




 大口径压制钢管纵缝焊接工艺
大口径压制钢管纵缝焊接工艺 大口径压制钢管纵缝焊接工艺
通过对大口径有缝钢管压制及纵缝焊接工艺的研究.确定了合理的坡口形式,以及内缝co_2焊+外缝窄间隙埋弧焊的焊接工艺参数.工艺评定结果证明,接头性能均满足有关技术条件的要求.评定结果已应用于大口径管的制造.
12Cr1MoV大口径钢管焊接工艺
**资讯 http://www.cqvip.com **资讯 http://www.cqvip.com **资讯 http://www.cqvip.com
编辑推荐下载
大型圆柱壳体与法兰对接环缝焊接变形的数值分析 大型圆柱壳体与法兰对接环缝焊接变形的数值分析
格式:pdf
大小:444KB
页数:3P
 4.4
4.4
用数值方法及相似分析法研究了大型圆柱壳体与法兰对接环缝引起的焊接变形。研究结果表明:圆柱形壳体与法兰对接环缝将引起壳体的径向变形及法兰平面度的变化;当不考虑角变形时,采用纵向收缩力模型对圆柱形壳体与法兰对接环缝进行有限元分析的结果与相似分析相吻合,且与实际焊接结果一致。
大口径钢管焊接-卷管
格式:pdf
大小:576KB
页数:2P
4.6
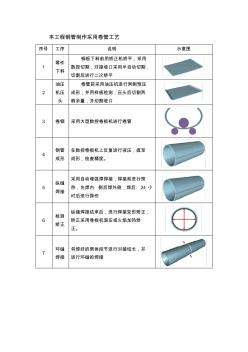
本工程钢管制作采用卷管工艺 序号工序说明示意图 1 零件 下料 钢板下料前用矫正机矫平,采用 数控切割,对接坡口采用半自动切割, 切割后进行二次矫平 2 油压 机压 头 卷管前采用油压机进行两侧预压 成形,并用样板检测,压头后切割两 侧余量,并切割坡口 3卷钢采用大型数控卷板机进行卷管 4 钢管 成形 在数控卷板机上反复进行液压,直至 成形,检查精度。 5 纵缝 焊接 采用自动埋弧焊焊接,焊接前进行预 热,先焊内侧后焊外侧,焊后24小 时后进行探伤 6 检测 矫正 纵缝焊接结束后,进行焊接变形矫正, 矫正采用卷板机滚压或火焰加热矫 正。 7 环缝 焊接 将焊好的筒体段节进行对接结长,并 进行环缝的焊接 主材切割 主材预热 卷板机 合缝卷圆 内部焊接 气刨 外部焊接 热矫正 尺寸外观检查 探伤检查 成品检查 主材开坡口 a1 a2 a3 a4 a5 卷板
大口径钢管对接环缝焊接工艺选择热门文档
广州珠江黄埔大桥钢箱梁环缝焊接工艺、焊接管理及焊接质量控制 广州珠江黄埔大桥钢箱梁环缝焊接工艺、焊接管理及焊接质量控制
格式:pdf
大小:118KB
页数:3P
4.5
广州珠江黄埔大桥钢箱梁为全焊接结构,钢箱梁梁段宽度大,所用钢材厚度较薄,加之钢箱梁环缝桥位施焊在野外作业,施焊环境恶劣,桥位环缝焊接变形、焊接收缩量和焊接质量的控制等有一定的难度。钢箱梁是珠江黄埔大桥悬索桥上部的承重钢结构,其焊接质量直接关系到桥梁的安全。为保证产品整体质量,控制焊接变形,对钢箱梁焊接和焊接变形控制进行细致地分析,制定合理可靠的焊接工艺,采用焊接变形小和焊接收缩量小的焊接工艺措施。在钢箱梁环缝焊接过程中,通过对人、机、料、法、环等各方面的控制,保证钢箱梁环缝的焊接质量。结合广州珠江黄埔大桥钢箱梁环缝焊接和取得的效果,对施工过程、焊接质量和焊接收缩量控制等进行了详细地阐述。
保证大口径钢管焊接组对质量
格式:pdf
大小:58KB
页数:6P
4.4
千斤顶模块化法 保证大口径钢管焊接组对质量的施工工法 随着工业用水及生活用水的大量增加,市政供水及污水处理也得 到了迅速发展,供水及污水处理能力日益增强。在市政工程施工中大 口径钢管焊接时,经常会遇到由于组对时的错边量较大,导致无法进 行焊接,或者焊接后焊缝不能达到验收标准需要返工的现象,增加了 施工费用。 我们项目部在魏村水厂,常州江边污水处理厂工程施工过程中利 用本施工工法,保证了质量,确保了工期,提高了效益。 一.特点 1.本工法采用自制管道组对防错边装置,该装置制作方便,结构 简单,由液压千斤顶,传动钢架、管道模具等组成。对于不同 规格的管道只需要更换相应的模块即可。 2.管道组对防错边装置,使用方便,能够保证偏差在允许范围之 内,建少了返工损失。 3.本装置施工中运输提携方便,只需一人就能行,二人就能施工。 二.适用范围 本工法适用市政公用工程工业及民用安装工
20钢管-管对接的焊接工艺 20钢管-管对接的焊接工艺
格式:pdf
大小:85KB
页数:1P
4.8
分析了国产天然气压缩机组的工艺气管路的的材质及焊接性,阐明了20钢管子焊接时,采用钨级气体保护焊打底(gtaw),焊条电弧焊(smaw)填充和盖面焊接工艺的可行性,实践证明该工艺是可行的,接头性能满足使用要求。
大口径钢管对接环缝焊接工艺选择精华文档
20钢管-管对接的焊接工艺
格式:pdf
大小:22KB
页数:3P
4.3
20钢管-管对接的焊接工艺 摘要分析了国产天然气压缩机组的工艺气管路的的材质及焊接性,阐明了 20钢管子焊接时,采用钨级气体保护焊打底(gtaw),焊条电弧焊(smaw) 填充和盖面焊接工艺的可行性,实践证明该工艺是可行的,接头性能满足使用要 求。 关键词焊接工艺;无损检测;压力试验 今年我公司承接了40多台天然气压缩机组。天然气压缩机组主要包括压缩 主机、缓冲罐、分离器和空冷器等设备。其中容器之间采用管子连接,管子材质 为20钢,管子直径在φ=89~168mm范围内,工作介质为天然气,工作压力3.4 mpa。因此,对20钢管对接的焊接工艺性能进行研究,对保证生产质量有着重 大的意义。 120钢管子焊接性分析 20钢管为输送流体用无缝钢管,制造标准gb/t8163,其化学成份(%):c 含量0.20%,si含量0.24%,mn含量0.53%,
大口径钢管里口焊接的降温排烟措施 大口径钢管里口焊接的降温排烟措施
格式:pdf
大小:184KB
页数:1P
4.5
包建管道铁路公司去年敷设了一条φ1420×12毫米的钢管线。接口采用捍接,外焊两遍,内焊一遍,根据设计要求,钢管的外部用沥青玛(王帝)脂蔴布防腐,然后每30米一段进行组装。夏季,由于防腐层吸收的太阳辐射热,使得管内的窒气温度升高,再加上焊接熔化的热量,管内的空气温度达50℃以上;又因焊条药皮
压力钢管环缝焊接过程监理跟踪、旁站记录表
格式:pdf
大小:37KB
页数:3P
4.7
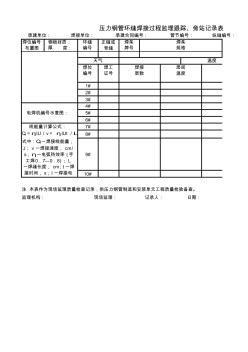
压力钢管环缝焊接过程监理跟踪、旁站记录表 钢板材质:环缝焊条 厚度:编号牌号 焊位焊工 编号证号 1# 2# 3# 4# 5# 6# 7# 8# 9# 10# 焊条 规格 天气温度 焊位编号 布置图 正缝或 背缝 焊接 层数 层间 温度 线能量计算公式: qv=ηiu/v=ηiut/l 注本表作为现场监理质量检查记录,供压力钢管制造和安装单元工程质量检验备查。 监理机构:现场监理:记录人:日期: 承建单位:焊接单位:承建合同编号:管节编号:纵缝编号: 式中:qv一焊接线能量, j;v一焊接速度,cm/ s;η一电弧热效率(手 工焊0.7—0.8);l 一焊缝长度,cm;t一焊 接时间,s;i一焊接电 电焊机编号示意图: 旁站记录表 时间 (s)(a) 焊条 批号 焊条 烘培 湿度 焊工 班长 焊接 电流 焊接焊接 电压 (v) 焊缝 长
卧式单枪环缝焊接技术方案
格式:pdf
大小:73KB
页数:4P
4.7
1 csw-600卧式单枪环缝焊接技术方案 (编号:20110729b) 编制:深圳大众逆变电气有限公司 日期:2011-07-29 csw-600卧式单枪环缝焊接专机技术方案 一、设备用途:设备可以满足的焊接工件参数及焊接工艺要求(根据客户要求设计) 1、工件直径范围:300-600mm,工件长度范围:≤1500mm;工件最大重量:≤200kg,材质:碳钢、 不锈钢,材料厚度范围:2-6mm; 2、工件先组对点焊;焊缝同心度、错边量不大于板厚的10%; 3、焊前要去油污、锈蚀等杂物; 4、焊接形式:单枪tig+填丝焊、mig/mag焊 5、夹具部分:专机配前花盘、后配尾顶,客户自配夹具 6、重要提示:本方案没有配置焊缝跟踪器,对工件组对的同心度、平行度等尺寸精度要求较高, 否则需要靠人工调整焊接过程,方能达到良好的焊接效果。 二、csw-600环缝自动焊接机
异种钢焊缝焊接工艺分析 异种钢焊缝焊接工艺分析
格式:pdf
大小:388KB
页数:2P
4.6
本文主要分析了c级钢与普通碳钢焊接中出现焊接裂纹缺陷及形成原因。为有效地解决焊接中最容易出现焊接裂纹、焊缝熔合不够、易产生缺陷等问题,针对机车构架钢簧座与侧架连接焊缝的焊接问题,进行具体分析,制定出合理的焊接工艺规程。
大口径钢管对接环缝焊接工艺选择最新文档
钢管环缝焊接生产线的PLC控制 钢管环缝焊接生产线的PLC控制
格式:pdf
大小:325KB
页数:2P
4.6
钢管的对焊在锅炉、石油等行业有着广泛的应用。根据钢管对焊的工艺特点及生产批量要求,目前在工程实际中广泛采用co_2气体保护焊,以充分发挥其焊接成本低,焊接变形小,节能及便于组织流水线生产,以充分发挥co_2气体保护焊生产效率高的优点。以往的焊接生产线主要采用由“与非门”、“rs”触发器等电子逻辑元器件及继电器组成的步进
10.大口径碳钢管道焊接工艺指导
格式:pdf
大小:18KB
页数:13P
4.4
10.大口径碳钢管道焊接工艺指导 甘肃火电工程公司 内部受控文件 甘肃靖远电厂三期工程 施工作业指导书 工程名称:#7机组大口径碳钢管道焊接 施工作业指导书 工程编号: 甘肃火电工程公司靖远项目部 精品制胜诚信立 甘肃火电工程公司 大口径碳钢管道焊接工艺指导 工程名称:甘肃靖远电厂三期扩建工程 施工部门:热机焊接工区 编写: 工区专工: 工程部: 安全管理部: 总工: 精品制胜诚信立 日期:日期:日期:日期:日期: 甘肃火电工程公司 目录 1编制依据???????????????????12工程(设备)概 况???????????????13作业前应做的准备工作和必须具备的条件?????.1 4参加施工人员的资格和要求???????????25作业所需的工器 具???????????????26作业程序、方法、内容及工作标准安装
![焊接工艺卡[对接]](data:image/png;base64,iVBORw0KGgoAAAANSUhEUgAAABIAAAASCAYAAABWzo5XAAAB9klEQVQ4T7WUT0iTcRjHP++r01Kbf5p2iHWoTDGbLPpLsboEHgYxhtdUCJGtjA5Z0ugQKyuLmoF0S+oSGnqxOgQSHioWlcIoRBFaVM65tjVTt3ftjfcXQcOW2Oq5/n7fD8+f7/NINQ2+PEP5/BUV9YiEVMoKQkUNS0h3ZoMF7ZKl1XsDmRMr0P/uq0eyOLxhoCRLUEQDqVlChPz/gEybiqg0FjL8MkQ4liRfJ2PdV04wkmBkVOsA7DeVUFyUy4Ons2mFpGV0aOdaXE0bcfdO8fhFiF01erqcVURiCofPjArhvfMm3k0vcLpnIjOoTK9j4GIdgyMzePr8OO1G6ncb0Bfm0uj2EZ1TGOw00zPgp284kBmkvdw+W4uSTNFy+Q29rlpejX/BZqnA0+9nJpygs7WS5gs+pj4u/Bl0zG7EdmAdTW4fd89to+36W5z2DXwKxXkfWBQ9s3X8KPPXWDK1vVuLueTYwsNnQQ6ay7C2v+aodT31ewxMfpgnOpcUPVwWtDpfZqhrO/FEirHJGB23JthRrefa8Sq+Ln7jZr+fR8/TJ5bRR90nq6nbvEaI7j8JCBsMXTWjy5FpcI0JOyybkfZB80nBqhw+RxXiSkpoKkrzkGWYDi2F/HNnZ7204pxYHF4P0Jbl4nZLPw8b0PgX5yQCaIft1HcN4svVcEsFowAAAABJRU5ErkJggg==) 球型五通小法兰环缝焊接工装的设计
球型五通小法兰环缝焊接工装的设计 球型五通小法兰环缝焊接工装的设计
格式:pdf
大小:683KB
页数:3P
4.5
介绍了球型五通小法兰环缝几种不同的焊接工装设计方案,通过对其各自特点的研究分析,选出最优方案,有效地解决了小法兰环缝焊接中与焊接机器人高效协同的技术难题。
大型圆柱壳体与法兰对接环缝焊接变形的数值分析 大型圆柱壳体与法兰对接环缝焊接变形的数值分析
格式:pdf
大小:105KB
页数:未知
4.5
用数值方法及相似分析法研究了大型圆柱壳体与法兰对接环缝引起的焊接变形。研究结果表明:圆柱形壳体与法兰对接环缝将引起壳体的径向变形及法兰平面度的变化;当不考虑角变形时,采用纵向收缩力模型对圆柱形壳体与法兰对接环缝进行有限元分析的结果与相似分析相吻合,且与实际焊接结果一致。
大口径压制钢管纵缝焊接工艺 大口径压制钢管纵缝焊接工艺
格式:pdf
大小:122KB
页数:未知
4.5
通过对大口径有缝钢管压制及纵缝焊接工艺的研究,确定了合理的坡口形式,以及内缝co2焊-外缝窄间隙埋弧焊的焊接工艺参数。工艺评定结果证明,接头性能均满足有关技术条件的要求。评定结果已应用于大口径管的制造。
PDC钻头环缝焊接工装卡具的设计及研制 PDC钻头环缝焊接工装卡具的设计及研制
格式:pdf
大小:172KB
页数:2P
4.6
以减速机、三爪卡盘、车床手柄和滑道小推车为主要部件,设计与研制了应用于pdc钻头环缝焊接的小型专用工装卡具.应用新的工装卡具,单层焊缝一次成形,无接缝,提高了环缝焊接质量.极大地减轻了工人的劳动强度,提高了生产效率.
大口径钢管规格-20#大口径钢管规格-45#大口径钢管规格
格式:pdf
大小:56KB
页数:1P
4.7
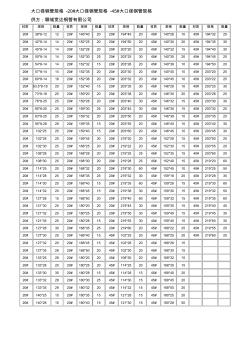
大口径钢管规格-20#大口径钢管规格-45#大口径钢管规格 供方:聊城宽达钢管有限公司 材质规格数量材质规格数量材质规格数量材质规格数量材质规格数量 20#38*8-121220#146*402020#194*452045#140*281045#194*3225 20#42*8-141420#152*252020#194*502045#140*302045#194*3530 20#45*8-141420#152*282020#203*202045#140*321545#194*4030 20#50*8-141420#152*302520#203*253045#140*352045#194*4520 20#54*8-141420#15
大口径无缝钢管的焊接 大口径无缝钢管的焊接
格式:pdf
大小:207KB
页数:未知
4.3
大口径(φ426×10毫米)无缝钢管(10号钢)的焊接,在我单位承包的煤气主管道施工中被列为严格要求项目。除要求接头为单面焊双面成型之外,对管道焊缝的致密性和耐蚀性也有严格要求,并规定每个接头均应做100%x射线检查(3级以上为合格)。在转动管与固定管的全位置焊缝质量检查中,抽样均达到一级片,合格率为100%。现将操作工艺介绍如下。
大口径钢管对接环缝焊接工艺选择相关
文辑推荐
知识推荐
百科推荐


职位:机电BIM工程师
擅长专业:土建 安装 装饰 市政 园林


