

大方坯连铸机二冷配水控制系统的改造及应用
格式:pdf
大小:1015KB
页数:5P
人气 :50
 4.6
4.6
以莱芜钢铁集团有限公司特殊钢厂大方坯连铸机二次冷却控制系统的改造为背景,介绍了二冷动态配水在线控制模型的开发及应用。控制模型基于坯龄模型和过热度补偿策略,能有效抑制拉速波动带来的影响,保证连铸坯的均匀冷却,从而增强了对浇铸参数的适应性。生产实践证明,该控制模型界面友好、运算快、运行稳定准确,减少了人工干预的环节,连铸坯质量得到改善。



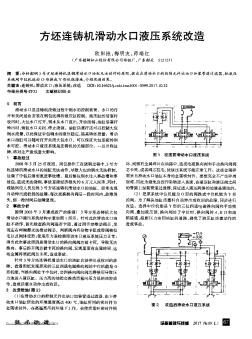
方坯连铸机二次冷却水控制系统改造
简要介绍了炼钢厂1#、2#连铸机高效化改造关键项目二次冷却控制系统改造的组成、控制原理及特点。针对在生产过程中出现的一些问题提出了相应的解决措施,进一步完善了原有控制系统。
攀钢2号大方坯连铸机优化设计及改造
攀钢对原有2号方连铸机进行了改造,新增410mm×320mm断面,产品以生产百米高速重轨钢为主。通过对结晶器、扇形段、二冷区、二级系统等进行优化设计和设备改造,所生产的铸坯质量基本满足了百米重轨的轧制需求。目前,正在进一步优化生产工艺,以提高最终高速重轨产品质量。
编辑推荐下载
韩国世亚钢铁集团大方坯连铸机完成改造
格式:pdf
大小:57KB
页数:1P
4.3
2004年11月,韩国世亚钢铁集团(seahbesteel,即原起亚特殊钢公司)与达涅利公司达成协议,由达涅利对其位于群山厂(kunsanmeltshop)2流大方坯连铸机进行现代化改造,以扩大该连铸机所能生产的大方坯的尺寸。

蒂森公司鲁尔奥特钢厂大方坯连铸机的改造
格式:pdf
大小:166KB
页数:6P
4.5
由于试验取得良好结果,蒂森公司杜依斯堡鲁尔奥特厂的2号六流大方坯连铸机在1994年1月均装备了轻压下设备,它大大改善了铸坯内部质量,特别是高碳钢。为进一步改善铸坯质量,连铸机结晶器内安装了旋转型电磁搅拌装置。增加的新措施包括连铸机上部的支承扇形段,将一点矫直改为二点矫直。上述项目为提高铸坯质量、增加产量提供了先决条件。
大方坯连铸机二冷配水控制系统改造及应用热门文档
蒂森钢铁公司大方坯连铸机的改造
格式:pdf
大小:134KB
页数:5P
4.8
一2 违铸,巾l { 湘钢译丛第2期l997目 一疏礅~一 蒂森钢铁公司7-/,∈ 大方坯连铸机的改造 苎=一。ke 德jjerha】dsowka,burckhardandte等著 徐之彪译周奇校 确定目标 杜伊斯哲尔区蒂森例铁公司2#大方 坯连铸机正在实现现代化其日标在于消除 铸坯表面缺陷、【善其纯度,使它的凝固 组织均衡,进一步减少{r心偏析和提高浇铸 速度 概述 为j实现电磁搅拌,在走机六流大方坯 连铸机结f器七都配备i'1动fi_0步lu磁感应 器。连铸机采用j’轻压l、技术最后提到的 措施可从根率r改善备钢种的ij{部结构, 圯其是商碳钢连铸fj『上酃簧驶一台钢 坯导翻支架,_){ilj恐lv删.譬曲馥般俩弯 曲。通过造jm投资将‘唧优呐诗坯质量
方坯连铸机冷床液压系统改造
格式:pdf
大小:119KB
页数:1P
4.6
在方坯连铸生产过程中,为步进式冷床动梁升降油缸提供压力油的同步马达故障率高、维修时间长、维修成本高,针对该问题进行了故障分析,提出了冷床液压系统改造方案。通过利用原有元件改变同步马达的供油位置,从而改善了同步马达的工作条件。该方案利用较少的改造成本提高了设备作业率,降低了生产成本,产生了较高的经济效益。
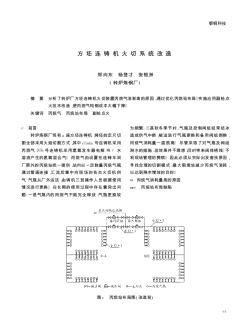
方坯连铸机火切系统改造
格式:pdf
大小:90KB
页数:4P
4.6
分析了转炉厂方坯连铸机火切装置丙烷气消耗高的原因,通过优化丙烷站布局、实施应用副枪点火技术改造,使丙烷气吨钢成本大幅下降。

轻压下控制在方坯连铸机的应用改造
格式:pdf
大小:123KB
页数:2P
4.8
介绍了武钢1#方坯连铸机轻压下控制系统改造,对控制系统的组成、功能及改进作了阐述。轻压下控制系统的应用,改善了铸坯内部质量,减少了疏松和中心偏析。
伊斯科公司纽卡索厂大方坯连铸机现代化改造
格式:pdf
大小:226KB
页数:4P
4.4
1998年12月,奥钢联工程技术公司(vai)完成了南非伊斯科公司纽卡索厂大方坯连铸机现代化改造项目。原有的连铸设备包括3台由concast公司提供的6流大方坯连铸机,总生产能力为160万t/a。1998年,奥钢联对其中2台进行改造后,虽然第3台停产,但铸机年产量却增加到210万t,同时降低了生产成本,提高了铸坯质量。改造后铸机除增加了过程控制和自动化系统外,还采用了奥钢联铸机机头技术、新的矫直方案以及优化定重切割技术
大方坯连铸机二冷配水控制系统改造及应用精华文档
伊斯科公司纽卡斯尔厂大方坯连铸机的现代化改造
格式:pdf
大小:183KB
页数:1P
4.5
铸坯表面温度保持恒定,铸坯质量更好,且铸坯精整率低。 晓 马 摘自《2000年冶金展览会交流资料》 辊缝测量装置 铸坯的质量在很大程度上取决于连铸机的机械状态,定 期检查铸坯导架对于维修保养十分重要。芬兰劳塔鲁基公司 开发了辊缝测量装置,当该装置通过铸机时就可记录和分析 辊子的工作状态。 辊缝测量装置可自动检查辊缝大小、辊套磨损、辊子弯 曲度及轴承缺陷。 辊缝测量装置包括专用引锭杆的校准ö存放台,以及有 关仪器和辅助设备。 专用的引锭杆由下列主要元件组成:气动调节的波纹管 元件;专用的位移传感器;手提式计算机以及可充电电池。 显示与输出数据时,需要下列辅助设备:与ibm兼容的 专用计算机;打印机。 辊缝测量装置在操作前必须较准。校准工作在校准ö存 放台进行。引锭杆内的波纹管元件操作前要加压。辊缝测量 装置要借助于桥式吊车从顶部放入连铸机内。然后转动拉矫 辊,使
杜伊斯堡蒂森钢铁公司大方坯连铸机的现代化改造
格式:pdf
大小:205KB
页数:6P
4.8
2d大方坯诤蜻,-踌轨,改 1996年2月 feb.1996’ 武钢技术 wiscotechnoi0gy·25· · 炼钢·搿 杜伊斯堡蒂森钢铁公司大方坯 连铸机的现代化改造 [饕]eberhardsowkasoe ’ 圣崩 ,抽要位干杜伊斯竖的蒂森钢莰套司对2号太方坯连讳帆.琏杼了现代化垃过.以选到消除表面 缺陷、改善炖净度.琦匀凝固蛆织,进一步降慨中心偏析和提禹浇注迪度竹目的. 大方连琦机的全部六条*漉都配有对墙晶器冉铜术避抒电j蕾毪拌竹奠转磁埽感应器.此 外,连铸上连采用1轻廷下海.可以天改善钢的内鄙特性,剐是禹蕞钢的冉年特性.斑锌帆 上郜安有蛔坯支撑装王,并静一捉丘向哮由茂为两次丘向弯曲.通过这几嘎扭费碍l1篙靖董举 和提高了生产率。_ , ’ _ l现代化改造程序 蒂森钢
方坯连铸机滑动水口液压系统改造
格式:pdf
大小:156KB
页数:2P
4.4
分析韶钢3号方坯连铸机浇钢滑动水口油缸无法动作的原因,提出在滑动水口的控制元件出油口加装管道过滤器,把液压系统阀中位机能由。形换成y形机能措施,介绍改造效果。
奥斯科尔电冶金公司2号大方坯连铸机进行现代化改造
格式:pdf
大小:57KB
页数:1P
4.7
俄罗斯奥斯科尔电冶金公司(简称oemk),是俄国主要的长材生产企业。该公司拥有4座电炉和4台4流连铸机,生产能力超过200万t优质钢材,主要产品有抗氢裂钢管原料、结构钢、轴承钢、工具钢、合金钢、轨梁钢、钢帘线钢、各种结构型钢、汽车用钢、弹簧钢等。
杜伊斯堡蒂森钢铁公司大方坯连铸机的现代化改造
格式:pdf
大小:476KB
页数:6P
4.5
位于杜伊斯堡的蒂森钢铁公司对2号大方坯连铸机进行了现代化改造,以达到消除表面缺陷、改善纯净度、均匀凝固组织,进一步降低中心偏析和提高浇注速度的目的。大方坯连铸机的全部六条铸流都配有时结晶器内钢水进行电磁搅拌的旋转磁场感应器。此外,连铸机上还采用了轻压下法,可以大大改善钢的内部特性,特别是高碳钢的内部特性。连铸机上部安有钢坯支撑装置,并将一次反向弯曲改为两次反向弯曲。通过这几项投资,得到高质量钢坯和提高了生产率。
大方坯连铸机二冷配水控制系统改造及应用最新文档

希德拉尔公司大方坯连铸机的升级改造
格式:pdf
大小:52KB
页数:1P
4.4
阿根廷希德拉尔公司与保罗·沃兹公司签订更新改造其3号四流大方坯连铸机的合同。该连铸机采用的是vibromold结晶器液压振动系统。这种振动技术使振动部件的重量降至最小,并能够在结晶器内对摩擦力进行连续监测及在线调整振动参数。18个vibromold结晶器液压振动系统将配备完整的液压和电控装置以及快速机械连接装置。3号连铸机生产直径215mm、254mm和290ram的圆坯,用于生产无缝钢管。
南京钢厂R5.25m方坯连铸机控制系统改造
格式:pdf
大小:158KB
页数:5P
4.6
r5.25m小方坯连铸机控制系统改造成功,大大提高了装机自动化水平及系统的可靠性,为其他同类小方坯连铸机的改造提供了借鉴.

方坯连铸机火焰切割系统改造
格式:pdf
大小:1.0MB
页数:3P
4.5
分析了转炉厂方坯连铸机火焰切割装置丙烷气消耗高的原因,通过优化丙烷站布局、实施应用副枪点火技术改造,使丙烷气吨钢成本大幅下降。

浅析方坯连铸机的技术改造问题
格式:pdf
大小:115KB
页数:1P
4.8
随着现代方坯连铸机设备正朝大型化、高效率化和自动化的方向发展,对方坯连铸机进行相应的技术改造也显得尤为重要,本文就根据方坯连铸机的工艺要求和设备使用情况阐述了的一些常用的技术改造措施,以提高我国方坯连铸机的整体设备的技术水平。
7号方坯连铸机冷床的改造
格式:pdf
大小:301KB
页数:6P
4.3
昆钢炼钢厂7号方坯连铸机改造后,输送冷床在生产中出现了与主体设备不匹配的问题,严重影响生产顺行。2007年11月炼钢厂对输送冷床实施改进,采用4个铰点为旋转支承点,2支油缸为动力进行旋转,一次可输送3根以上铸坯。改进后,设备结构简单,运行平稳可靠,维护简便,达到改造目标。
希尔萨公司改造小方坯连铸机
格式:pdf
大小:59KB
页数:1P
4.7
·44·连铸2002年第6期 ·国外信息· 希尔萨公司改造小方坯连铸机 为提高铸机生产能力及铸坯质量,墨西哥希尔萨公司蒙 特雷厂对原有的小方坯连铸机进行现代化改造。改造由意 大利达涅利公司承包,包括用多锥度长度为1000mm的带电 磁搅拌装置的高速结晶器取代原结晶器,并改造二冷系统。 改造后,连铸机为五流、铸机半径6m,铸坯尺寸为100mmx 100mm~130mmx130mm、定尺长度为6~13m,使用氧气切割 装置,根据所生产的钢种不同,铸机生产率为123~132t/h。 马续香摘自《stahlundeisen)2001,9:19。 神户加古川厂改造3号连铸设备 最近,日本神户钢铁公司加古川钢铁厂决定对3号连铸 设备进行改造,以提高铸坯质量。该连铸机投产已近20年, 生产的板坯尺
小方坯连铸机断面快速互换改造实践
格式:pdf
大小:230KB
页数:3P
4.3
介绍了拉坯断面为120mm2小方坯连铸机通过对振动装置、结晶器、二冷系统、刚性引锭杆、拉矫机等设备进行改造从而实现了小方坯连铸机多种断面互换功能的改造过程及经验.实践证明改造后的小方坯连铸机能够实现断面互换的功能,并能满足工艺生产的要求,达到了改造的预期目的.
方坯连铸机拉矫区域设备改造
格式:pdf
大小:231KB
页数:1P
4.7
简述了敬业二炼钢厂方坯生产线10流方(圆)坯连铸机拉矫机系统生产过程中出现的问题,通过分析造成问题的原因,确定了解决方案:拉矫减速机输入轴做防水,减速机加装高位油杯,降低拉矫区域设备的工作环境温度。实施中,提高了拉矫区设备的使用寿命。
小方坯连铸机定径浇铸的改造及应用
格式:pdf
大小:676KB
页数:3P
4.8
为提高中间包使用寿命,八钢第一炼钢厂采用连铸中间包快速更换定径水口技术.文章介绍了连铸中间包快速更换定径水口技术的改造及应用情况,中包平均使用寿命由原来8小时提高到约24小时.
大方坯连铸机二冷配水控制系统改造及应用相关
文辑推荐
知识推荐
百科推荐


职位:资深消防设计师
擅长专业:土建 安装 装饰 市政 园林


