

德国热轧钢管进口买卖合同(中英文)
格式:docx
大小:23KB
页数:4P
人气 :98
 3
3
德国热轧钢管进口买卖合同(中英文)——德国热轧钢管进口买卖合同(中英文),WORD格式,共5页。 1、 货物名称,规格,生产国别,制造工厂; Name of commodity, specifications, country of origin, manufacturers: 货物名称 name of commo...




房屋买卖合同(中英文)
房屋买卖合同(中英文)——房屋买卖合同空白样本,中英文对照,可供参考。 1.本合同文本为示范文本,也可作为签约使用文本。签约之前,买受人应当仔细阅读本合同内容,对合同条款及专业用词理解不一致的,可向当地房地产开发主管部门咨询。 thetexto...

买卖合同(中英文对照)
1.售货合同(salescontract) 编号no. 日期date: 买方: thebuyers: 电报: 传真: cable:fax 卖方: thesellers: 电报: 电传: 传真: cable:telex:fax 本合同由买卖双方订立,根据本合同规定的条款,买方同意购买,卖方同意出售下述商品: thiscontractismadebyandbetweenthebuyersandsellers,
编辑推荐下载

热轧钢管
格式:pdf
大小:159KB
页数:5P
4.5
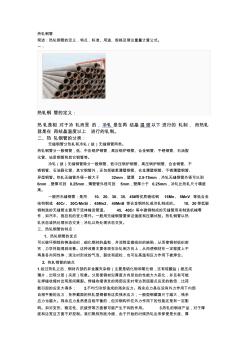
热轧钢管 简述:热轧钢管的定义,特点,标准、用途、规格及理论重量计算公式。 一: 热轧钢管的定义: 热轧是相对于冷轧而言的,冷轧是在再结晶温度以下进行的轧制,而热轧 就是在再结晶温度以上进行的轧制。 二、热轧钢管的分类: 无缝钢管分热轧和冷轧(拨)无缝钢管两类。 热轧钢管分一般钢管,低、中压锅炉钢管,高压锅炉钢管、合金钢管、不锈钢管、石油裂 化管、地质钢管和其它钢管等。 冷轧(拨)无缝钢管除分一般钢管、低中压锅炉钢管、高压锅炉钢管、合金钢管、不 锈钢管、石油裂化管、其它钢管外,还包括碳素薄壁钢管、合金薄壁钢管、不锈薄壁钢管、 异型钢管。热轧无缝管外径一般大于32mm,壁厚2.5-75mm,冷轧无缝钢管外径可以到 6mm,壁厚可到0.25mm,薄壁管外径可到5mm,壁厚小于0.25mm,冷轧比热轧尺寸精度 高。 一般用无缝钢管:是用10、20、30、3
商品房买卖合同中英文翻译模板
格式:pdf
大小:84KB
页数:17P
4.7
serialno.:327338 commercialhousingsalescontract supervisedandmadebybeijingmunicipalbureauof statelandandresourcesandhousemanagement instructionsofcommercialhousingsalescontract 1.thecontractisasamplecontract;whichismadetogetherbybeijing constructioncommitteeandbeijingadministrationforindustryand commerce. 2.thecommercialhouseinthecontractrefe
德国热轧钢管进口买卖合同中英文热门文档
什么是热轧钢管
格式:pdf
大小:1.0MB
页数:3P
4.6
聊城佑为金属材料有限公司 http://www.***.*** http://www.***.*** 什么是热轧钢管?热轧钢管相对于冷轧钢管而言不一样的地方有哪些? 热轧钢管是相对于冷轧钢管而言的,冷轧是在再结晶温度以下进行的轧制, 而热轧就是在再结晶温度以上进行的轧制。 可以破坏钢锭的铸造组织,细化钢材的晶粒,并消除显微组织的缺陷,从而 使钢材组织密实,力学性能得到改善。这种改善主要体现在沿轧制方向上,从而 使钢材在一定程度上不再是各向同性体;浇注时形成的气泡、裂纹和疏松,也可 在高温和压力作用下被焊合。 热轧钢管的缺点 经过热轧之后,钢材内部的非金属夹杂物(主要是硫化物和氧化物,还有硅 酸盐)被压成薄片,出现分层(夹层)现象。分层使钢材沿厚度方向受拉的性能大 大恶化,并且有可能在焊缝收缩时出现层间撕裂。焊缝收缩诱发的局部应变时常 达到屈服点应变的数倍
 提高热轧钢管除鳞效率的途径
提高热轧钢管除鳞效率的途径 提高热轧钢管除鳞效率的途径
格式:pdf
大小:187KB
页数:4P
4.7
分析了高压水除鳞原理和影响除鳞效果的主要因素,从除鳞方式、高压水除鳞系统参数的合理设计、喷嘴结构及位置等方面探讨了提高热轧钢管除鳞效率的途径。
热轧钢管生产技术
格式:pdf
大小:185KB
页数:13P
4.3
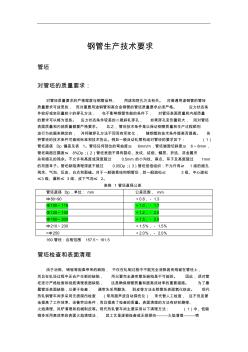
钢管生产技术要求 管坯 对管坯的质量要求: 对管坯质量要求的严格程度与钢管品种、用途和穿孔方法有关。对普通用途钢管的管坯 质量要求可放宽些,而对重要用途钢管和高合金钢管的管坯质量要求必须严格。应力状态条 件较好或变形量较小的穿孔方法,在不影响钢管性能的条件下,对管坯表面质量和内部质量 的要求可以略为低些。应力状态条件较差的二辊斜轧穿孔,如果穿孔变形量较大,则对管坯 表面质量和内部质量都要严格要求。总之,管坯技术条件是以保证钢管质量和生产过程顺利 进行为依据来确定的,并将随穿孔方法不同而有所变化,随钢管的技术条件提高而提高。各 种管坯的技术条件可查阅标准和技术协议。例如一般自动轧管机组对管坯的要求如下:(1) 管坯直径dp偏差见表1。管坯任何部位的弯曲度≤6mm/m,管坯端面切斜度≤6~8mm, 管坯端面压扁度≤8%dp;(2)管坯表面不得有裂纹、发纹
热轧钢管的用途
格式:pdf
大小:6KB
页数:2P
4.5
热轧钢管的用途 轧碳素钢、低合金钢结构管产品名称交货状态主要用途主要生产单位 热轧炭素钢、底合金钢结构管热轧适应于一般结构、机械结构件天津无缝钢管厂、衡管、 冶钢、鞍钢、上一、合钢、通钢、本钢、西宁钢厂、长特、成无、安钢、包钢、 热轧管件用管热轧用于管件和其他用途包钢 热轧结构管热轧制造各种较高要求的管道、容器、设备及其他结构件宝钢 热轧一般结构炭素钢管热轧用于各种结构件及其他结构件成都无缝 热轧机械结构用炭素钢管热轧用于机械、汽车、家具及其他机械零件成都无缝 2、热轧合金钢结构管热轧合金钢结构管热轧或热处理适用于一般结构、机械结构件冶 钢、衡管、鞍钢、上一、本钢西宁钢厂、成无、天津钢管公司 热挤压合金结构管热挤压或热处理一般结构和机械结构用管长特 热扩合金钢结构管热轧用于结构件成无 热轧结构管热轧用于一般结构、
基于规则的热轧钢管调度 基于规则的热轧钢管调度
格式:pdf
大小:523KB
页数:4P
4.3
对钢管调度的现场经验及一些模糊的规则进行了总结并使之清晰化,形成7条关于钢管组批和排序的规则,在此基础上,提出了一种新的启发式方法用于解决复杂的钢管调度问题。该方法与以往文献中给出方法的不同之处在于:前者组批和排序同时完成,而后者需要先组批然后对轧批排序。最后给出一个案例。
德国热轧钢管进口买卖合同中英文精华文档
热轧钢管生产工艺流程
格式:pdf
大小:989KB
页数:21P
4.6
1 热轧钢管生产工艺流程 2.1一般工艺流程 热轧无缝钢管的生产工艺流程包括坯料轧前准备、管坯加热、穿孔、轧制、 定减径和钢管冷却、精整等几个基本工序。 当今热轧无缝钢管生产的一般主要变形工序有三个:穿孔、轧管和定减径; 其各自的工艺目的和要求为: 2.1.1穿孔:将实心的管坯变为空心的毛管;我们可以理解为定型,既将轧件断 面定为圆环状;其设备被称为穿孔机。对穿孔工艺的要求是:首先要保证穿出的 毛管壁厚均匀,椭圆度小,几何尺寸精度高;其次是毛管的内外表面要较光滑, 不得有结疤、折叠、裂纹等缺陷;第三是要有相应的穿孔速度和轧制周期,以适 应整个机组的生产节奏,使毛管的终轧温度能满足轧管机的要求。 2.1.2轧管:将厚壁的毛管变为薄壁(接近成品壁厚)的荒管;我们可以视其为 定壁,即根据后续的工序减径量和经验公式确定本工序荒管的壁厚值;该设备被 称为轧管机。对轧管工艺的要求是:
热轧钢管的尺度及其优缺点
格式:pdf
大小:38KB
页数:5P
4.5
1 热轧钢管可供给的规格型号:除下列规格型号外,也可根据客户需求出产非型号钢管。 热轧钢管的尺度:本产品依据apispec5l石油自然气尺度、apispec5ct石油套 管规范,gb/t8163-1999输送流体用合金管>钢管gb/t8162-1999结构用钢管尺度。定尺长 度:定尺长度为8000~12000mm±500mm,也可根据客户需求长度出产。 热轧合金管>钢管的材质:本产品材质为10#,20#,35#,45#,x42,x60,x80,q235, q295,q345,也可根据客户需求自选材质。 热轧钢管合用范围:本产品广泛应用于中低压流体输送管道,煤气管道、自然气管道、 供水管道、污水处理管道、空调管道、消防管道、建筑工程、化工工程、石油管道工程、供 热取暖工程及设备工程等是近两年开发的国家“九五”重点高新技术推广项目
热轧钢管内折产生原因分析 热轧钢管内折产生原因分析
格式:pdf
大小:507KB
页数:3P
4.5
文章从坯料的组织分析入手,对有可能对内折产生影响的各个环节如圆坯的浇铸、加热、穿孔参数的选择、变形工具的形状等各个方面进行了分析。目的是从中找出内折产生的真正原因,在生产的各个环节进行有效控制,以减少内折,提高产品的一级品率。
外部加劲热轧钢管的分析和优化 外部加劲热轧钢管的分析和优化
格式:pdf
大小:62KB
页数:1P
4.5
利用非线性有限元法,分析了采用多种规格外部圆环加劲的圆柱形钢管的拟静力轴向破坏反应。加劲圆环将钢管沿竖向分为一系列的薄壁短柱结构。假定加劲肋的尺寸和形状由机械加工控制。研究了各种不同几何参数,如:钢管壁厚、环间距、环厚度和破坏时环的宽度,极限承载力和整体加劲钢管能量吸收的影响。将研究结果作为优化设计的基本原理。基于计算机模拟试验的分析,利用辐射函数,提出了关于平均承载力和能量消耗的后处理模型。运用单个对象和多个对象优化设计方程,得出不同反应特性的优化设计。根据渐进破坏屈曲得出的破坏模式依赖于加劲肋间距、加劲肋高度比、钢管壁厚以及加劲肋厚度比。优化结果显示,外加劲肋作为高效耗能构件是可靠的。

德国热轧钢管进口买卖合同中英文最新文档

进口合同中英文版
格式:pdf
大小:48KB
页数:14P
4.5
进口合同 contract 合同号(contractnumber): 合同签订地点(placeofsigningofcontract): 买方(buyer): 买方地址(address): 卖方(seller): 卖方地址(address): 兹经买卖双方同意,由买方购进,卖方出售下列货物,并按下列条款签订本合同: thiscontractismadebyandbetweenthebuyerandtheseller;wherebythebuyer agreestobuyandtheselleragreestoselltheundermentionedgoodsontheterms andconditionsstatedbelow: 1.货物描述制造工厂,生产国别, 包装及唛头

钢管中英文对照
格式:pdf
大小:46KB
页数:3P
4.5
carbonsteelelbow碳钢弯头 stainlesssteelelbow不锈钢弯头 high-pressureelbownpt高压弯头 normalpressureand temperature 常温常压,标准温度与压力 90°sselbow(sr)90°短半径弯头 90°sselbow(lr)90°长半径弯头 thicknesselbow高压厚壁弯头 teeequal相等的三通 maleplug插头 femalesocket插座 dustcap防尘盖 safetycap安全罩 reducingtee异径三通 straighttee等经三通 straightcross等径四通 concentric同心异径管 reducersconcentric同中心的 eccentric不同圆心的 eccentric
热轧钢管生产工艺流程 (2)
格式:pdf
大小:1.0MB
页数:12P
4.4
1 热轧钢管生产工艺流程 2.1一般工艺流程 热轧无缝钢管的生产工艺流程包括坯料轧前准备、管坯加热、穿孔、轧制、 定减径和钢管冷却、精整等几个基本工序。 当今热轧无缝钢管生产的一般主要变形工序有三个:穿孔、轧管和定减径; 其各自的工艺目的和要求为: 2.1.1穿孔:将实心的管坯变为空心的毛管;我们可以理解为定型,既将轧件断 面定为圆环状;其设备被称为穿孔机。对穿孔工艺的要求是:首先要保证穿出的 毛管壁厚均匀,椭圆度小,几何尺寸精度高;其次是毛管的内外表面要较光滑, 不得有结疤、折叠、裂纹等缺陷;第三是要有相应的穿孔速度和轧制周期,以适 应整个机组的生产节奏,使毛管的终轧温度能满足轧管机的要求。 2.1.2轧管:将厚壁的毛管变为薄壁(接近成品壁厚)的荒管;我们可以视其为 定壁,即根据后续的工序减径量和经验公式确定本工序荒管的壁厚值;该设备被 称为轧管机。对轧管工艺的要求是:第
具有提前/拖期惩罚的热轧钢管批调度问题研究 具有提前/拖期惩罚的热轧钢管批调度问题研究
格式:pdf
大小:429KB
页数:5P
4.6
建立了具有提前/拖期惩罚的热轧钢管批调度问题的混合整数非线性规划模型,提出并证明了给定合同排序下的最优组批方式,从而将原问题转化为易求解的合同排序问题.同时,建立了转化问题的数学模型并设计了遗传算法.仿真实验验证了模型和算法的有效性.
余热淬火在热轧钢管生产中的应用 余热淬火在热轧钢管生产中的应用
格式:pdf
大小:458KB
页数:未知
4.6
钢管控制轧制及形变热处理,经过多年的研究试验,在工艺、设备和产品开发方面已取得一些突破性进展,尤其是余热淬火部分的理论和试验,已经扩大应用到大生产中,对产品质量的提高有不可低估的作用.
秘鲁对华热轧钢管启动反倾销调查 秘鲁对华热轧钢管启动反倾销调查
格式:pdf
大小:324KB
页数:未知
4.4
10月23日,秘鲁国家竞争和知识产权保护局(indecopi)倾销和补贴检查委员会致函我驻秘鲁使馆称,应秘金属管型材公司(tupesa)和普雷科尔公司(precor)的申请,该局决定对来自中国的热轧钢管肩动反倾销调查。
热轧钢管芯棒石墨润滑剂 热轧钢管芯棒石墨润滑剂
格式:pdf
大小:441KB
页数:未知
4.4
介绍了用于烟台钢管厂accu—roll轧管机芯棒的石墨润滑剂特性、润滑机理、石墨润滑剂的机械喷涂系统以及喷涂系统和石墨润滑剂的使用效果。
德国热轧钢管进口买卖合同中英文相关
文辑推荐
知识推荐
百科推荐


职位:建设项目环境影响评价
擅长专业:土建 安装 装饰 市政 园林


