




大口径管道自动焊接
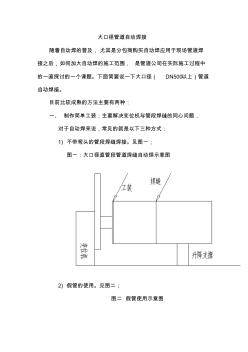
大口径管道自动焊接 随着自动焊的普及,尤其是分包商购买自动焊应用于现场管道焊 接之后,如何加大自动焊的施工范围,是管道公司在实际施工过程中 的一直探讨的一个课题。下面简要说一下大口径(dn500以上)管道 自动焊接。 目前比较成熟的方法主要有两种: 一、制作简单工装;主要解决变位机与管段焊缝的同心问题, 对于自动焊来说,常见的就是以下三种方式: 1)不带弯头的管段焊缝焊接。见图一; 图一:大口径直管段管道焊缝自动焊示意图 2)假管的使用。见图二; 图二假管使用示意图 3)对于弯管变位机,假管(一般为弯头)做配重,目的是为 了平衡重心(通常说的s弯)。见图三; 图三假管做配重 4)实际应用图片。见图四、五; 图四中天合创项目dn900焊缝自动焊 图五中天合创项目dn1000管道焊缝自动焊 二、将焊机整体垫高; 1)焊机垫高是解决弯头较大造成变位机旋转距离不够
编辑推荐下载

大口径长输管道冬季焊接施工技术与措施
格式:pdf
大小:1.4MB
页数:8P
 4.7
4.7
大口径长输管道 冬季焊接施工技术与措施 作者:李国明付新锋王元刘耀坤贺妮娜 建设工程处七公司 2008年12月15日 2008年科技 论文 作者:李国明付新锋王元刘耀坤贺妮娜 (工作单位:建设工程处七公司,联系电话15091404345) 【摘要】本文以西气东输二线冬季焊接施工的具体技术与措施为基础,以理论知识为支 撑和依据,同时结合以往大口径长输管道冬季焊接施工的经验,总结出适合大口径长输管 道冬季焊接施工的技术与措施。 【关健词】冬季施工焊接技术 1引言 正在进行的西二线西段的建设,西二线东段的即将开工、西三线西四线的规划设计、 以及中哈中俄管线的启动建设,标识着我国长输管道建设第四次高峰的到来,这些工程所 用钢级高,建设周期短,任务紧,为了加快管道建设的步伐,大口径高钢级的长输管线冬 季焊接施工在以后的管道建设中势在必行。 本文以西气东输二线
大口径长输管道带铜衬垫高速自动焊焊接热门文档
 水浮法施工大口径长输管道
水浮法施工大口径长输管道 水浮法施工大口径长输管道
格式:pdf
大小:286KB
页数:2P
4.5
鉴于长输管道的施工特点,采用水浮法进行施工,阐述了大口径管道,水浮法施工原理和施工要点,并通过大口径长输管道管段的浮力计算,验证了水浮法施工的安全性、可靠性。
适于长输管道焊接施工的STT半自动焊技术 适于长输管道焊接施工的STT半自动焊技术
格式:pdf
大小:167KB
页数:2P
4.6
stt(表面张力过渡)气体保护半自动焊接技术是一种以表面张力为主要熔滴过渡力的熔化极气体保护电弧焊技术。分析了该技术特点;介绍了stt半自动焊根焊施工工艺在长输管道焊接施工中应用情况,选择sttⅱ型焊机,优化焊接工艺参数,确保了焊接施工工艺(坡口加工、管道组对、焊口预热、根焊、防风及防低温措施)质量。
大口径管道自动焊技术的设计及施工要求
格式:pdf
大小:273KB
页数:4P
4.4
随着大口径、高压力、大壁厚铜管的使用,油气长输管道自动焊技术的应用越来越广泛。本文针对大口径油气管道自动焊技长.从设计思路、设计手段、焊接及施工技术要求等方面进行了详细论述,为设计人员合理设计并提出自动焊的应用地段及技术要求、充分发挥自动焊的优势提供了借鉴。
大口径长输管道带铜衬垫高速自动焊焊接精华文档

油气长输管道自动焊接工艺技术研究
格式:pdf
大小:132KB
页数:1P
4.7
为实现复杂施工环境下的管道自动焊接,利用自保护药芯焊丝具有较好的全位置焊接性、良好的脱渣性与电弧稳定性、未熔合缺陷低、无需保护气体、在风速小于8m/s时不需采用任何防风措施的优势。管道自动焊接系统整体性能稳定,焊接过程平稳,可有效提高焊接过程的连续性与稳定性,焊接接头的内在质量、外观成形、力学性能都满足管线的焊接标准要求,且焊接时不需防风棚,可有效降低管道焊接综合成本。
埋弧自动焊在大口径钢卷管焊接上的应用 埋弧自动焊在大口径钢卷管焊接上的应用
格式:pdf
大小:382KB
页数:3P
4.3
众所周知,埋弧焊是一种在焊剂层下进行大功率焊接的电弧熔焊方法,这种焊接方法具有生产效率高、焊接质量好、劳劝强度小、焊接变形小、生产成本低等优点。但由于埋弧的特点,一般只能进行平焊或近似平焊位置的焊接,因此使其应用范围受到一定限制。截止到目前为止,埋弧焊方法一般
长输管道焊接施工工艺
格式:pdf
大小:1.2MB
页数:3P
4.3
**资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.***
长输管道焊接耗材用量计算
格式:pdf
大小:9KB
页数:5P
4.6
长输管道焊接耗材用量计算 【摘要】对长输管道气体保护金属粉芯焊丝半自动 焊和自保护药芯焊丝半自动焊的焊接材料用量进行了计算, 提出了焊材用量计算的修正公式的,并将计算结果与工程实 际用量进行了对比,两者基本吻合。 【关键词】长输管道;焊接耗材;理论计算值;实际用 量 【abstract】forthecombinationweldingprocessesof semi-automaticgmawandfcaw-swhichusedininthe pipelineconstruction.therelatedweldingconsumableshas beencalculatedaccordingtotherevisedformula,andthen comparedwiththeactualconsumption;th

长输管道自动焊施工方法的研究与实践
格式:pdf
大小:209KB
页数:4P
4.5
首先介绍了国内长输管道自动焊的应用现状和所面临的问题,指出国内管道自动焊常用的三种焊接工艺,并说明各工艺的优缺点。简要介绍了自动焊工艺的特点,自动焊焊接操作的要点和施工中的注意事项,重点叙述了管道自动焊的施工工序和衔接以及施工机具和人员的配置以及施工方法的内容,并举出一个工程实例加以说明。
大口径长输管道带铜衬垫高速自动焊焊接最新文档
大口径长输管道在沼泽地段的施工
格式:pdf
大小:511KB
页数:4P
4.4
西气东输管道工程第10b标段,长5.12km,位于甘肃省景泰县境内的沼泽地,该地段地下水位低,淤泥层较厚,渗透性差,导致施工设备进场困难、管材无法运输、管沟不易成型。经过调研和反复现场勘察,确定的总体施工方案为:挖明沟排水,作业带晾晒,正常组对焊接,沉管下沟。文章介绍了该方案的具体施工工艺。工程实践表明,这种方法成功解决了沼泽地段管道施工的实际困难,在施工进度、质量和成本上都取得了满意的结果,可为类似地区的管道施工提供有益的借鉴。
精确测量在大口径长输管道山地施工中的应用 精确测量在大口径长输管道山地施工中的应用
格式:pdf
大小:130KB
页数:2P
4.4
测量在管道工程施工,特别是在大口径长输管道山地施工中,起着非常重要的作用,它不仅是管线施工的排头兵,而且贯穿整个管线施工的始终。山地施工,地形复杂,管线起伏较大且频繁,无论是管线定位,还是管沟开挖,都是非常关键的工序,因此,精确测量尤为重要。
国产焊机大口径管道多焊枪内焊+双丝外焊焊接技术 国产焊机大口径管道多焊枪内焊+双丝外焊焊接技术
格式:pdf
大小:503KB
页数:4P
4.6
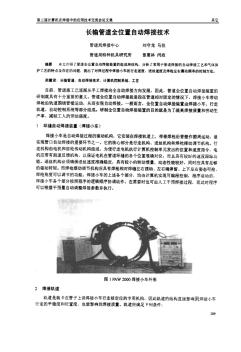
大口径管道全自动焊焊接技术以其高效、高质量、尤其适用高钢级管道焊接的一系列特点,受到国内外建设公司的青睐并被推广应用,但相关设备及技术全部被国外垄断。本文对采用国产全自动设备进行自动焊焊接技术研究过程进行了较详细地论述,对焊接过程中技术要点做了较全面地介绍。该技术已在西气东输二线x80级大口径管道焊接工程中成功运用,取得了良好效果。
大口径厚壁管道焊接技术讲解
格式:pdf
大小:8KB
页数:4P
4.6
大口径厚壁管道焊接技术讲解 全自动焊接大口径、厚壁(大于21mm)管线经常采用u型坡口 或复合型坡口,由于u型坡口、复合坡口加工耗时、耗力制约管 道焊接效率。v形坡口加工简单,省时、省力,但大口径、厚壁 管线v型坡口全自动焊接时,如焊接工艺参数选择不当,将导致 焊接缺陷产生。 随着管道建设用钢管强度等级提高至x70、x80级别,管径和壁 厚的增大,从2003年起在管道施工中逐渐开始应用自动焊技术。 管道自动焊技术由于焊接效率高,劳动强度小,焊接过程受人为 因素影响小等优势,在大口径、厚壁管道建设的应用中具有很大 潜力。 但我国的管道自动焊接技术正处于发展阶段,焊接中的一些问题 如根部未熔合、侧壁未融合、坡口复杂等还没有彻底解决;自动 焊接大口径、厚壁管线经常采用u型坡口或复合型坡口,管端坡 口整形机等配套设施尚未成熟,所以研究大口径、厚壁管道v型 坡
长输管道焊接施工常见的焊接缺陷及防治要点
格式:pdf
大小:155KB
页数:2P
4.6
在能源安全当中,能源的运输方式起到了关键的作用;其中,管道运输由于具有经济、安全、效率高和距离长等优势,成为了能源运输当中的最主要方式之一,并受到了非常广泛的应用。当前,通过长输管道输送油气已经在实践中普及开来。而长输管道质量的优劣取决于管道焊接施工技术,现实中几乎无法实现100%的焊接合格率。然而在具体应用过程当中,管道焊接施工存在着很多缺陷。文章将对长输管道焊接施工中常见的焊接缺陷进行分析,并在此基础上进一步探究其防治方案。
浅析半自动焊技术在长输管道焊接的应用 浅析半自动焊技术在长输管道焊接的应用
格式:pdf
大小:95KB
页数:未知
4.6
近年来,国内的长输管道焊接技术工艺水平不断提高,改进。在短短的二十年间,用于长输管道的焊接技术先后从手工上向焊发展到手工下向焊、药芯焊丝半自动焊,目前正积极研究和开发全自动焊接技术。在这些焊接技术中,药芯焊丝半自动焊以其工作效率高、焊接质量的特点已成为长输管道野外施工中的首选方案。本文结合我公司在桃2-3集气站至桃2-1集气站集气支线工程施工过程,主要介绍使用半自动焊焊接管道时的优越性及焊接时产生的缺陷和改进措施。
长输管道焊接施工工艺研究 长输管道焊接施工工艺研究
格式:pdf
大小:129KB
页数:未知
4.6
为了更好保证管道运输油气的质量和效率,主要对于长输管道焊接施工工艺中的各种焊接方法及应用进行探讨,随着我国长输管道焊接应用水平日益提高,已经具备相关的成熟工艺,对于这些施工工艺的分析希望对于今后施工具有一定帮助。
钢板冲压焊接大口径弯头自动焊工作站的研制 钢板冲压焊接大口径弯头自动焊工作站的研制
格式:pdf
大小:149KB
页数:2P
4.4
介绍了一种钢板冲压焊接大口径弯头纵缝自动焊工作站的结构和系统配置。该设备主要包括焊接操作机和焊接变位机,用焊接变位机装夹并按照焊接速度转动冲压焊接弯头,与焊接操作机横梁端部悬挂的焊接机头配合,使弯头纵缝在焊接过程中始终处于最佳的水平焊接位置,实现管件焊缝的机械化、自动化焊接,达到了提高焊接生产效率、降低工人劳动强度、保证焊缝质量的目的。
中高压厚壁长输管道的焊接方法 中高压厚壁长输管道的焊接方法
格式:pdf
大小:367KB
页数:未知
4.4
通过焊接工艺的控制来保证中高压厚壁管的焊接质量,实际应用表明,通过改变焊接工艺,可以大大提高焊口质量,初次探伤i级合格率达到95%以上,具有可观的效益。
大口径长输管道带铜衬垫高速自动焊焊接相关
文辑推荐
知识推荐
百科推荐


职位:驻场项目资料员
擅长专业:土建 安装 装饰 市政 园林


