

大幅板爆炸焊接质量的板幅尺寸效应研究
格式:pdf
大小:494KB
页数:6P
人气 :98
 4.5
4.5
由于爆炸焊接工艺过程的特殊性,大幅板爆炸焊接中存在的结合面焊接缺陷问题产生的原因一直未能得到明确揭示,论文利用非线性动力数值模拟,考察了3.5m-7.0m钛钢大幅板爆炸焊接质量问题产生的原因,发现大幅板爆炸焊接过程中复板存在褶皱变形现象,指出褶皱变形的出现与所用板幅尺寸比例密切相关,随着板幅尺寸比例的变化,褶皱变形持续时间、影响范围置以及最大褶皱深度存在规律性变化.



 薄板焊接残余应力尺寸效应
薄板焊接残余应力尺寸效应 薄板焊接残余应力尺寸效应
利用ansys大型有限元软件对对接薄板焊接残余应力的大小和分布进行了计算,得出了尺寸因素对焊接残余应力的影响规律,特别是过渡板宽、板长对焊接残余应力的影响,分析过程中考虑了材料的物理性能及力学性能随着温度的非线性变化以及金属的熔化潜热,使数值模拟结果尽量接近实际值。最后理论计算与试验结果相比较,结果是基本吻合的,所得结果可以进行残余应力预测。
铝铝薄板爆炸焊接厚度匹配性研究 铝铝薄板爆炸焊接厚度匹配性研究
针对覆板、基板与炸药几何尺寸是实现高质量板材爆炸焊接的重要初始参数,利用数值模拟为主、验证实验为辅的方法,进行了炸药厚度对一定厚度铝质复板与基板爆炸焊接质量影响规律的研究。将爆炸焊接简化为二维问题,进行大量数值计算,综合板材温度、压力、材料密度、覆板速度等动态参数比较分析,得到一定条件下实现较薄铝板成功焊接的炸药极限厚度,并进行了实验验证。在数值模拟及实验数据基础上,进行了覆板、基板厚度与炸药厚度匹配性分析,利用拟合法得到了基板厚度一定条件下,炸药厚度极限值随覆板厚度变化的经验公式;利用多元回归方法,对炸药厚度、覆板厚度与基板厚度之间的关系进行了分析,这对于铝板爆炸焊接实际应用具有较重要意义。
编辑推荐下载
钛/钢复合板爆炸焊接实验 钛/钢复合板爆炸焊接实验
格式:pdf
大小:860KB
页数:5P
4.5
以3mm厚的ta2钛板和26mm厚的正火态q345r为材料,通过爆炸焊接实验,对钛/钢复合板爆炸焊接的动态参数进行了研究。结合复合板结合界面特征、复合板结合强度(剪切强度)以及界面波的金相组织,讨论了钛/钢爆炸焊接时获得高强度结合和规则的界面结合波状形态的条件。对于3mm厚ta2与26mm厚正火态q345r,该条件是动态碰撞角β>17°,动态碰撞速度vp>760m/s。根据界面波及基板轧制金相组织形态,分析了形成界面波的机理,认为射流阻碍复板连续碰撞基板是形成界面波的一个主要原因。
钛/钢复合板爆炸焊接装药厚度下限研究 钛/钢复合板爆炸焊接装药厚度下限研究
格式:pdf
大小:1.4MB
页数:4P
4.7
分析以往钛/钢复合板爆炸焊接装药量计算过程中存在的问题,结合可焊性窗口下限理论及爆速试验结果,提出钛/钢复合板爆炸焊接装药厚度下限的计算方法,从数值上阐明装药厚度下限值与复板厚度、复板密度、炸药参数、基复板最小碰撞速度之间的函数关系。参照此装药厚度下限值进行钛/钢复合板爆炸焊接验证试验,结果表明,钛金属复板的延展变形得到很好的控制,结合界面没有产生ti-fe脆性金属间化合物,结合界面抗剪切强度达到380mpa。
大幅板爆炸焊接质量板幅尺寸效应热门文档
爆炸焊接法生产铜/钢油膜轴承衬板 爆炸焊接法生产铜/钢油膜轴承衬板
格式:pdf
大小:533KB
页数:4P
4.6
介绍了用爆炸焊接法生产铜/钢油膜轴承衬板时爆炸工艺参数的确定原则,提出了小面积复合板合并焊接、涂黄油保护复板及将起爆点设置在后续加工切除点的爆炸焊接方法。其技术可供类似爆炸焊接工程参考和借鉴。
粘弹性地基钢板爆炸焊接的计算模型 粘弹性地基钢板爆炸焊接的计算模型
格式:pdf
大小:1.1MB
页数:10P
4.6
提出了一个钢坯爆炸焊接的计算模型。模型的数学表达式表明了振型函数、广义坐标及其频率与钢坯力学性能、土基力学性能和钢坯尺寸的具体关系。通过挠度的解析表达式,可获得这种爆炸加工的动态响应特性,为工程实践中优化参数和动态分析提供了有效工具。
粘弹性地基钢板爆炸焊接动力分析 粘弹性地基钢板爆炸焊接动力分析
格式:pdf
大小:823KB
页数:4P
4.4
从厚板结构动力理论出发,详细推导了粘弹性地基上厚板爆炸焊接动力响应各力学量的表达式.当工程需要大尺寸爆炸焊接复合板和冲击韧性不好的基板及较厚的复合板时,焊接过程中的力学行为应该计及除传统焊接参数以外的其他参数的影响.厚板模型涉及的参数较多,精度高,特别适应于像连铸坯之类的材料爆炸焊接作精细分析和设计的理论依据.
爆炸焊接装药厚度可焊性窗口 爆炸焊接装药厚度可焊性窗口
格式:pdf
大小:399KB
页数:5P
4.4
通过x射线观测爆炸焊接复板的运动姿态,得出了爆轰载荷与复板的作用过程,从而提出了在爆炸焊接过程中"爆轰载荷产生的复板的最大弯矩必须大于复板材料在其动态屈服极限时的弯矩而小于其在动态抗拉极限时的弯矩,才能实现成功爆炸焊接"这一新观点,并由此得出了爆炸焊接装药厚度的上限和下限,此即为爆炸焊接装药厚度可焊性窗口.在此基础上,根据界面的微观组织形貌和爆炸焊接结合机理,提出了爆炸焊接装药的"下限法则",此法则不仅将目前爆炸焊接装药量减小了30%,而且又提高了复合材料界面结合质量,同时为某些硬脆材料成功爆炸焊接提供了理论依据.
焊缝外观缺陷分级及焊接尺寸要求
格式:pdf
大小:50KB
页数:4P
4.6
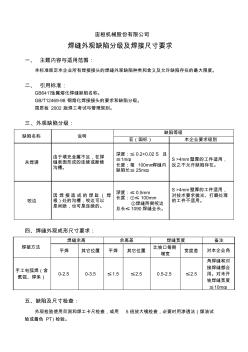
宙桓机械股份有限公司 焊缝外观缺陷分级及焊接尺寸要求 一、主题内容与适用范围: 本标准规定本企业所有焊接接头的焊缝外观缺陷种类和含义及允许缺陷存在的最大限度。 二、引用标准: gb6417金属熔化焊缝缺陷名称。 gb/t12469-98钢熔化焊接接头的要求和缺陷分级。 国质检2002版焊工考试与管理规则。 三、外观缺陷分级: 缺陷名称说明 缺陷等级 亚(国标)本企业要求级别 未焊满 由于填充金属不足,在焊 缝表面形成的连续或断续 沟槽。 深度:≤0.2+0.02s且 ≤1mm。 长度:每100mm焊缝内 缺陷长≤25mm。 s>4mm壁厚的工件适用, 反之不允许缺陷存在。 咬边 因焊接造成的焊趾(焊 根)处的沟槽,咬边可以 是间断,也可是连续的。 深度:≤0.5mm 长度:①≤100mm ②焊缝两侧咬边 总长≤1090焊缝全长。 s>4mm壁厚的工
大幅板爆炸焊接质量板幅尺寸效应精华文档
爆炸焊接布药工艺与微观结合界面形貌分析 爆炸焊接布药工艺与微观结合界面形貌分析
格式:pdf
大小:931KB
页数:4P
4.5
爆炸焊接是复合材料加工的1项高新技术,不同的爆炸焊接布药工艺对复合板的质量有很大影响。通过对传统的均匀布药工艺和新不等厚度布药工艺进行爆炸焊接试验和理论分析,发现传统的均匀布药工艺所得到的焊接大波状结合界面明显、复合板质量不好,而新不等厚度布药新工艺可以使炸药产生的爆轰压力逐渐减少,并和材料本身振动产生的惯性力协调作用,得到基本一致的微小波状结合界面,同时降低震动和噪声。结论表明新工艺对工业生产和爆炸焊接试验有很好的指导作用。
爆炸焊接用不锈钢复板等离子拼焊工艺的研究 爆炸焊接用不锈钢复板等离子拼焊工艺的研究
格式:pdf
大小:215KB
页数:3P
4.4
分析了奥氏体不锈钢的焊接性,采用不加丝等离子单面焊接双面成形+氩弧焊(磁摆)的方法,成功的焊接了8mm厚astm321板材。焊缝表面成形好,金相和rt无损检测均未发现缺陷,力学性能满足要求用。已将该方法用于爆炸焊接用的大面积astm321板材的拼焊,焊缝长度达到7.0m。
爆炸焊接钢/钢复合板接合界面微观结构分析 爆炸焊接钢/钢复合板接合界面微观结构分析
格式:pdf
大小:636KB
页数:4P
4.5
用hrtem、tem和sem研究了00cr18ni5mo3si216mn爆炸接合复合板性能及接合界面微区组织结构。结果表明,00cr18ni5mo3si216mn复合板强度不低于16mn基板的强度,180°扭转无裂纹出现;接合区形貌近似呈正弦波形,接合界面附近形成微细晶区;接合界面处的白亮带可能是严重塑性变形和绝热熔化条件下急冷形成的纳米晶结构层和非晶态组织;爆炸方法可望用来制备纳米晶和非晶态薄膜材料。

焊接三通尺寸 (2)
格式:pdf
大小:211KB
页数:3P
4.8
. . 对焊三通、四通尺寸gb12459 inch公称通径dn 端部外径中心至端面 d1d2 cm a系列b系列a系列b系列 1/2×1/215×1521.31821.3182525 3/4×1/220×1526.92521.3182929 ×3/4×2026.9252929 1×1/225×1533.73221.3183838 ×3/4×2026.9253838 ×1×2533.7323838 11/2×1/232×1542.33821.3184848 ×3/4×2026.9254848 ×1×2533.7324848 ×11/2×3242.3384848 13/4×1/240×1548.34521.31857

焊接弯头尺寸教程文件
格式:pdf
大小:34KB
页数:1P
4.7
学习资料 仅供学习与参考 公称通径外径(mm)中心距至端面的距离理论重量kg/pcs dnodfb5s10s20s40s80s120s 151/21821.338160.040.05 0.05 0.06 0.059 0.063 0.06 0.08 0.080.10 203/42526.7380.060.06 0.07 0.08 0.08 0.09 0.09 0.10 0.130.13 251 32 33.4 38160.080.08 0.12 0.13 0.13 0.135 0.14 0.14 0.180.19 321.1/4 38 42.2 48200.110.13 0.18 0.21 0.21 0.24 0.23 0.26 0.31
大幅板爆炸焊接质量板幅尺寸效应最新文档
焊接钢管尺寸表 (2)
格式:pdf
大小:31KB
页数:2P
4.7
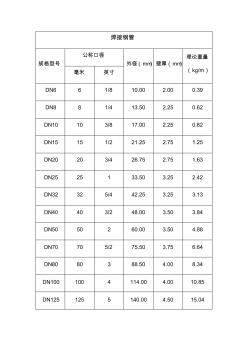
焊接钢管 规格型号 公称口径 外径(mm)壁厚(mm) 理论重量 (kg/m)毫米英寸 dn661/810.002.000.39 dn881/413.502.250.62 dn10103/817.002.250.82 dn15151/221.252.751.25 dn20203/426.752.751.63 dn2525133.503.252.42 dn32325/442.253.253.13 dn40403/248.003.503.84 dn5050260.003.504.88 dn70705/275.503.756.64 dn8080388.504.008.34 dn1001004114.004.0010.85 dn125125514
焊接钢管尺寸表 (4)
格式:pdf
大小:31KB
页数:2P
4.7
焊接钢管 规格型号 公称口径 外径(mm)壁厚(mm) 理论重量 (kg/m)毫米英寸 dn661/8 dn881/4 dn10103/8 dn15151/2 dn20203/4 dn25251 dn32325/4 dn40403/2 dn50502 dn70705/2 dn80803 dn1001004 dn1251255 dn1501506
焊接钢管尺寸表
格式:pdf
大小:23KB
页数:1P
4.6
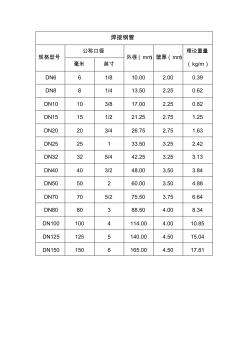
焊接钢管 规格型号 公称口径 外径(mm)壁厚(mm) 理论重量 (kg/m)毫米英寸 dn661/810.002.000.39 dn881/413.502.250.62 dn10103/817.002.250.82 dn15151/221.252.751.25 dn20203/426.752.751.63 dn2525133.503.252.42 dn32325/442.253.253.13 dn40403/248.003.503.84 dn5050260.003.504.88 dn70705/275.503.756.64 dn8080388.504.008.34 dn1001004114.004.0010.85 dn125125514
爆炸焊接复合钢板焊缝熔化层的结构 爆炸焊接复合钢板焊缝熔化层的结构
格式:pdf
大小:274KB
页数:未知
4.5
研究了爆炸1cr18ni9ti/16mn包层系统压焊层中熔融区的结构和它的应力状态。分析表明熔融区的结构形成与材料的ρ、c和k值有关。通过光学和扫描电子显微镜观察可见熔融区由圆柱形晶体组成。发现包层系统的剪切强度降低与热处理温度有关。
锅筒壁上焊接大尺寸平板的应力分析 锅筒壁上焊接大尺寸平板的应力分析
格式:pdf
大小:456KB
页数:未知
4.6
在锅筒筒体上焊接大尺寸平板,是国内的立式电热锅炉用以放置电加热元件的结构型式之一。如图1所示,将矩形平板的四个顶点分别加工为四分之一切圆过渡形状,嵌入锅筒筒体,并与筒体采用全焊透的连接方式。平板上开孔,以插入电热管。圆筒体与平板连接的结构形式在锅炉强度计算标准中未规定相应的计算方法。承受内压力的,在圆筒体与平板连接处应力状态比较复杂。因此,采用常规的强度计算方法无法进行准确计算,需要通过应力分析对连接处的各项应力进行分类求解。本文采用有限元分析方法对圆筒体上焊接大平板的结构进行强度判定。
爆炸焊接钢/钢复合板接合界面微观结构分析 爆炸焊接钢/钢复合板接合界面微观结构分析
格式:pdf
大小:187KB
页数:未知
4.6
用hrtem、tem和sem研究了00cr18ni5mo3si2/16mn爆炸接合复合板性能及接合界面微区组织结构.结果表明,00cr18ni5mo3si2/16mn复合板强度不低于16mn基板的强度,180°扭转无裂纹出现;接合区形貌近似呈正弦波形,接合界面附近形成微细晶区;接合界面处的白亮带可能是严重塑性变形和绝热熔化条件下急冷形成的纳米晶结构层和非晶态组织;爆炸方法可望用来制备纳米晶和非晶态薄膜材料.

焊接三通尺寸知识讲解
格式:pdf
大小:211KB
页数:3P
4.7
精品文档 精品文档 对焊三通、四通尺寸gb12459 inch公称通径dn 端部外径中心至端面 d1d2 cm a系列b系列a系列b系列 1/2×1/215×1521.31821.3182525 3/4×1/220×1526.92521.3182929 ×3/4×2026.9252929 1×1/225×1533.73221.3183838 ×3/4×2026.9253838 ×1×2533.7323838 11/2×1/232×1542.33821.3184848 ×3/4×2026.9254848 ×1×2533.7324848 ×11/2×3242.3384848 13/4×1/240×1548.34521.31
焊接钢管内外径壁厚尺寸 (2)
格式:pdf
大小:20KB
页数:2P
4.5
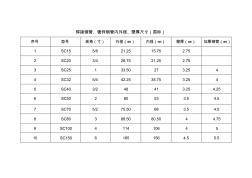
焊接钢管、镀锌钢管内外径、壁厚尺寸(国标) 序号型号规格(寸)外径(㎜)内径(㎜)壁厚(㎜)加厚钢管(㎜) 1sc155/821.2515.752.75 2sc203/426.7521.252.75 3sc25133.50273.254 4sc325/442.2535.753.254 5sc403/248413.254.25 6sc50260533.54.5 7sc705/275.50683.54.5 8sc80388.5080.5044.75 9sc100411410645 10sc15061651564.55.5
大幅板爆炸焊接质量板幅尺寸效应相关
文辑推荐
知识推荐
百科推荐


职位:土建项目经理
擅长专业:土建 安装 装饰 市政 园林


