

Incoloy 825对接弯头的焊接工艺
格式:pdf
大小:499KB
页数:3P
人气 :84
 4.5
4.5
根据Incoloy 825的焊接特性,在焊接方法、焊接材料、焊接坡口、焊接工艺和焊后稳定化处理等方面进行了分析,确定了合适的焊接工艺,并进行了力学性能检测,焊接接头满足相关标准要求。


![焊接工艺卡[对接]](data:image/png;base64,iVBORw0KGgoAAAANSUhEUgAAABIAAAASCAYAAABWzo5XAAAB9klEQVQ4T7WUT0iTcRjHP++r01Kbf5p2iHWoTDGbLPpLsboEHgYxhtdUCJGtjA5Z0ugQKyuLmoF0S+oSGnqxOgQSHioWlcIoRBFaVM65tjVTt3ftjfcXQcOW2Oq5/n7fD8+f7/NINQ2+PEP5/BUV9YiEVMoKQkUNS0h3ZoMF7ZKl1XsDmRMr0P/uq0eyOLxhoCRLUEQDqVlChPz/gEybiqg0FjL8MkQ4liRfJ2PdV04wkmBkVOsA7DeVUFyUy4Ons2mFpGV0aOdaXE0bcfdO8fhFiF01erqcVURiCofPjArhvfMm3k0vcLpnIjOoTK9j4GIdgyMzePr8OO1G6ncb0Bfm0uj2EZ1TGOw00zPgp284kBmkvdw+W4uSTNFy+Q29rlpejX/BZqnA0+9nJpygs7WS5gs+pj4u/Bl0zG7EdmAdTW4fd89to+36W5z2DXwKxXkfWBQ9s3X8KPPXWDK1vVuLueTYwsNnQQ6ay7C2v+aodT31ewxMfpgnOpcUPVwWtDpfZqhrO/FEirHJGB23JthRrefa8Sq+Ln7jZr+fR8/TJ5bRR90nq6nbvEaI7j8JCBsMXTWjy5FpcI0JOyybkfZB80nBqhw+RxXiSkpoKkrzkGWYDi2F/HNnZ7204pxYHF4P0Jbl4nZLPw8b0PgX5yQCaIft1HcN4svVcEsFowAAAABJRU5ErkJggg==)

对接焊焊接工艺评定
焊接工艺评定资料 (wpq) 编号:dz/wpq-17 名称:wcb与a105 用j422手工电弧焊的对接焊工艺评定 执行标准:asme锅炉及压力容器规范1x 《焊接和钎焊评定标准》 母材型号:wcb与a105 焊材型号(牌号):e4303(j422) 完成日期: 大众阀门集团有限公司 wpq资料目录 序号资料名称资料编号页数 1焊接工艺指导书(wps)w/j4-173 2焊接工艺评定报告(pqr)dz/pqr- 17 3 3 评定检验原始记录与报告pqr附录7 ①机械性能报告附-11 ②质量证明书附-21 ③焊工技能资格评定记录附-31 ④试样外观检查记录附-41 ⑤焊材化学成分分析附-51 ⑥焊接操作记录附-61 焊接工艺指导书 wps 编号:w/j4-17 执行标准
编辑推荐下载
对接电杆的排杆及焊接工艺
格式:pdf
大小:86KB
页数:5P
4.4
对接电杆的排杆及焊接工艺 一、施工准备 1、劳动组织 表1 序号项目单位数量备注 1施工负责人人1负责施工质量及安全 2运杆人6运杆、排杆、转杆等 3电焊人2 2、工机具 表2 序号名称规格单位数量备注 1电焊机bx-160台1 2气割工具套1 3运杆车自制辆1 4电杆夹具自制套1大小各一付 5木工刀锯l=500把1 6撬棍羊角l=1500根4 7抬杠硬杂木l=3m根4 8白棕绳φ20l=20m根1运杆 9白棕绳φ24l=6m根1转杆 10铁锹尖头把1 3、材料 表3 序号名称规格单位数量备注 1杆顶钢板套见施工图 2道木200×150×1500根排杆 3松木板δ=10-20m3抄
 20钢管-管对接的焊接工艺
20钢管-管对接的焊接工艺 20钢管-管对接的焊接工艺
格式:pdf
大小:85KB
页数:1P
4.8
分析了国产天然气压缩机组的工艺气管路的的材质及焊接性,阐明了20钢管子焊接时,采用钨级气体保护焊打底(gtaw),焊条电弧焊(smaw)填充和盖面焊接工艺的可行性,实践证明该工艺是可行的,接头性能满足使用要求。
对接弯头的焊接工艺热门文档
20钢管-管对接的焊接工艺
格式:pdf
大小:22KB
页数:3P
4.3
20钢管-管对接的焊接工艺 摘要分析了国产天然气压缩机组的工艺气管路的的材质及焊接性,阐明了 20钢管子焊接时,采用钨级气体保护焊打底(gtaw),焊条电弧焊(smaw) 填充和盖面焊接工艺的可行性,实践证明该工艺是可行的,接头性能满足使用要 求。 关键词焊接工艺;无损检测;压力试验 今年我公司承接了40多台天然气压缩机组。天然气压缩机组主要包括压缩 主机、缓冲罐、分离器和空冷器等设备。其中容器之间采用管子连接,管子材质 为20钢,管子直径在φ=89~168mm范围内,工作介质为天然气,工作压力3.4 mpa。因此,对20钢管对接的焊接工艺性能进行研究,对保证生产质量有着重 大的意义。 120钢管子焊接性分析 20钢管为输送流体用无缝钢管,制造标准gb/t8163,其化学成份(%):c 含量0.20%,si含量0.24%,mn含量0.53%,
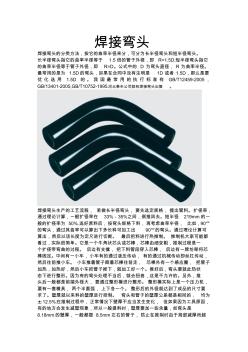
焊接弯头
格式:pdf
大小:478KB
页数:2P
4.5
焊接弯头 焊接弯头的分类方法,按它的曲率半径来分,可分为长半径弯头和短半径弯头。 长半径弯头指它的曲率半径等于1.5倍的管子外径,即r=1.5d.短半径弯头指它 的曲率半径等于管子外径,即r=d。公式中的d为弯头直径,r为曲率半径。 最常用的是为1.5d的弯头,如果在合同中没有注明是1d或者1.5d,那么是要 优化选用1.5d的。我国最常用的执行标准有gb/t12459-2005, gb/13401-2005,gb/t10752-1995.河北泰丰公司就有焊接弯头出售。 焊接弯头生产的工艺流程,若做长半径弯头,要先选定规格,提出管料。扩径率, 通过理论计算,一般扩径率在33%-35%之间,倒推回去。短半径219mm的一 般的扩径率为50%.选好原料后,按弯头规格下料,再考虑曲率半径,比如,90° 的弯头,通过其曲率可以

焊接工艺评定报告对接
格式:pdf
大小:122KB
页数:4P
4.5
焊接工艺评定指导书 共4页第1页 工程名称焊接工艺评定指导书编号hy 母材钢号q235-a规格200x500x4供货状态热轧生产厂家舞钢 焊接材料生产厂家牌号类型直径(mm)烘干制度(0c/h)备注 co2焊丝天津大桥er50-6-------1.2------- ------焊剂或气体--------------co2-------------- 焊剂----------------------------------- 焊接方法co2气体保护焊焊接位置平焊 焊接设备型号nbc—500电源及极性直流正接 预热温度(℃)层间温度(℃)后热温度(℃) 接 头 及 坡 口 尺 寸 图 焊 接 顺 序 图 焊 接 工 艺 参 数 道次 焊接 方法 焊条或焊丝焊剂或 保护气 电流 a 电压 v

焊接工艺评定报告对接1
格式:pdf
大小:122KB
页数:4P
4.8
焊接工艺评定指导书 共4页第1页 工程名称焊接工艺评定指导书编号hy 母材钢号q235-a规格200x500x4供货状态热轧生产厂家舞钢 焊接材料生产厂家牌号类型直径(mm)烘干制度(0c/h)备注 co2焊丝天津大桥er50-6-------1.2------- ------焊剂或气体--------------co2-------------- 焊剂----------------------------------- 焊接方法co2气体保护焊焊接位置平焊 焊接设备型号nbc—500电源及极性直流正接 预热温度(℃)层间温度(℃)后热温度(℃) 接 头 及 坡 口 尺 寸 图 焊 接 顺 序 图 焊 接 工 艺 参 数 道次 焊接 方法 焊条或焊丝焊剂或 保护气 电流 a 电压 v

常见的焊接工艺及钢结构焊接工艺
格式:pdf
大小:37KB
页数:14P
4.5
目前常用的焊接工艺有: →电弧焊(氩弧焊、手弧焊、埋弧焊、钨极气体保护电弧焊、等离子弧焊、气体 保护焊) →电阻焊 →高能束焊(电子束焊、激光焊) →钎焊 →以电阻热为能源:电渣焊、高频焊; →以化学能为焊接能源:气焊、气压焊、爆炸焊; →以机械能为焊接能源:摩擦焊、冷压焊、超声波焊、扩散焊 焊接工艺精度变形热影响焊缝质量焊料使用条件 激光焊精密小很小好无 钎焊精糙一般一般一般需要整体加热 电阻焊精糙大大一般无需要电极 氩弧焊一般大大一般需要需要电极 等离子焊较好一般一般一般需要需要电极 电子束焊精密小小好无需要真空 1.电弧焊 电弧焊是目前应用最广泛的焊接方法。它包括有:手弧焊、埋弧焊、钨极气体保 护电弧焊、等离子弧焊、熔化极气体保护焊等。绝大部分电弧焊是以电极与工 件之间燃烧的电弧作热源。在形成接头时,可以采用
对接弯头的焊接工艺精华文档

焊接工艺和焊接工艺评定的对话
格式:pdf
大小:29KB
页数:5P
4.4
wewillcontinuetoimprovethecompany'sinternalcontrolsystem,andsteadyimprovementinabilitytomanageandcontrol,optimizebusinessprocesses,toensuresmoothprocesses,responsibilitiesinplace;tofurtherstrengtheninternalcontrols,playacontrolpostindependentoversightroleofevaluationcomplyingwiththird-partyresponsibility;toactivelymakeuseofinte

镀锌钢管的焊接特点及焊接工艺-焊接工艺的特点
格式:pdf
大小:8KB
页数:4P
4.7
镀锌钢管的焊接特点及焊接工艺 镀锌钢广泛运用于各行各业,采用镀锌钢的好处是利用在空气中能够形成致密氧 化物保护层的金属锌来保护内部的钢结构。在被焊接、划伤的情况下,由于zn-fe 原电池的存在,相对活泼的镀锌部分可以作为牺牲阳极,延缓钢铁的锈蚀,耐腐 蚀性良好。然而由于镀锌层的存在,在焊接中容易产生裂纹、气孔、夹渣,较难 得到良好的焊接质量。 镀锌钢一般是在低碳钢外镀一层锌,镀锌层一般在20um厚。锌的熔点在419°c, 沸点908°c左右。在焊接中,锌熔化成液体浮在熔池表面或在焊缝根部位臵。 锌在铁中具有较大固溶度,锌液体会沿晶界深入浸蚀焊缝金属,低熔点锌形成 “液体金属脆化”。同时,锌与铁可形成金属间脆性化合物,如fe3zn10、fezn10 等。这些脆性相使焊缝金属塑性降低,在拉应力作用下而产生裂纹。如果焊接角 焊缝,尤其是t形接头的角焊缝最容易产生
高压水除磷管道弯头更换的焊接工艺 高压水除磷管道弯头更换的焊接工艺
格式:pdf
大小:196KB
页数:2P
4.7
本文介绍了高压水除鳞管道弯头更换的过程。通过分析材料的焊接性,选择合适的焊接材料,制定合适的焊接工艺,取得了比较满意的结果,为高压水除鳞管道弯头更换提供了实践经验。

板厚为20mm,接头为对接的16MnR钢的焊接工艺
格式:pdf
大小:141KB
页数:6P
4.7
板厚为20mm,接头为对接的16mnr钢的埋弧焊焊接工艺 班级:xxxxx 姓名:xxxx 学号:xxxx 一、16mnr的化学成分及性能 二、16mnr的焊接性 三、焊接方法的选择 四、焊前准备 五、焊接材料 六、工艺参数的制订 七、焊机的选择 八、焊缝检查 16mnr的化学成分及性能 σs∕mpaσb∕mpaδ(%)akv∕j/cm 340450-65519-21≥31 16mnr的化学成分及性能 csimnps ≤0.200.20-0.551.2-1.6 ≤0.30≤0.20 16mnr的焊接性 16mnr钢是q345级的低合金高强度结构用钢,是生产中应用最广的钢材料。它只比q235 号钢多加入约1%的mn,屈服强度却提高了40%~50%,而且冶炼、加工性能和焊接性能都 较好,常见交货状态为热轧或正火,

焊接工艺规范
格式:pdf
大小:79KB
页数:7P
4.5
编号: 焊接工艺规范 编制: 校对: 审核: 批准: 目录 1.目的................................................1 2.适用范围............................................1 3.引用标准............................................1 4.工艺要求............................................1 4.1焊接方法选用原则...................................1 4.2焊接用辅料援用原则................................1 4.3点焊接头的最小搭边宽度和焊点的最小点距.......
对接弯头的焊接工艺最新文档
焊接工艺措施
格式:pdf
大小:9KB
页数:6P
4.6
焊接工艺措施 焊接工艺措施: 1)对工程中使用较多的或有代表性的接头形式进行焊接工艺性试验, 以确定最佳的操作方法和焊接规范,焊接工艺性试验由焊接试验室全 权负责。 2)结构装配定位焊 a.装配定位焊前,焊接坡口及其内外两侧各20mm范围内的油污必 须用溶剂揩抹干净,并用手提砂轮机打磨去除铁锈、氧化皮等杂质, 使焊件母材表面露出金属光泽。 b.担任定位焊施焊工作的焊工必须是持有合格证的焊工。 c.装配质量达到图样技术要求后方可进行定位焊(如该焊缝焊前需 要预热,则必须预热至所要求的温度后才可进行定位焊。),定位焊所 用焊条(须经烘干处理)、焊丝必须与该焊缝正式焊接时所用焊材相 一致,定位焊缝应填满弧坑。 d.定位焊缝长度一般为20—50mm,间距长为400—600mm,焊脚尺 寸不得大于设计焊脚尺寸的一半,且不应大于8mm,定位焊应距设 计焊缝端部30mm以上。(
焊接工艺规范
格式:pdf
大小:134KB
页数:14P
4.4
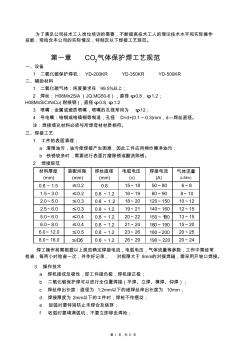
e起弧时要特别防止未焊合及烧穿; f收弧时要填满弧坑,不要立即移走焊枪; 焊工操作前需根据以上规范确定焊接电流,电弧电压,气体流量等参数,工作中需经常 检查,每两小时检查一次,并作好记录,对板厚大于8mm的对接焊缝,需采用开坡口焊接。 3操作技术 a焊机接成反极性,即工件接负极,焊机接正极; b二氧化碳保护焊可以进行全位置焊接(平焊、立焊、横焊、仰焊); c焊丝伸出长度:直径为1.2mm以下的细焊丝伸出长度为10mm; d焊接厚度为2mm以下的工件时,焊枪不作摆动; 8.0~16.0≤0.50.8~1.226~29190~22020~24 6.0~12.
国外焊接工艺
格式:pdf
大小:3.7MB
页数:33P
4.5
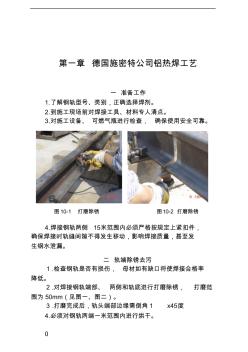
0 第一章德国施密特公司铝热焊工艺 一准备工作 1.了解钢轨型号、类别,正确选择焊剂。 2.到施工现场前对焊接工具、材料专人清点。 3.对施工设备、可燃气瓶进行检查,确保使用安全可靠。 4.焊接钢轨两侧15米范围内必须严格按规定上紧扣件, 确保焊接时轨缝间隙不得发生移动,影响焊接质量,甚至发 生钢水泄漏。 二轨端除锈去污 1.检查钢轨是否有损伤,母材如有缺口将使焊接合格率 降低。 2.对焊接钢轨端部、两侧和轨底进行打磨除锈,打磨范 围为50mm(见图一、图二)。 3.打磨完成后,轨头端部边缘需倒角1x45度 4.必须对钢轨两端一米范围内进行烘干。 图10-1打磨除锈图10-2打磨除锈 1 图10-4 预热枪支座 注意:特别要重视轨底的清洁和干燥。 三对轨 1.轨缝调整: 以轨脚边为基准,控制轨缝宽 度为28±1mm。 2.尖点调整(见图
焊接工艺 (2)
格式:pdf
大小:737KB
页数:18P
4.6
不锈钢复合板槽的焊接工艺 中铝山东分公司淄博万成工贸有限公司(255065)徐立媚 【摘要】分析了q235b+321不锈钢复合板的焊接性,对复合板进行了焊接工艺评定,确 定了q235b+321不锈钢复合板的焊接工艺。施焊过程中通过严格执行工艺规则,既保证了 焊接质量,又提高了焊接效率,满足设计要求。 不锈钢复合板是以碳素钢或合金钢为基层,不锈钢为复层,制成的双金属复合钢板。一般由 基层来保证复合板的强度,复层来保证复合板的耐腐蚀性能。它既具有不锈钢的美观耐用、 成形性好、耐腐蚀性强等优良性能,又有碳钢高强度和低成本的优点,因而应用广泛。为此, 本文分析了不锈钢复合板的焊接性,通过焊接工艺评定,制定了焊接工艺,并将该工艺成功 应用于槽的制作中,效果良好。 1.焊接性分析 槽母材为q235b+321不锈钢复合板,基层为q235b,厚度为7mm,

焊接工艺
格式:pdf
大小:377KB
页数:13P
4.7
钢筋焊接施工方案 一、编制依据 1、合同文件; 2、钢筋焊接及验收规程(jgj18-2003); 3、钢筋焊接接头试验方法标准(jgjt27-2001) 4、业主及监理要求; 二、钢筋闪光焊 (一)施工准备 1、机械设备 un1-150闪光对焊机。 2、材料 各种规格钢筋级别必须有出厂合格证,进场后经物理性能检验,符合要求后方能使用。 3、作业条件 (1)设备在操作前检修完好,保证正常运转,并符合安全规定,操作人员必须要持证上岗。 (2)钢筋焊口要平口、清洁、无油污杂质等。 (3)对焊机容量、电压要符合要求。 (二)操作工艺 1、对焊工艺 根据钢筋品种、直径和所用焊机功率大小选用连续闪光焊、预热闪光焊、闪光—预热— 闪光焊。对于可焊性差的钢筋,对焊后宜采用通电热处理措施,以改善接头塑性。 钢筋焊接工艺选用见表1。 钢筋级别直径(mm) 闪光留量 (mm) 顶锻留量
 20钢蒸汽管道对接焊焊接工艺
20钢蒸汽管道对接焊焊接工艺 20钢蒸汽管道对接焊焊接工艺
格式:pdf
大小:109KB
页数:未知
4.5
焊接20钢的蒸汽管道时采用氩弧焊打底,焊条电弧焊盖面的焊接工艺,减少了气孔、夹渣和未焊透等缺陷的出现几率,提高了焊接质量和接头的合格率,为以后此类压力管道焊接提供了详实的资料,此工艺经济适用,很有推广价值。
rl板—板对接焊焊接工艺评定报告资料
格式:pdf
大小:1.0MB
页数:61P
4.6
焊接工艺评定报告 焊接工艺评定名称板—板对接焊 焊接工艺评定编号pqrb06-01 试件材料q235-b 焊接方法埋弧自动焊 评定日期2006年9月18日 山东阳光天润化工设备有限公司 焊接工艺评定报告 qdr15-08 单位名称:山东阳光天润化工设备有限公司 焊接工艺评定报告编号:pqrb06-01焊接工艺指导书编号:wps06-01 焊接方法:saw机械化程度:(手工、半自动、自动)自动 接头简图:(坡口形式、尺寸、衬垫、每种焊接方法或焊接工艺、焊缝金属厚度) + 母材: 材料标准:gb/t3274 钢号:q235-b 类、组别号:ⅰ-1类、组别号:ⅰ-1相焊 厚度:12 直径: 其他: 焊后热处理: 热处理温度(℃): 保温时间(h): 保护气体: 气体混合比流量(l/min) 保护气体 尾部
铝合金厚板对接自动焊焊接工艺优化 铝合金厚板对接自动焊焊接工艺优化
格式:pdf
大小:184KB
页数:3P
4.6
在车钩座组成自动焊焊接过程中,射线探伤多次发现线性显示,通过宏观金相分析确认缺陷为焊缝侧壁未熔合,多次返修严重影响了工件的焊接质量及生产进度。本文结合常见的未熔合产生原因,同时将车钩座组成与车钩面板自动焊工艺进行对比,并进行了一系列的试验及分析,对车钩座自动焊工艺进行优化,最终通过优化车钩座自动焊焊缝填充分布和焊接参数等措施,基本上解决了车钩座自动焊的未熔合问题,射线探伤一次合格率提高到90%以上,提高了生产效率。

焊接工艺报告
格式:pdf
大小:60KB
页数:6P
4.4
12东南-pd-2005-949 序号报告名称报告编号页数 1 建筑钢结构焊接工艺评定报告 (钢板横对接/气保焊 q235bδ=20mm) 东南-pd-2009-3710 2建筑钢结构焊接工艺评定报告 (角接接头对接/q235bδ=20mm) 东南-pd-2009-389 3建筑钢结构焊接工艺评定报告 (钢板对接/气保焊q235bδ=20mm) 东南-pd-2009-3910 4 建筑钢结构焊接工艺评定报告 (钢板对接/气保焊q235b+q345b δ=25mm) 东南-pd-2009-4010 5 建筑钢结构焊接工艺评定报告 (t形对接与角接组合焊q235b δ=20mm) 东南-pd-2009-4110 6 建筑钢结构焊接工艺评定报告 (t形对接与角接组合焊/气保焊 q235b δ=20mm+q345bδ=50mm) 东南-pd-
对接弯头的焊接工艺相关
文辑推荐
知识推荐
百科推荐


职位:土建工程师
擅长专业:土建 安装 装饰 市政 园林


