

电焊条的配制
格式:pdf
大小:91KB
页数:14P
人气 :62
 4.6
4.6
1 J422焊条制作设计、生产现场应用工艺编制 (一)、电焊条的设计原则、依据、要求 1、设计原则 技术上必须可靠,制造上必须可行,经济效益要好,卫生指标先进。 2、设计依据 假设在室内、室温采用 BX1-500 焊机 (以螺旋压涂机制作焊条 ),用 25钢制作试板,检验焊缝质量。分析 25钢的化学成分和力学性能如表 1 表 1 25 钢的化学成分和力学性能 材料 C Si Mn S P Cr Ni Mo 其他 25 0.22~0.30 0.17~0.37 0.50~0.80 0.040 0.040 0.25 0.25 - - 机械性能 冲击试验 ㎏*m/㎜ 2 硬度测试 HB 热轧屈服点㎏ /㎜ 2 抗拉强度㎏ /㎜ 2 伸长率% 收缩率 % 28 46 23 50 9 170 3、对焊条的要求 满足焊接接头的机械性能,全位置焊,交直流两用。 (二)、电焊条的设计步骤 1、焊



电焊条
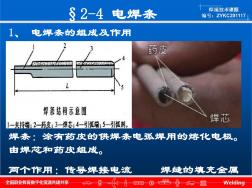
电焊条 目录 作用 常用型号 分类 存放处理 作用 电焊条 焊条由焊芯及药皮两部分构成。焊条是在金属焊芯外将涂料(药皮)均匀、向心 地压涂在焊芯上。焊条种类不同,焊芯也不同。焊芯即焊条的金属芯,为了保证 焊缝的质量与性能,对焊芯中各金属元素的含量都有严格的规定,特别是对有害 杂质(如硫、磷等)的含量,应有严格的限制,优于母材。焊条中被药皮包覆的 金属芯称为焊芯。焊芯一般是一根具有一定长度及直径的钢丝。焊接时,焊芯有 两个作用:一是传导焊接电流,产生电弧把电能转换成热能,二是焊芯本身熔化 作为填充金属与液体母材金属熔合形成焊缝。 压涂在焊芯表面的涂层称为药皮。焊条的药皮在焊接过程中起着极为重要的作 用。若采用无药皮的光焊条焊接,则在焊接过程中,空气中的氧和氮会大量侵入 熔化金属,将金属铁和有益元素碳、硅、锰等氧化和氮化形成各种氧化物和氮化 物,并残留在焊缝中,造成焊缝
电焊条的分类
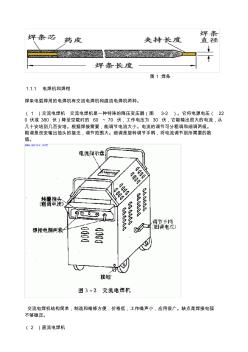
图1焊条 1.1.1电焊机和焊钳 焊条电弧焊用的电焊机有交流电焊机和直流电焊机两种。 (1)交流电焊机交流电焊机是一种特殊的降压变压器(图3-2)。它将电源电压(22 0伏或380伏)降至空载时的60~70伏,工作电压为30伏,它能输出很大的电流,从 几十安培到几百安培。根据焊接需要,能调节电流大小。电流的调节可分粗调和细调两级。 粗调是改变输出抽头的接法,调节范围大。细调是旋转调节手柄,将电流调节到所需要的数 值。 交流电焊机结构简单,制造和维修方便,价格低,工作噪声小,应用很广。缺点是焊接电弧 不够稳定。 (2)直流电焊机 直流电焊机是由交流电动机和特殊的直流发电机组成的(图3-3)。电动机带动发电机旋转, 发出满足焊接要求的直流电,其空载电压约为50~80伏,工作电压为30伏。电流调节 范围为45~3
编辑推荐下载

电焊条辅料
格式:pdf
大小:89KB
页数:11P
4.7
曲周县二手电焊条设备调剂中心 1 1 一月二月三月 产品名称数量金额利润产品名称数量金额利润产品名称数量金额利润 合计合计合计 四月五月六月 产品名称 数 量 金 额 利 润 产品名称 数 量 金 额 利 润 产品名称 数 量 金 额 利 润 合计合计合计 电焊条辅料(无机矿石类) 一、无机矿石类 1、大理石:大理石又称云石,是重结晶的石灰岩,主要成分是caco3。大 曲周县二手电焊条设备调剂中心 2 理石是以大理岩为代表的一类岩石,包括碳酸盐岩和有关的变质岩,相对花岗石 来说一般质地较软。常见岩石有大理岩、石灰岩、白云岩、夕卡岩等。大理石粉 通常用作填料,还广泛用于人造地砖、橡胶、塑料、造纸、涂料、油漆、油墨、 电缆、建筑用品、食品、医药、纺织、饲料、牙膏等日用化工行业,作填充剂起 到增加产品的体积,降低生
电焊条配制热门文档
电焊条辅料
格式:pdf
大小:80KB
页数:14P
4.6
电焊条辅料 一、无机类 (一)矿石类 1、大理石:大理石又称云石,是重结晶的石灰岩,主要成分是caco3。大 理石是以大理岩为代表的一类岩石,包括碳酸盐岩和有关的变质岩,相对花岗石来说 一般质地较软。常见岩石有大理岩、石灰岩、白云岩、夕卡岩等。大理石粉通常用作 填料,还广泛用于人造地砖、橡胶、塑料、造纸、涂料、油漆、油墨、电缆、建筑用 品、食品、医药、纺织、饲料、牙膏等日用化工行业,作填充剂起到增加产品的体积, 降低生产成本。 电焊条用大理石粉须具有高白度、高纯度、粒径均匀等特点,其作用主要是造渣 和造气,其次是稳弧和提高熔渣的碱度以及脱硫等。 主要化学成分指标(%): caco3≥95s≤0.03p≤0.03 在焊条药皮中的作用: (1)脱硫; (2)稳弧; (3)分解co2,保护焊缝不被氧化、氮化; (4)造成短渣、使方向性焊接方便; (5)脱磷(间接)。 对焊
电焊条牌号
格式:pdf
大小:474KB
页数:6P
4.6
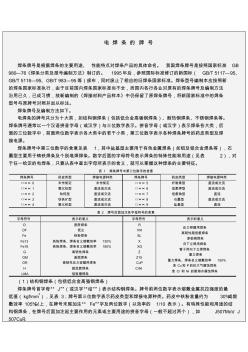
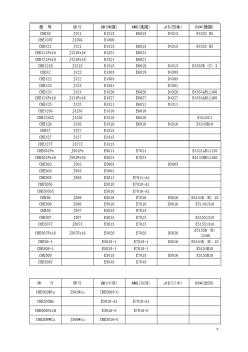
电焊条的牌号 焊条牌号是根据焊条的主要用途、性能特点对焊条产品的具体命名。我国焊条牌号是按照国家标准gb 980—76《焊条分类及型号编制方法》制订的。1995年后,参照国际标准修订的新国标(gb/t5117—95、 gb/t5118—95、gb/t983—95等)颁布,同时废止了相应的旧焊条国家标准。焊条型号编制本应按照新 的焊条国家标准执行,由于目前国内焊条国家标准尚不全,而国内各行各业对原有的焊条牌号及编制方法 沿用已久,已成习惯,故新编制的《焊接材料产品样本》中仍保留了原焊条牌号,将新国家标准中的焊条 型号与原牌号对照并加以标注。 焊条牌号及编制方法如下。 电焊条的牌号共分为十大类,如结构钢焊条(包括低合金高强钢焊条)、耐热钢焊条、不锈钢焊条等。 焊条牌号通常以一个汉语拼音字母(或汉字)与三位数字表示。拼音字母(或汉字)表示焊条各大类,后 面的三位数字中

电焊条配制精华文档

J427GR电焊条的研究
格式:pdf
大小:94KB
页数:2P
3
j427gr电焊条的研究——采用正变设计和方差分析的方法.通过适当提高熔渣的碱度,控制熔敷金属中台金元素的台量及配比,加^微量元素,成功研究出熔敷金属扩散氢古量低、塑性和低温韧性高、焊接工艺性能好的~27gr电焊条;适用于焊接对低温冲击韧性要求高的重要焊...


电焊条规格
格式:pdf
大小:6KB
页数:3P
4.5
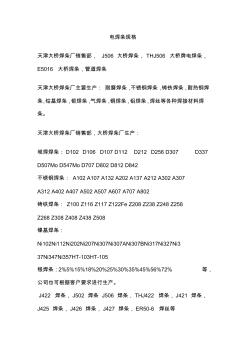
电焊条规格 天津大桥焊条厂销售部,j506大桥焊条,thj506大桥牌电焊条,e5016大桥焊条,管道焊条 天津大桥焊条厂主要生产:耐磨焊条,不锈钢焊条,铸铁焊条,耐热钢焊条,钴基焊条,银焊条,气焊 条,铜焊条,铝焊条,焊丝等各种焊接材料焊条。 天津大桥焊条厂销售部,大桥焊条厂生产: 堆焊焊条:d102d106d107d112d212d256d307d337d507mod547mod707 d802d812d842 不锈钢焊条:a102a107a132a202a137a212a302a307a312a402a407a502 a507a607a707a802 铸铁焊条:z100z116z117z122fez208z238z248z258z268z308z408z438

常用几种电焊条参数
格式:pdf
大小:21KB
页数:2P
4.7
常用几种电焊条部分参数 j422是钛钙型药皮的碳钢焊条。具有优良的焊接工艺性能,电弧稳定,焊道美观,飞溅小,交 直流两用,可进行全位置焊接。 用于焊接较重要的低碳钢结构和强度等级低的低合金钢,如q235等。 x射线探伤要求:ⅱ级 焊接时参考电流:ac或dc(注:d在此表示低电压) 焊条直径(mm)2.02.53.24.05.0 焊接电流(a)40~7060~10090~150130~210180~270 j427是低氢钠型药皮的碳钢焊条。采用直流反接,可进行全位置焊接,具有优良的塑性、韧性、 抗裂性。 用于焊接重要的低碳钢和低合金钢结构。 x射线探伤要求:ⅰ级 焊接时参考电流:dc+ 焊条直径(mm)2.53.24.05.0 焊接电流(a)60~9090~130130~180180~230 j507r是低氢钠型药
电焊条配制最新文档
电焊条规格
格式:pdf
大小:9KB
页数:5P
4.6
电焊条规格 天津大桥焊条厂销售部,j506大桥焊条,thj506大桥牌电焊条, e5016大桥焊条,管道焊条 天津大桥焊条厂主要生产:耐磨焊条,不锈钢焊条,铸铁焊条,耐热钢焊 条,钴基焊条,银焊条,气焊条,铜焊条,铝焊条,焊丝等各种焊接材料焊 条。 天津大桥焊条厂销售部,大桥焊条厂生产: 堆焊焊条:d102d106d107d112d212d256d307d337 d507mod547mod707d802d812d842 不锈钢焊条:a102a107a132a202a137a212a302a307 a312a402a407a502a507a607a707a802 铸铁焊条:z100z116z117z122fez208z238z248z258 z268z308z408z

常用电焊条的规格、型号及用途
格式:pdf
大小:8KB
页数:3P
4.5
常用电焊条规格、型号及用途 ·sh.j422用于焊接较重要的低碳钢结构和强度等级低的低合金钢如q235等。 j422(e4303) ●说明:j422是钛钙型药皮的碳钢焊条.具有优良的焊接工艺性能,电弧稳定,焊道美观,飞溅小,交直流 两用,可进行全位置焊接 ●用途:用于焊接较重要的低碳钢结构和强度等级低的低合金钢,如q235等 ·sh.e6013用于焊接低碳钢结构,能适应各种形式的焊接接头和焊接位置的施焊。对薄板的焊接性能极佳, 尤其是用于补道焊和打底焊,并可立向下焊u。焊接时仅需50v空载电压,是理想的定位焊条。 ·sh.j426用于焊接重要的低碳钢和低合金的结构。具有良好的力学性能和抗裂性能。使用前需经350℃x lh烘焙。 j426(e4316) ●说明:j426是低氢钾型药皮的碳钢焊条。具有良好的力学性
常用电焊条的规格型及用途
格式:pdf
大小:8KB
页数:3P
4.5
常用电焊条规格、型号及用途 ·用于焊接较重要的低碳钢结构和强度等级低的低合金钢如q235等。 j422(e4303) ●说明:j422是钛钙型药皮的碳钢焊条.具有优良的焊接工艺性能,电弧稳定,焊道美观, 飞溅小,交直流两用,可进行全位置焊接 ●用途:用于焊接较重要的低碳钢结构和强度等级低的低合金钢,如q235等 ·用于焊接低碳钢结构,能适应各种形式的焊接接头和焊接位置的施焊。对薄板的焊接性能 极佳,尤其是用于补道焊和打底焊,并可立向下焊u。焊接时仅需50v空载电压,是理想的 定位焊条。 ·用于焊接重要的低碳钢和低合金的结构。具有良好的力学性能和抗裂性能。使用前需经 350℃xlh烘焙。 j426(e4316) ●说明:j426是低氢钾型药皮的碳钢焊条。具有良好的力学性能和抗裂性能。交直流两用, 可进行全位置焊接 ●用途
常用电焊条规格型及用途
格式:pdf
大小:9KB
页数:5P
4.8
常用电焊条规格型号及用途 ·用于焊接较重要的低碳钢结构和强度等级低的低合金 钢如q235等。j422(e4303)●说明:j422是钛钙型药皮的碳 钢焊条.具有优良的焊接工艺性能,电弧稳定,焊道美观, 飞溅小,交直流两用,可进行全位置焊接●用途:用于焊接 较重要的低碳钢结构和强度等级低的低合金钢,如q235 等·用于焊接低碳钢结构,能适应各种形式的焊接接头和焊 接位置的施焊。对薄板的焊接性能极佳,尤其是用于补道焊 和打底焊,并可立向下焊u。焊接时仅需50v空载电压,是 理想的定位焊条。·用于焊接重要的低碳钢和低合金的结构。 具有良好的力学性能和抗裂性能。使用前需经350℃xlh烘 焙。j426(e4316)●说明:j426是低氢钾型药皮的碳钢焊条。 具有良好的力学性能和抗裂性能。交直流两用,可进行全位 置焊接●用途:用
电焊条材料的使用工艺
格式:pdf
大小:13KB
页数:9P
4.3
电焊条药皮材料使用简介 1.1大理石 熔点:2572℃ a在焊接过程中所起的作用 (1)脱硫 (2)稳弧 (3)分解co2,保护焊缝不被氧化、氮化 (4)造成短渣,使方向性焊接方便 (5)脱磷(间接) b.用量过多的现象 (1)增加药粉熔点,减慢焊接速度,使焊缝成型粗糙 (2)熔点高使渣粘度增加,易使焊缝产生内气孔 c.主要化学成分 caco3≥95s≤0.03p≤0.03 d.在焊条药皮中的作用 主要的作用是造渣和造气,其次还有稳弧和提高熔渣的碱度以 及脱硫等作用 e.对焊接工艺性能的影响 随着caco3含量的增高,脱渣率、飞溅率和耗电量相应增加 1.2萤石 熔点:1375℃ (1)为强稀释剂,使焊缝中气体易于逸出 (2)能脱硫,并与氢结合成hf而挥发,减少氢白点倾向 (3)属高电离元素,破坏电弧稳定,含量大于10%就会使交 流焊接困难,必须加入很强的稳弧剂
常用电焊条的规格型号及用途
格式:pdf
大小:72KB
页数:6P
4.5
精品资料 常用电焊条规格、型号及用途 ·sh.j422用于焊接较重要的低碳钢结构和强度等级低的低合金钢如q235等。 j422(e4303) ●说明:j422是钛钙型药皮的碳钢焊条.具有优良的焊接工艺性能,电弧稳定,焊道美观, 飞溅小,交直流两用,可进行全位置焊接 ●用途:用于焊接较重要的低碳钢结构和强度等级低的低合金钢,如q235等 ·sh.e6013用于焊接低碳钢结构,能适应各种形式的焊接接头和焊接位置的施焊。对薄板 的焊接性能极佳,尤其是用于补道焊和打底焊,并可立向下焊u。焊接时仅需50v空载电 压,是理想的定位焊条。 ·sh.j426用于焊接重要的低碳钢和低合金的结构。具有良好的力学性能和抗裂性能。使用 前需经350℃xlh烘焙。 j426(e4316) ●说明:j426是低氢钾型药皮的碳钢焊条。具
电焊条牌号及用途
格式:pdf
大小:102KB
页数:14P
4.8
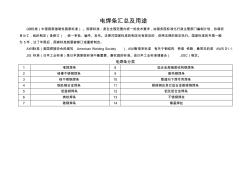
电焊条汇总及用途 gb标准(中国国家强制性国家标准)。国家标准:是在全国范围内统一的技术要求,由国务院标准化行政主管部门编制计划,协调项 目分工,组织制定(含修订),统一审批、编号、发布。法律对国家标准的制定另有规定的,依照法律的规定执行。国家标准的年限一般 为5年,过了年限后,国家标准就要被修订或重新制定。 aws标准(美国焊接协会的缩写americanweldingsociety),aws有很多标准有关于钢结构桥梁铁路,最常见的是awsd1.1. jis标准(日本工业标准)是日本国家级标准中最重要、最权威的标准。由日本工业标准调查会(jisc)制定。 电焊条分类 1堆焊焊条8低合金高强度结构钢焊条 2铬镍不锈钢焊条9耐热钢焊条 3铬不锈钢焊条10管道向下焊专用焊条 4铜及铜合金焊条11耐候钢及其它低合金耐候钢焊条 5低温钢焊条
常用几种电焊条参数
格式:pdf
大小:7KB
页数:2P
4.7
常用几种电焊条参数 常用几种电焊条部分参数 j422是钛钙型药皮的碳钢焊条。具有优良的焊接工艺性能,电弧稳定,焊道美观,飞溅小, 交直流两用,可进行全位置焊接。 用于焊接较重要的低碳钢结构和强度等级低的低合金钢,如q235等。 x射线探伤要求:ⅱ级 焊接时参考电流:ac或dc(注:d在此表示低电压) j427是低氢钠型药皮的碳钢焊条。采用直流反接,可进行全位置焊接,具有优良的塑性、 韧性、抗裂性。 用于焊接重要的低碳钢和低合金钢结构。 x射线探伤要求:ⅰ级 焊接时参考电流:dc+ j507r是低氢钠型药皮的高韧性低合金钢焊条。采用直流反接,可进行全位置焊接。适用 于压力容器的焊接,也可用于其他低合金钢重要结构的焊接。 x射线探伤要求:ⅰ级 焊接时参考电流:dc+ 1.焊前焊条须经350℃烘焙1h,随烘随用。 2.焊前须对焊件清除铁锈、油污、水分等杂质。 3.
电焊条配制相关
文辑推荐
知识推荐
百科推荐


职位:城乡规划顾问
擅长专业:土建 安装 装饰 市政 园林


