

多工位空调翅片级进模送料机构的改进设计
格式:pdf
大小:283KB
页数:3P
人气 :92
 4.7
4.7
在分析国外级进模送料机构的基础上, 介绍了新研制的级进模送料机构形式、设计思路和结构。使用结果表明,改进后的送料机构使模具综合效率提高,功能更全



高精度多工位空调翅片硬质合金级进模的设计
从设计、制造和使用方面介绍了湖南钻石硬质合金工具有限公司研制的高精度多工位空调翅片硬质合金级进模。此级进模采用硬质合金作凸凹模材料,综合了拉伸、切口、压形、冲孔、翻边、切边开条、异型切、虚线切、切断等功能,集机械、电子、气液动、数控于一体,属大型、高精度、高效率、高寿命多工位级进模。
高精度多工位空调翅片硬质合金级进模的设计
从设计、制造和使用方面介绍了湖南钻石硬质合金工具有限公司研制的高精度多工位空调翅片硬质合金级进模。此级进模采用硬质合金作凸凹模材料,综合了拉伸、切口、压形、冲孔、翻边、切边开条、异型切、虚线切、切断等功能,集机械、电子、气液动、数控于一体,属大型,高精度、高效率、高寿命多工位级进模。
编辑推荐下载
空调器铜翅片专用多工位级进模的设计
格式:pdf
大小:791KB
页数:3P
4.3
通过对热交换器工作环境的分析和对其性能的研究,以铜翅片替代铝翅片既可以提高空调器制冷效率、又可增加防腐蚀能力。在参考国内铝翅片加工级进模研究理论的基础上,设计了铜翅片加工专用模具。整套模具采用子模分立式的设计方案,各凸、凹模采用分开加工方法,使相同结构尺寸的模具具有结构互换性。通过加工试验验证了此模具结构的合理性和可行性。
空调器翅片成形多工位级进模
格式:pdf
大小:128KB
页数:4P
4.7
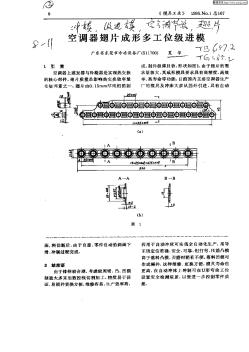
空调器翅片成形多工位级进模广东省东莞市冷冻设备厂(511700)夏华1引言空调器上蒸发器与冷凝器是实现热交换的核心部件,翅片质量是影响热交换效率最主要因素之一。翅片由0.15mm厚纯铝箔制成,制件极薄且软,形状如图1。由于翅片的需求量极大,其成形模具...
多工位空调翅片级进模送料机构的改进设计热门文档

空调换热器翅片多工位级进模设计
格式:pdf
大小:365KB
页数:5P
4.4
根据某空调换热器翅片制件的形状尺寸,从提高散热效率和降低制造成本等方面考虑,对翅片的片型进行了选择并确定了其结构尺寸;通过对空调换热器翅片制件的冲压工艺性及冲压工艺方案的分析,确定了包括6次拉伸、冲孔、二次翻边、切边、分条和切断及空工位在内的21工位级进冲压的工艺方案;对制件排样图进行了设计,并最终设计出了一副合理的空调换热器翅片用多工位级进模。
大型微米级空调翅片硬质合金级进模设计
格式:pdf
大小:111KB
页数:3P
4.7
从翅片产品分析入手,介绍了大型微米级30工位空调翅片硬质合金级进模排样和结构设计方法,并对模具的重要参数凸凹模间隙值、凸凹模制造公差值及步距精度进行了计算。所设计、制造的这套模具使用情况表明,使用寿命可达6000万次以上
 空调翅片的翻边孔多道次成形模拟
空调翅片的翻边孔多道次成形模拟 空调翅片的翻边孔多道次成形模拟
格式:pdf
大小:2.7MB
页数:7P
4.6
由于采用薄铝箔制造的空调翅片在成形过程中翻边孔孔壁容易出现破裂,且成形道次多通过经验确定,难以合理调整加工参数.采用有限元仿真方法,重现翻边孔的成形过程,分析缺陷的形成原因.建立了铝翅片多道次成形仿真模型,模拟了鼓包拉深工序、冲孔拉深工序和二次翻边工序的过程,并与实际铝翅片的翻边孔进行对比,验证了仿真结果的准确性,最后基于仿真结果探讨板料与模具之间的摩擦系数对成形结果的影响.实验表明,摩擦系数的改变会影响翻边孔成形中的厚度分布、最大减薄率以及翻边孔的成形质量.
插座簧片多工位级进模设计 插座簧片多工位级进模设计
格式:pdf
大小:195KB
页数:4P
4.6
分析了插座簧片零件的冲压工艺,阐述了采用多工位级进模生产的可能性,介绍了冲压件的排样设计、模具结构特点及模具关键零件设计。对同类零件的模具设计有一定的借鉴作用。
空调翅片模具切口模块的设计制造
格式:pdf
大小:326KB
页数:3P
4.3
介绍了切口模块的设计特点及制造工艺。为保证齿形与销孔的位置精度,切口模块在加工过程中采取了一系列的工艺措施,特别对切口模块的关键工序进行了严格控制,加工出的切口模块每对试切及装配后冲切0.115mm厚铝片毛刺全部控制在0.02mm以内,各模块一致性好,每对模块均可互换。
多工位空调翅片级进模送料机构的改进设计精华文档

空调翅片管换热器研究进展
格式:pdf
大小:107KB
页数:3P
4.7
本文介绍了目前国内外空调行业普遍采用的翅片管换热器的研究情况,通过对平片、波纹片、开缝及百叶窗片强化翅片管换热器的研究进展介绍,指出了目前翅片管换热器研究的不足,展望了研究方向。

新型空调翅片喷雾清洗剂
格式:pdf
大小:42KB
页数:1P
4.5
ll‘ ■巷|。|臻t。一一螽耩一t 网的孔洞大小、压缩空气的压力来控制。其所制备 的多孔陶瓷具有耐高温、气孔率高、质轻、透气性 好、消声性能好等优点,特别适合于高温烟气过滤 除尘,同时它还可作为汽车尾气催化剂载体,应用 范围较广。 单位:华南理工大学 地址:广东省广州市天河区五山 邮政编码:510640 联系人:科技处技术开发与合作科 新型空调翅片喷雾清洗剂 编号:0407336 该新型空调翅片喷雾清洗剂由盐酸、硝酸、柠 檬酸、草酸组成的混合酸,由烷基多苷apg、烷基聚 氧乙烯醚aeo和直链烷基磺酸盐las组成的混合 表面活性剂,以及乌洛托品、若丁、苯胺、羧基纤维 素钠cmcna和水,在常温和一定的搅拌速度下混合 搅拌均匀而制得。使用该清洗剂清洗空调翅片时, 采用喷雾法清洗,只需1-2分钟就可达g1]99

空调翅片高速冲压自动生产线
格式:pdf
大小:50KB
页数:1P
4.8
宦f.中屋 百 。空片高速冲压自动生产线 空调翅片传统的生产方式是在数台压力机上分 别按冲压工序逐件制做,且占用设备、模具、人员数 量多,功效低,为满足管片式空调散热器中的翅片生 产需要,我们开发研制了zx—jc一21—45型空调翅片 高速冲压自动生产线。该自动生产线配以不同的模 具及工装、可以生产不同规格的空调翅片制品,高速 自动的完成卷料的开卷、矫平涂油、冲孔翻边、冲切 压弯、浅拉伸成形、切断、叠件计数等一整套繁杂的 空调翅片生产工序。该生产线的主要性能技术参数 如下:卷料的最大外径:650ram;卷料的最大宽度: 300mm;拉料的最大节距:100mm;叠件的最大长 度:8oomm;叠件的最大高度:55omm。 自动冲压生产线工艺流程为见图1。其设备为: .1.开卷机 卷料的开卷是由开 卷电机经减速机
工位空调不同送风方式的模拟分析
格式:pdf
大小:635KB
页数:4P
4.6
模拟了工位空调的3种不同送风形式(桌面送风、顶棚送风、地板送风)以及传统的中央送风方式下送风气流在人体活动区形成的温度场、速度场以及pmv的分布.结果表明使用桌面工位空调送风室内的热舒适情况较好,能量利用效率最高,优于其他工位送风方式.
多工位空调翅片级进模送料机构的改进设计最新文档
弹簧卡片多工位级进模设计 弹簧卡片多工位级进模设计
格式:pdf
大小:843KB
页数:3P
4.7
介绍了弹簧卡片多工位级进模的结构特点,该模具自动送料,采用侧刃定位,可快速更换凸模和下模镶块;模具的重复装配精度高,寿命长;为了能自动送料,在下模的卸料板上安装了燕尾型弯曲凸模,既可弹性压料又可刚性卸料。对同类零件多工位级进模设计具有指导意义。

空调翅片自动冲片机的PLC控制系统设计
格式:pdf
大小:649KB
页数:4P
4.8
以热交换器翅片冲片机为研究主体,利用可编程控制器(plc)作为控制系统的主要控制单元;采用plc扩展存储器通讯功能控制变频器实现送料和成形速度的同步控制,不仅成本低,而且控制方便;采用zk-3型张力控制器结合plc进行开卷机构张力的全自动控制,使得张力控制简洁方便,改变以往利用d/a转换器控制变频器所带来的不便;另外,结合触摸屏等工业控制技术,实现翅片冲片机的全自动控制。
工位空调不同送风方式的模拟分析
格式:pdf
大小:291KB
页数:4P
3
工位空调不同送风方式的模拟分析——模拟了工位空调的3种不同送风形式(桌面送风、顶棚送风、地板送风)以及传统的中央送风方式下送风气流在人体活动区形成的温度场、速度场以及pmv的分布.结果表明使用桌面工位空调送风室内的热舒适情况较好,能量利用效率最高...
多工位级进模开题报告
格式:pdf
大小:27KB
页数:2P
4.7
毕业设计(论文)开题报告表 年月日 姓名席龙学院 机械工程 学院 专业 机械工程及自动 化 班级机自083 题目多工位精密级进冲裁模结构设计指导教师王栋彦 一、与本课题有关的国内外研究情况、课题研究的主要内容、目的和意义: 多工位级进模发展现状: 标志着冲模技术先进水平的精密多工位级进模,具有结构复杂、制造难度大、精度高、寿命长和 生产效率高等特点,是我国重点发展的精密冲模。从精密多工位级进模的冲制件来看,包括电机铁芯片 级进模、空调器翅片级进模、集成电路引线框架级进模、电子连接器级进模、彩管电子枪零件级进模、 汽车零件级进模、家电零件级进模等。可以说,冲制件覆盖了电子汽车、通讯、机械、电机电器、仪器 仪表和家电等产品范畴。从当前国内制造的精密多工位级进模的水平分析在模具的技术含量、制造精度、 使用寿命和制造周期等方面均获得了明显进步。其中部分高档优质模具的总体水
二针夹面板多工位级进模设计 二针夹面板多工位级进模设计
格式:pdf
大小:910KB
页数:4P
4.7
分析了二针夹面板弯曲件的工艺特点,确定了工步方案和模具结构。采用10°上抬预弯、90°向下弯曲和压平等工步,实现了80°钩形弯曲。模具结构采用自动送料、导料板导料、浮料钉抬料、双出件、可快速更换凸模和下模镶块等,模具的重复装配精度高,受力均衡,寿命长。
六角帽多工位级进模设计 六角帽多工位级进模设计
格式:pdf
大小:322KB
页数:3P
4.6
分析了六角帽的冲压工艺,给出了排样方案和模具结构。实践表明,该模具结构合理、可靠,保证了产品的质量,对此类零件的级进模设计具有一定的参考价值。
连接端子多工位级进模设计 连接端子多工位级进模设计
格式:pdf
大小:330KB
页数:4P
4.4
对薄料、多向弯曲且材质弹性较好的连接端子采用多工位级进模完成冲压成形工艺时容易出现的主要问题进行分析,列出两种排样设计方案进行比较,既考虑采取减小回弹、减少工步和送料方便的措施,又要考虑小于90°的侧面弯曲的问题,在排样与模具结构设计时采取了综合考虑、注意搭配、优化结构的办法。经试模调整,产品质量稳定,取得了较好的成效。该经验对此类零件的生产具有参考意义。
弹簧卡多工位级进模设计 弹簧卡多工位级进模设计
格式:pdf
大小:865KB
页数:4P
4.8
由于多工位级进模能够将复杂的零件采用一副级进模快速冲压完成,因而在工业生产中得到广泛的应用。本文在分析弹簧卡零件冲压工艺的基础上,介绍了冲孔、弯曲、切断级进模的排样设计、模具总体结构设计和主要零部件设计,确定了级进模模具设计方案。该模具充分利用工件本身的结构特点,采用了自动卸料、出料、少废料冲裁,有效提高了材料利用率和生产效率。
过滤网多工位级进模设计 过滤网多工位级进模设计
格式:pdf
大小:411KB
页数:3P
4.4
随着现代工业不断的发展,过滤器的产品也不断增多,旧工艺采用单排连续模来生产,凹模刃口强度较单薄,而且刃口直接加工在下模板上,如一个凹模刃口损坏就必须更换凹模板。这样一来,
插片六工位级进模设计 插片六工位级进模设计
格式:pdf
大小:288KB
页数:未知
4.6
1.引言插片是我厂数种继电器应用量最大的零件之一,图1零件材料为黄铜h62,厚1.2mm,原采用冲压工序为①落料,⑦打扁。由于是单件两工序加工,零件尺寸一致性不好,致使在压扁工序时,零件定位困难,生产效率低,满足不了生产需求,因此我们设计一套六工位级进模二工序在一套模具上完成。2.排样设计通过分析,该零件的台肩,槽口和台肩距边尺寸的略微变化井不影响零件的使用,根据其结构特点,把图1修改为图2,并把原排样形式图3设计成图4所示,其工序为:一工位冲圆孔及切除一边废料;二工位切另一边废料;三工位冲圆孔;四、五工位压扁;六工位落料。3.模具结构及零件加工特点图5为模具结构图。模具采用四导柱、滚珠导套模
多工位空调翅片级进模送料机构的改进设计相关
文辑推荐
知识推荐
百科推荐


职位:铁路工程师
擅长专业:土建 安装 装饰 市政 园林


