

J422电焊条低电压焊接工艺性能配方调整
格式:pdf
大小:1.0MB
页数:2P
人气 :75
 4.7
4.7
维普资讯 http://www.cqvip.com 维普资讯 http://www.cqvip.com



J422电焊条低电压焊接工艺性能配方调整
j422电焊条低电压焊接工艺性能配方调整——分析了焊条药皮中各原材斟组分的作用及对焊接工艺性能的影响,研常l出以还原钛铁矿为主的j422焊条配方。解决了j422焊条在低空栽电压条件下易断弧、喘息及再引弧困难等问题,使其具有良好的综合焊接工艺性能。
 J422电焊条低电压焊接工艺性能配方调整
J422电焊条低电压焊接工艺性能配方调整 J422电焊条低电压焊接工艺性能配方调整
分析了焊条药皮中各原材料组分的作用及对焊接工艺性能的影响,研制出以还原钛铁矿为主的j422焊条配方。解决了j422焊条在低空载电压条件下易断弧、喘息及再引弧困难等问题,使其具有良好的综合焊接工艺性能。
编辑推荐下载
电焊条的配制
格式:pdf
大小:91KB
页数:14P
4.6
1 j422焊条制作设计、生产现场应用工艺编制 (一)、电焊条的设计原则、依据、要求 1、设计原则 技术上必须可靠,制造上必须可行,经济效益要好,卫生指标先进。 2、设计依据 假设在室内、室温采用bx1-500焊机(以螺旋压涂机制作焊条),用 25钢制作试板,检验焊缝质量。分析25钢的化学成分和力学性能如表1 表125钢的化学成分和力学性能 材料csimnspcrnimo其他 250.22~0.300.17~0.370.50~0.800.0400.0400.250.25-- 机械性能冲击试验 ㎏*m/㎜2 硬度测试hb 热轧屈服点㎏/㎜2抗拉强度㎏/㎜2伸长率%收缩率% 284623509170 3、对焊条的要求 满足焊接接头的机械性能,全位置焊,交直流两用。 (二)、电焊条的设计步骤 1、焊
电焊条
格式:pdf
大小:127KB
页数:8P
4.7
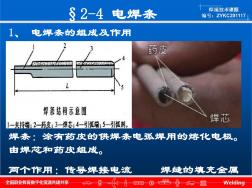
电焊条 目录 作用 常用型号 分类 存放处理 作用 电焊条 焊条由焊芯及药皮两部分构成。焊条是在金属焊芯外将涂料(药皮)均匀、向心 地压涂在焊芯上。焊条种类不同,焊芯也不同。焊芯即焊条的金属芯,为了保证 焊缝的质量与性能,对焊芯中各金属元素的含量都有严格的规定,特别是对有害 杂质(如硫、磷等)的含量,应有严格的限制,优于母材。焊条中被药皮包覆的 金属芯称为焊芯。焊芯一般是一根具有一定长度及直径的钢丝。焊接时,焊芯有 两个作用:一是传导焊接电流,产生电弧把电能转换成热能,二是焊芯本身熔化 作为填充金属与液体母材金属熔合形成焊缝。 压涂在焊芯表面的涂层称为药皮。焊条的药皮在焊接过程中起着极为重要的作 用。若采用无药皮的光焊条焊接,则在焊接过程中,空气中的氧和氮会大量侵入 熔化金属,将金属铁和有益元素碳、硅、锰等氧化和氮化形成各种氧化物和氮化 物,并残留在焊缝中,造成焊缝
电焊条低电压焊接工艺性能配方调整热门文档
Z408焊条药皮组分对焊接工艺性能的影响
格式:pdf
大小:152KB
页数:3P
3
z408焊条药皮组分对焊接工艺性能的影响——研究了焊条药皮中添加石英、石墨、萤石、稀土镁、硅钙等对焊条电弧稳定性、渣的流动性、套筒长短、焊缝成形、飞溅大小、渣的覆盖性、脱渣性等焊接工艺性能的影响,结果表明,当上述成分添加量(质量分数)分别为8%,2...
Z408焊条药皮组分对焊接工艺性能的影响 Z408焊条药皮组分对焊接工艺性能的影响
格式:pdf
大小:421KB
页数:3P
4.5
研究了焊条药皮中添加石英、石墨、萤石、稀土镁、硅钙等对焊条电弧稳定性、渣的流动性、套筒长短、焊缝成形、飞溅大小、渣的覆盖性、脱渣性等焊接工艺性能的影响,结果表明,当上述成分添加量(质量分数)分别为8%,21%,12%,2%,10%时,其焊接工艺性能较好.
Z408焊条药皮组分对焊接工艺性能的影响 Z408焊条药皮组分对焊接工艺性能的影响
格式:pdf
大小:123KB
页数:未知
4.6
研究了焊条药皮中添加石英、石墨、萤石、稀土镁、硅钙等对焊条电弧稳定性、渣的流动性、套筒长短、焊缝成形、飞溅大小、渣的覆盖性、脱渣性等焊接工艺性能的影响,结果表明,当上述成分添加量(质量分数)分别为8%,21%,12%,2%,10%时,其焊接工艺性能较好.

焊接工艺焊条烟尘产生量
格式:pdf
大小:13KB
页数:1P
4.8
各焊接工艺焊条烟尘产生量 焊接工艺 烟尘产生量 g/kg焊条 有害物主要 成分 手工电弧焊 低氮型普低钢焊条(结507) 钛钙型低碳钢焊条(结422) 钛钙型低碳钢焊条(结423) 高效铁粉焊条 11-25 6-8 7.5-9.5 10-12 f、mn mn mn mn 自保护电弧焊保护药芯焊丝20-23mn 气体保护电弧焊 co2保护药芯焊丝 co2保护实芯焊丝 ar+5%o2保护实芯焊 11-13 8 3-6.5 mn mn mn
电焊条低电压焊接工艺性能配方调整精华文档


气压焊接工艺
格式:doc
大小:26KB
页数:4P
4.4
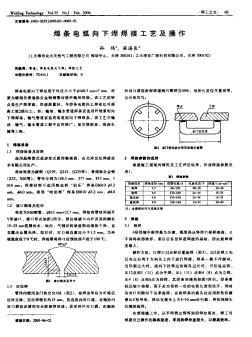
气压焊接工艺 1、机具 氧气:所使用的瓶装氧气(o2)纯度必须在99.5%以上,即达到工业一级纯度。 乙炔气:宜使用瓶装乙炔气(c2h2),纯度为低于98%,工作压力0.05-0.07mpa。为有利于气流的稳定,一般应两瓶乙炔气并联使用。 焊接夹具:对钢筋应有足够的夹紧能力,既不夹伤钢筋,又要保证钢筋不偏心不弯折,并易于操作。 多嘴环管加热器:即环形焊炬,由混气室和加热圈组成,其材质和性能、施焊时火嘴数应符合射吸式焊距的有关要求,应按照钢筋直径和环境温度选用。 加压器:由手动油泵、油压表、顶压油缸和输油管组成,要求密封性好,耐弯折,并具有使钢筋接面轴向压力达到35-50mpa的能力。 砂轮切割机:用以切平钢筋端头。 角向磨光机:砂轮直径100-120mm,用以打磨钢筋端头。 2、作业条件 设备齐全并应保证质量,施焊前必须认真对设备进行检查。 焊工必须持合格证。
利用普通电焊条焊接铸铁件 利用普通电焊条焊接铸铁件
格式:pdf
大小:61KB
页数:1P
4.4
众所周知,普通结构钢焊条主要是用来焊接普通碳素结构钢,而用它来焊接铸铁,则很难达到满意的焊接效果.笔者在设备维修工作中,摸索发现了一种利用普通结构钢焊条焊接铸铁件的方法,经实践检验,质量可靠,效果理想,适用于性能要求不是很高的中小型机械设备的维修,尤其适用于农机、农具的维修及应急情况下的维修.现介绍该方法的使用要点和操作注意事项.
利用普通电焊条焊接铸铁件 利用普通电焊条焊接铸铁件
格式:pdf
大小:61KB
页数:1P
4.7
众所周知,普通结构钢焊条主要是用来焊接普通碳素结构钢,而用它来焊接铸铁,则很难达到满意的焊接效果.笔者在设备维修工作中,摸索发现了一种利用普通结构钢焊条焊接铸铁件的方法,经实践检验,质量可靠,效果理想,适用于性能要求不是很高的中小型机械设备的维修,尤其适用于农机、农具的维修及应急情况下的维修.现介绍该方法的使用要点和操作注意事项.
电焊条低电压焊接工艺性能配方调整最新文档
电焊条的分类
格式:pdf
大小:766KB
页数:17P
4.4
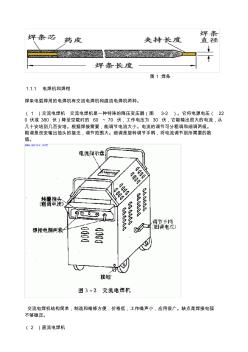
图1焊条 1.1.1电焊机和焊钳 焊条电弧焊用的电焊机有交流电焊机和直流电焊机两种。 (1)交流电焊机交流电焊机是一种特殊的降压变压器(图3-2)。它将电源电压(22 0伏或380伏)降至空载时的60~70伏,工作电压为30伏,它能输出很大的电流,从 几十安培到几百安培。根据焊接需要,能调节电流大小。电流的调节可分粗调和细调两级。 粗调是改变输出抽头的接法,调节范围大。细调是旋转调节手柄,将电流调节到所需要的数 值。 交流电焊机结构简单,制造和维修方便,价格低,工作噪声小,应用很广。缺点是焊接电弧 不够稳定。 (2)直流电焊机 直流电焊机是由交流电动机和特殊的直流发电机组成的(图3-3)。电动机带动发电机旋转, 发出满足焊接要求的直流电,其空载电压约为50~80伏,工作电压为30伏。电流调节 范围为45~3

电焊条辅料
格式:pdf
大小:89KB
页数:11P
4.7
曲周县二手电焊条设备调剂中心 1 1 一月二月三月 产品名称数量金额利润产品名称数量金额利润产品名称数量金额利润 合计合计合计 四月五月六月 产品名称 数 量 金 额 利 润 产品名称 数 量 金 额 利 润 产品名称 数 量 金 额 利 润 合计合计合计 电焊条辅料(无机矿石类) 一、无机矿石类 1、大理石:大理石又称云石,是重结晶的石灰岩,主要成分是caco3。大 曲周县二手电焊条设备调剂中心 2 理石是以大理岩为代表的一类岩石,包括碳酸盐岩和有关的变质岩,相对花岗石 来说一般质地较软。常见岩石有大理岩、石灰岩、白云岩、夕卡岩等。大理石粉 通常用作填料,还广泛用于人造地砖、橡胶、塑料、造纸、涂料、油漆、油墨、 电缆、建筑用品、食品、医药、纺织、饲料、牙膏等日用化工行业,作填充剂起 到增加产品的体积,降低生
16MnR钢(板厚12mm)焊条电弧焊焊接工艺评定和焊接工艺
格式:pdf
大小:198KB
页数:13P
4.7
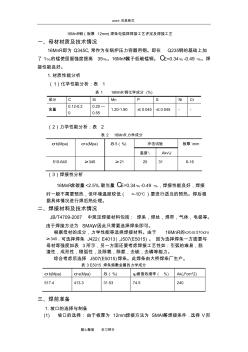
word完美格式 精心整理学习帮手 16mnr钢(板厚12mm)焊条电弧焊焊接工艺评定及焊接工艺 一、母材材质及技术情况 16mnr即为q345c,常作为在锅炉压力容器用钢。即在q235钢的基础上加 了1﹪的锰使屈服强度提高35﹪。16mnr属于低碳锰钢。ce=0.34﹪-0.49﹪。焊 接性能良好。 1.材质性能分析 (1)化学性能分析:表1 表116mnr钢化学成分(%) 成分csimnpsnicr 含量 0.12-0.2 0 0.20— 0.55 1.20-1.90≤0.045≤0.045-- (2)力学性能分析:表2 表216mnr力学成分 σb(mpa)σs(mpa)δ5(%)冲击试验板厚\mm 温度\akv\j 510-640≥345≥2120316-16 (3)焊接性
电焊条辅料
格式:pdf
大小:80KB
页数:14P
4.6
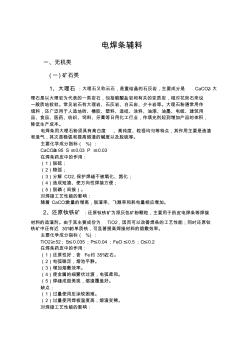
电焊条辅料 一、无机类 (一)矿石类 1、大理石:大理石又称云石,是重结晶的石灰岩,主要成分是caco3。大 理石是以大理岩为代表的一类岩石,包括碳酸盐岩和有关的变质岩,相对花岗石来说 一般质地较软。常见岩石有大理岩、石灰岩、白云岩、夕卡岩等。大理石粉通常用作 填料,还广泛用于人造地砖、橡胶、塑料、造纸、涂料、油漆、油墨、电缆、建筑用 品、食品、医药、纺织、饲料、牙膏等日用化工行业,作填充剂起到增加产品的体积, 降低生产成本。 电焊条用大理石粉须具有高白度、高纯度、粒径均匀等特点,其作用主要是造渣 和造气,其次是稳弧和提高熔渣的碱度以及脱硫等。 主要化学成分指标(%): caco3≥95s≤0.03p≤0.03 在焊条药皮中的作用: (1)脱硫; (2)稳弧; (3)分解co2,保护焊缝不被氧化、氮化; (4)造成短渣、使方向性焊接方便; (5)脱磷(间接)。 对焊
电焊条牌号
格式:pdf
大小:474KB
页数:6P
4.6
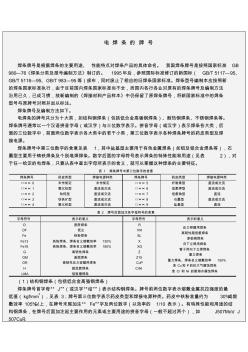
电焊条的牌号 焊条牌号是根据焊条的主要用途、性能特点对焊条产品的具体命名。我国焊条牌号是按照国家标准gb 980—76《焊条分类及型号编制方法》制订的。1995年后,参照国际标准修订的新国标(gb/t5117—95、 gb/t5118—95、gb/t983—95等)颁布,同时废止了相应的旧焊条国家标准。焊条型号编制本应按照新 的焊条国家标准执行,由于目前国内焊条国家标准尚不全,而国内各行各业对原有的焊条牌号及编制方法 沿用已久,已成习惯,故新编制的《焊接材料产品样本》中仍保留了原焊条牌号,将新国家标准中的焊条 型号与原牌号对照并加以标注。 焊条牌号及编制方法如下。 电焊条的牌号共分为十大类,如结构钢焊条(包括低合金高强钢焊条)、耐热钢焊条、不锈钢焊条等。 焊条牌号通常以一个汉语拼音字母(或汉字)与三位数字表示。拼音字母(或汉字)表示焊条各大类,后 面的三位数字中
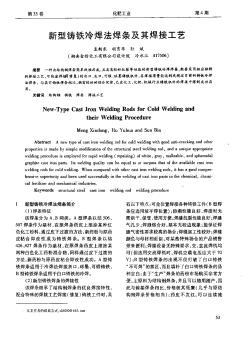
新型铸铁冷焊法焊条及其焊接工艺
格式:pdf
大小:269KB
页数:4P
3
新型铸铁冷焊法焊条及其焊接工艺——一种由结构钢焊条简单改性而成、且具有较好抗裂等性能的新型铸铁冷焊焊条,配套采用相应独特的焊接工艺,可快速焊.嫩修复)的白口、灰口、可锻、球墨铸铁机件,其焊接质量能达到或超过目前的铸铁冷焊法焊条。与其它铸铁焊条...
电焊条低电压焊接工艺性能配方调整相关
文辑推荐
知识推荐
百科推荐


职位:全职房建建造师
擅长专业:土建 安装 装饰 市政 园林


