

大厚度ZG310-570铸钢件的补焊
格式:pdf
大小:210KB
页数:2P
人气 :63
 4.3
4.3
ZG310-570与45号钢材质相似,含碳量高,焊接性差,焊接易出现淬硬倾向、热影响区的脆化和焊接冷裂纹等问题。材质为ZG310-570的大厚度铸钢件产生裂纹后的补焊教较为困难,笔者根据材料的焊接特性制订了一套可行的焊接工艺,在焊接生产中获得了较好的结果。一、焊前准备1.将裂纹部位的锈蚀、油污等清理干净,并露出纯净的金属光泽。



 ZG310-570铸钢与45钢异种材料的焊接
ZG310-570铸钢与45钢异种材料的焊接 ZG310-570铸钢与45钢异种材料的焊接
zg310-570铸钢及45钢含碳量高,焊接性差。针对焊接易出现的的淬硬倾向、热影响区的脆化和焊接冷裂纹问题,提出了解决措施,制订出可行的焊接工艺,在焊接生产中获得了较好的结果。
编辑推荐下载
铸钢件补焊通用工艺
格式:pdf
大小:59KB
页数:3P
4.3
世林(漯河)冶金设备有限公司铸钢件补焊通用工艺规程 第1页共3页 1.主要内容和适用范围 本通用工艺规程规定了涉及我公司铸钢件等缺陷的清除、补焊技术要求和工艺管理,确保补焊后符合 质量要求。适用于铸造碳钢件、铸造不锈钢件、铸造高锰钢件缺陷的清除、补焊。 2.引用标准、法规 jb/t5000.7-1998《重型机械通用技术条件铸钢件补焊》jb3223-96《焊接材料质量管理规程》 gb/t5117-1995《碳钢焊条》astma217/a217m-2007《美国材料与实验协会》 jb/t9625-1999《锅炉管道附件承压铸钢件技术条件》 jb/t6902-1993《阀门铸钢件液体渗透检查、超声波检查方法》 3.补焊前缺陷判定、清理和坡口形式的确定 3.1缺陷判定 3.1.1对于铸钢件阀门壳体,需在水压试验(prt)的基础上,配合超声波探伤(ut
大厚度ZG310-570铸钢件补焊热门文档
常见阀门铸钢件的缺陷补焊 常见阀门铸钢件的缺陷补焊
格式:pdf
大小:485KB
页数:3P
4.7
介绍了wcb、zg250-485、zg15cr1mo1v、zgcr5mo、zg35crmo、zg0cr18ni9等常见阀门铸钢件的缺陷及补焊方法,缺陷的焊前与焊后处理,总结了缺陷补焊中经济、有效的实用经验。
 Q235A与ZG310-570异种材料焊接工艺
Q235A与ZG310-570异种材料焊接工艺 Q235A与ZG310-570异种材料焊接工艺
格式:pdf
大小:208KB
页数:3P
4.4
异种材料焊接时质量比较难以保证,本文针对某环保机械上的典型零部件———辗压轮的焊接制造过程,简单谈一些铸钢/结构钢异种材料的焊接工艺及注意事项。
腾飞铸钢铸钢件生产铸钢件大型铸钢件铸钢件厂家电话
格式:pdf
大小:5KB
页数:2P
4.3
铸钢件生产铸钢件大型铸钢件铸钢件厂家电话 铸钢件加工产品的表面处理,可以用喷砂、砂轮打磨,或者 用机械加工的方法,清除妨碍探伤的附着物。铸钢件加工应在外 观检查合格后进行超声探伤,铸钢件探测面其背面影响超声检测 的物质应予清除。当被检测铸钢件的探伤面较粗糙时,可以使用 有软保护膜的探头。铸钢件主要用于机器零部件的毛坯或者直接 用作机器零部件。机械产品中铸件开始越来越占比例,用量也是 逐年增加,铸钢件的形状、品种也在不断变化。 国内铸钢件加工企业的节能减排工作任务非常紧迫,势在必 行。推动我国铸钢件加工的节能减排工作应从技术改造和政策引 导两方面入手。 ①铸钢件在技术改造方面:要着力提高铸钢件加工质量,改 造落后设备,推广使用节能减排设备,提高企业的铸造工艺技术 水平。 ②在政策引导方面:一要加快产业结构调整。 生产的铸钢件有良好的机械操作特性、物理特性,
大厚度ZG310-570铸钢件补焊精华文档
阀门铸钢件的缺陷补焊与补焊处理方法
格式:pdf
大小:23KB
页数:2P
4.4
阀门铸钢件的缺陷补焊与补焊处理方法 1、概述 在工业管线的承压阀门中,铸钢阀门由于其成本的经济性和设计的灵活性,受到广泛运用。但是由于铸造工艺受 到铸件尺寸、壁厚、气候、原材料和施工操作的种种制约,铸件会出现砂眼、气孔、裂纹、缩松、缩孔和夹杂物等 各种铸造缺陷,尤以砂型铸造的合金钢铸件为更多。因为钢中合金元素越多钢液的流动性越差,铸造缺陷就更易产生。 因此,缺陷判别和制订合理、经济、实用及可靠的补焊工艺来确保补焊后的阀门符合质量要求已成为阀门冷热加工 共同关注的问题。本文介绍几种常见铸钢件缺陷的补焊方法和经验(焊条采用旧牌号表示)。 2、缺陷处理 2.1、缺陷判断 在生产实践中,有些铸件缺陷不允许补焊,如贯穿性裂纹、穿透性缺陷(穿底)、蜂窝状气孔、无法清除的夹砂夹 渣和面积超过65平方厘米的缩松等,以及双方合同中约定的其他不能补焊的重大缺陷。在补焊前
铸钢件的焊接
格式:pdf
大小:7KB
页数:3P
4.3
铸钢件焊接 在船体结构中制造和修理中,经常会碰到铸钢件的焊接,比如舵叶、艉轴架 等。由于一般铸钢件对强度要求较高,整体刚性很强,因此其焊接过程中的质量 控制就显得极为重要,其中的重点就是防止焊接裂纹。 一、焊接方法及焊材 手工焊:碱性焊条che58-1ф3.2或ф4.0 co2焊:twe-711ф1.2 二、焊前准备 1、焊接之前应认真检查(外观检查、无损探伤)铸钢件是否存在砂眼、裂 纹、缩孔、气孔或夹渣等缺陷。若存在缺陷,应作适当的处理后再行焊 接。 2、坡口型式铸钢件坡口及其与板材的焊接节点具体要求须参考施工工艺。 典型的坡口有以下几种: 3、预热 点焊和正式焊接前都应对铸钢件进行预热,预热温度为100~150°c。 加热范围:焊缝坡口及其附近一侧至少100mm区域内用火焰加热,开始加 热时注意摆动,以使铸钢件受热均匀。 三、焊接过程中的注
铸钢件工艺
格式:pdf
大小:408KB
页数:11P
4.4
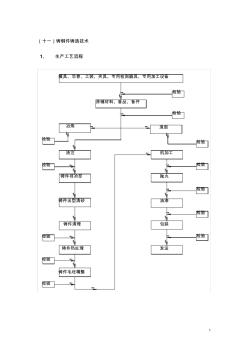
1 (十一)铸钢件铸造技术 1、生产工艺流程 模具、芯骨、工装、夹具、专用检测器具、专用加工设备 原辅材料、备品、备件 检验 检验 冶炼造型 浇注 铸件待冷却 铸件出型清砂 铸件清理 铸件热处理 铸件毛坯精整 机加工 发运 包装 油漆 抛丸 检验 检验 检验 检验 检验 检验 检验 检验 检验 检验 2 2、产品主要成份、性能、技术质量指标 (1)材质要求具体化学成份为(%):c0.17~0.23;si≤0.60; mn1.0~1.50;p≤0.020;s≤0.015;cr≤0.30;mo≤0.15;ni≤0.40; al≤0.020;re0.2~0.35(加入量) (2)机械性能要求 屈服强度≥230mpa抗拉强度≥450mpa 延伸率≥22%冲击功≥40j 1)按gb11352标准要求随炉提取试样,每一个炉号制备二组试 样,其中一组备查。
大厚度ZG310-570铸钢件补焊最新文档
铸钢件的生产
格式:pdf
大小:15KB
页数:2P
4.4
铸钢件的生产 铸钢优点:力学性能高,特别是塑性和韧度比铸铁高,如σb=400~650n/mm2, δ=10%~25%,αku=20~60j/cm2。焊接性能优良,适于采用铸、焊联合工 艺制造重型机械。但铸造性能、减震性和缺口敏感性都比铸铁差。 铸钢用途:承受重载荷及冲击载荷的零件,如铁路车辆上的摇枕、侧架、车轮及 车钩,重型水压机横梁,大型轧钢机机架、齿轮等。 铸钢分类:碳素铸钢、低合金铸钢和高合金铸钢等。 (一)铸钢的铸造工艺特点 铸造性能差:熔点高,钢液易氧化;流动性差;收缩较大,体收缩约为灰铸铁的 三倍,线收缩约为灰铸铁的两倍。因此铸钢较铸铁铸造困难,为保证铸件质量, 避免出现缩孔、缩松、裂纹、气孔和夹渣等缺陷,必须采取更为复杂的工艺措施。 (1)型砂的强度、耐火度和透气性要高 原砂要采用耐火度很高的人造石英砂。中、大件的铸型一般都采用强度较高的 co2硬化水玻璃砂

铸钢件的优点
格式:pdf
大小:5KB
页数:1P
4.7
铸钢件的优点 铸钢件的优点之一是设计的灵活性,设计员对铸件的形状和尺寸有最大的设计选择自由,特 别是形状复杂和中空截面的零件,铸钢件可采用组芯这一独特的工艺来制造。其成形和形状 改变十分容易,从图样到成品的转化速度很快,有利于快速报价响应和缩短交货期。形状和 质量的完善化设计(stateoftheart)、最小的应力集中系数以及整体结构性最强等特点,都 体现铸钢件设计的灵活性和工艺优势。 其二是铸刚件冶金制造适应性和可变性最强,可以选择不同的化学成分和组织控制,适应于 各种不同工程的要求。可以通过不同的热处理工艺在较大的范围内选择力学性能和使用性 能,并有良好的焊接性和加工性。 其三是铸钢材料的各向同性和铸钢件整体结构性强,因而提高了工程可靠性。再加上减轻重 量的设计和交货期短等优点,在价格和经济性方面具有竞争优势。 其四是铸钢件的重量可在很大的范围内变动。
铸钢件基本知识-2012.11.15
格式:pdf
大小:10.9MB
页数:19P
4.5
铸钢件基本知识2012.9.10~2012.11.15 文件共19页,第-1-页 结合中冶京诚(营口)装备制造基地铸钢件的生产情况和邯郸3500矫直机合 作制造项目中机架的检验过程,我了解了铸钢件的制造流程及设计、检验要求。 下面将相关知识与大家分享。 1铸钢件制造流程 铸造加工方法属于成型加工方法。铸造时将各种成分的液态钢水(铁水或有 色金属溶液)经过铸模充填,冷却成型具有工艺要求性能、几何形状和接近最终 尺寸的零件。铸钢件的一般制造流程为:铸造工艺—模型—砂型(同时进行炼钢) —浇铸—一次清理(落砂、割冒口)—热处理—二次清理(除氧化铁皮等)—划线 (有缺陷修补)—粗加工探伤—精整。 1.1铸造
电站铸钢件采用焊条补焊焊缝化学成分的估算
格式:pdf
大小:156KB
页数:3P
3
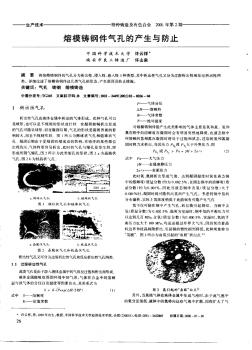
电站铸钢件采用焊条补焊焊缝化学成分的估算——文章分别计算了enicrfe一3焊条、奥氏体不锈钢焊条e2—26—2l—l6(a402)和e0一l9一l0nb一16(a132)补焊zgl5crlmolv后的底层焊缝和其它堆焊层焊缝的化学成分。得出选用镍基焊材(enicrfe一3)补焊zgl5crlmolv时,允许...

铸钢件技术条件
格式:pdf
大小:134KB
页数:7P
4.5
版次年月日日期 哈尔滨电机厂 有限责任公司 共页第页 ⅲ-49 0ea.640.133-2000 代替0ea.640.133-93 71 铸钢件技术条件 1范围 本标准规定了一般工程用碳素、低合金、合金铸钢件(以下简称铸件)的通用技术条件。 本标准适用于砂型铸造铸钢件。 2引用标准 gb/t5613-1995铸钢牌号表示方法 gb/t222-1984钢的化学分析用试样的取样法及成品化学成分允许偏差 gb/t223.7-1981合金及铁粉中铁量的测定 gb/t228-1987金属拉伸试验方法 gb/t229-1994金属夏比缺口冲击试验方法 gb/t231-1984金属布氏硬度试验方法 gb/t6060.1-1997表面粗糙度比较样块铸造表面 gb/t11350-1989铸件机械加工余量 g
我国成功浇铸世界最大铸钢件 我国成功浇铸世界最大铸钢件
格式:pdf
大小:60KB
页数:未知
4.5
近日,中信重工采用10炉冶炼6包合浇的方式一次性组织850吨精炼钢水,成功浇铸了目前世界最大、最先进的自由锻造油压机的上横梁,由此实现了我国特大型铸钢件生产制造质和量的双跨越,同时也预示着重达18500吨的自由锻造油压机制造进入倒计时。
大厚度ZG310-570铸钢件补焊相关
文辑推荐
知识推荐
百科推荐


职位:建筑师
擅长专业:土建 安装 装饰 市政 园林


