 3.本装置施工中运输提携方便,只需一人就能行,二人就能施工。 二.适用范围 本工法适用市政公用工程工业及民用安装工
编辑推荐下载
 大口径压制钢管纵缝焊接工艺
大口径压制钢管纵缝焊接工艺 大口径压制钢管纵缝焊接工艺
格式:pdf
大小:520KB
页数:4P
4.4
通过对大口径有缝钢管压制及纵缝焊接工艺的研究.确定了合理的坡口形式,以及内缝co_2焊+外缝窄间隙埋弧焊的焊接工艺参数.工艺评定结果证明,接头性能均满足有关技术条件的要求.评定结果已应用于大口径管的制造.
大口径钢管焊接工艺热门文档
大口径钢管里口焊接的降温排烟措施 大口径钢管里口焊接的降温排烟措施
格式:pdf
大小:184KB
页数:1P
4.5
包建管道铁路公司去年敷设了一条φ1420×12毫米的钢管线。接口采用捍接,外焊两遍,内焊一遍,根据设计要求,钢管的外部用沥青玛(王帝)脂蔴布防腐,然后每30米一段进行组装。夏季,由于防腐层吸收的太阳辐射热,使得管内的窒气温度升高,再加上焊接熔化的热量,管内的空气温度达50℃以上;又因焊条药皮
大口径钢管规格-20#大口径钢管规格-45#大口径钢管规格
格式:pdf
大小:56KB
页数:1P
4.7
大口径钢管规格-20#大口径钢管规格-45#大口径钢管规格 供方:聊城宽达钢管有限公司 材质规格数量材质规格数量材质规格数量材质规格数量材质规格数量 20#38*8-121220#146*402020#194*452045#140*281045#194*3225 20#42*8-141420#152*252020#194*502045#140*302045#194*3530 20#45*8-141420#152*282020#203*202045#140*321545#194*4030 20#50*8-141420#152*302520#203*253045#140*352045#194*4520 20#54*8-141420#15
10.大口径碳钢管道焊接工艺指导
格式:pdf
大小:18KB
页数:13P
4.4
10.大口径碳钢管道焊接工艺指导 甘肃火电工程公司 内部受控文件 甘肃靖远电厂三期工程 施工作业指导书 工程名称:#7机组大口径碳钢管道焊接 施工作业指导书 工程编号: 甘肃火电工程公司靖远项目部 精品制胜诚信立 甘肃火电工程公司 大口径碳钢管道焊接工艺指导 工程名称:甘肃靖远电厂三期扩建工程 施工部门:热机焊接工区 编写: 工区专工: 工程部: 安全管理部: 总工: 精品制胜诚信立 日期:日期:日期:日期:日期: 甘肃火电工程公司 目录 1编制依据???????????????????12工程(设备)概 况???????????????13作业前应做的准备工作和必须具备的条件?????.1 4参加施工人员的资格和要求???????????25作业所需的工器 具???????????????26作业程序、方法、内容及工作标准安装
钢管焊接工艺流程(实际)
格式:pdf
大小:32KB
页数:2P
4.4
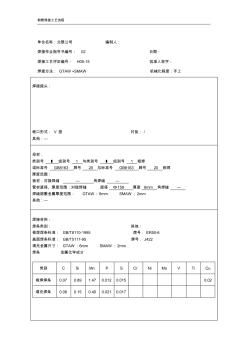
钢管焊接工艺流程 单位名称:北限公司编制人: 焊接作业指导书编号:02日期: 焊接工艺评定编号:h05-15批准人签字: 焊接方法:gtaw+smaw机械化程度:手工 焊接接头: 破口形式:v型衬垫:/ 其他:— 母材: 类别号ⅰ组别号1与类别号ⅰ组别号1相焊 或标准号gb8163牌号20与标准号gb8163牌号20相焊 厚度范围: 板材:对接焊缝—角焊缝— 管材直径、厚度范围:对接焊缝直径ф159厚度8mm角焊缝— 焊缝熔敷金属厚度范围:gtaw:6mmsmaw:2mm 其他:— 焊接材料: 焊条类别:其他: 根焊焊条标准:gb/t8110-1995牌号:er50-6 盖面焊条标准:gb/t5117-95牌号:j422 填充金属尺寸:gtaw:6mmsmaw:2mm 焊条
大口径钢管焊接工艺精华文档
钢管焊接工艺评定报告
格式:pdf
大小:154KB
页数:7P
4.5
碳钢管焊接工艺评定报告 编号:da-12—01a 编制: 焊接责任 技术人员: 批准: 单位:新疆德安环保科技有限公司 日期:2012年3月25日 表b-1焊接工艺评定报告目录 序号报告名称报告编号页数 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 焊接工艺指导书 单位名称:新疆德安环保科技有限公司 焊接工艺指导书编号:da-12—01a日期:2012年3月25日焊接工艺评定报告编号 焊接方法手工电弧焊机械化程度手动 焊接接头:对接接头 坡口形式y(带钝边) 衬垫(材料及规格)\ 母材:碳素钢 类别号ⅰ组别号ⅰ--1与类别号ⅰ组别号ⅰ--1相焊及 标准号钢号q235与标准号钢号q235相焊 厚
热浸镀铝钢管焊接工艺开发——普通焊接工艺(之一) 热浸镀铝钢管焊接工艺开发——普通焊接工艺(之一)
格式:pdf
大小:727KB
页数:5P
4.6
介绍了热浸镀铝钢管的普通焊接工艺。采用低氢型碳钢焊条和奥氏体不锈钢焊条,根部焊道采用电弧焊接法和tig焊接法,中间层和最终层焊道,如是薄板用tig焊接,如是厚板(4mm)以上则用电孤焊。对两种焊接法的操作要领及注意事项做了详细说明。通过对焊道检验和性能测试表明,熔合线处防腐性能较差,适合于一般场合的防腐施工
20钢管焊接工艺卡
格式:pdf
大小:40KB
页数:2P
4.6
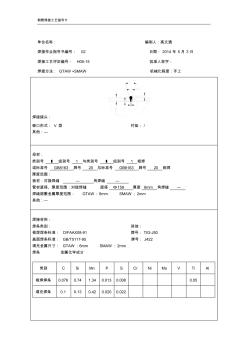
钢管焊接工艺指导卡 单位名称:编制人:高文通 焊接作业指导书编号:02日期:2014年5月3日 焊接工艺评定编号:h05-15批准人签字: 焊接方法:gtaw+smaw机械化程度:手工 焊接接头: 破口形式:v型衬垫:/ 其他:— 母材: 类别号ⅰ组别号1与类别号ⅰ组别号1相焊 或标准号gb8163牌号20与标准号gb8163牌号20相焊 厚度范围: 板材:对接焊缝—角焊缝— 管材直径、厚度范围:对接焊缝直径ф159厚度8mm角焊缝— 焊缝熔敷金属厚度范围:gtaw:6mmsmaw:2mm 其他:— 焊接材料: 焊条类别:其他: 根焊焊条标准:o/faax08-91牌号:tig-j50 盖面焊条标准:gb/t5117-95牌号:j422 填充金属尺寸:gtaw:6mm
涂塑钢管焊接工艺
格式:pdf
大小:26KB
页数:3P
4.3
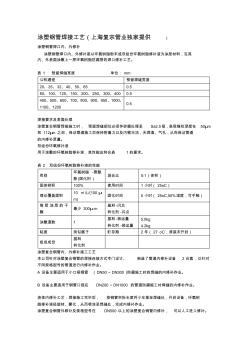
涂塑钢管焊接工艺(上海复宗管业独家提供) 涂塑钢管焊口内、外修补 涂塑钢管焊口内、外修补是以环氧树脂粉末或双组份环氧树脂修补液为涂层材料,在其 内、外表面涂敷上一层环氧树脂防腐层的焊口修补工艺。 表1预留焊缝宽度单位:mm 公称通径预留焊缝宽度 20、25、32、40、50、650.5 80、100、125、150、200、250、300、4000.5 450、500、600、700、800、900、950、1000、 1100、1200 0.5 焊接要求及表面处理 涂塑复合钢管焊接施工时,预留焊缝部位必须作砂磨处理至sa2.5级,表观锚纹深度在50μm 和112μm之间,保证管道施工后保持附着力以及内壁光洁,无焊渣、气孔,从而保证管道 的内修补质量。 双组份环氧修补液 用于涂敷的环氧树脂修补液,其性能应符合表1的要求。 表2双组份环氧树脂修补液的
大口径钢管焊接工艺最新文档
改进工艺提高大口径循环水钢管焊接质量
格式:pdf
大小:9KB
页数:1P
4.3
改进工艺提高大口径循环水钢管焊接质量 摘要:本文主要以笔者个人的工作经验及案例,探讨如何改进工艺提高大口 径循环水钢管焊接质量的措施 关键词:改进;循环水钢管;焊接质量 abstract:inthepaper,theauthorpersonalworkexperienceandcase,thispaper discusseshowtoimprovetheprocessoflargediameterincreasecirculatingwaterpipe weldingqualitymeasures keywords:improvement;circulatingwaterpipe;weldingquality 一、现状分析 以往工程,循环水管的制作工程量最多只在3000吨左右,且管径一般只在 2440mm左右,焊
大口径压制钢管纵缝焊接工艺 大口径压制钢管纵缝焊接工艺
格式:pdf
大小:122KB
页数:未知
4.5
通过对大口径有缝钢管压制及纵缝焊接工艺的研究,确定了合理的坡口形式,以及内缝co2焊-外缝窄间隙埋弧焊的焊接工艺参数。工艺评定结果证明,接头性能均满足有关技术条件的要求。评定结果已应用于大口径管的制造。
大口径厚壁P91钢管道埋弧焊焊接工艺研究 大口径厚壁P91钢管道埋弧焊焊接工艺研究
格式:pdf
大小:182KB
页数:未知
4.3
介绍了采用手工钨极氩弧焊打底、埋弧焊填充、盖面的焊接工艺对大口径厚壁p91钢管道进行焊接的工艺。在整个焊接及管理过程中研制出了一套适用的装置和施工方法。这种应用自动焊设备采用新工艺的施工方法将制造厂焊接工艺与现场施工特点、难点相结合,具有一定的借鉴意义。
大口径厚壁P91钢管道埋弧焊焊接工艺研究 大口径厚壁P91钢管道埋弧焊焊接工艺研究
格式:pdf
大小:179KB
页数:未知
4.3
介绍了采用手工钨极氩弧焊打底、埋弧焊填充、盖面的焊接工艺对大口径厚壁p91钢管道进行焊接的工艺。在整个焊接及管理过程中研制出了一套适用的装置和施工方法。这种应用自动焊设备采用新工艺的施工方法将制造厂焊接工艺与现场施工特点、难点相结合,具有一定的借鉴意义。
异型钢管焊接工艺点滴 异型钢管焊接工艺点滴
格式:pdf
大小:298KB
页数:未知
4.6
异型钢管能够采用φ0.8mm细丝co_2气电焊,装配时要留有0.5~1mm的间隙,特别要注意焊缝对中,消除未焊透缺陷。

镀锌钢管的焊接特点及焊接工艺-焊接工艺的特点
格式:pdf
大小:8KB
页数:4P
4.7
镀锌钢管的焊接特点及焊接工艺 镀锌钢广泛运用于各行各业,采用镀锌钢的好处是利用在空气中能够形成致密氧 化物保护层的金属锌来保护内部的钢结构。在被焊接、划伤的情况下,由于zn-fe 原电池的存在,相对活泼的镀锌部分可以作为牺牲阳极,延缓钢铁的锈蚀,耐腐 蚀性良好。然而由于镀锌层的存在,在焊接中容易产生裂纹、气孔、夹渣,较难 得到良好的焊接质量。 镀锌钢一般是在低碳钢外镀一层锌,镀锌层一般在20um厚。锌的熔点在419°c, 沸点908°c左右。在焊接中,锌熔化成液体浮在熔池表面或在焊缝根部位臵。 锌在铁中具有较大固溶度,锌液体会沿晶界深入浸蚀焊缝金属,低熔点锌形成 “液体金属脆化”。同时,锌与铁可形成金属间脆性化合物,如fe3zn10、fezn10 等。这些脆性相使焊缝金属塑性降低,在拉应力作用下而产生裂纹。如果焊接角 焊缝,尤其是t形接头的角焊缝最容易产生
大口径钢管焊接工艺相关
文辑推荐
知识推荐
百科推荐


职位:全职房建建造师
擅长专业:土建 安装 装饰 市政 园林


