

单电源交流双钨极氩弧焊接铝合金工艺机理分析
格式:pdf
大小:333KB
页数:5P
人气 :51
 4.5
4.5
以6061铝合金为研究对象,进行单电源交流双钨极氩弧焊接工艺试验.采用金相显微镜、CCD摄像头、电流检测系统对焊接接头的组织、电弧形态以及电流变化过程进行观察与检测分析.结果表明,大电流下双钨极可获得均匀美观的铝合金焊缝成形,但钨极串行优于钨极并行.电弧电流检测显示焊接过程中流经两个TIG焊枪的电流大小呈现非均匀分配形式,单电源单钨极电流密度沿着焊接方向呈现单峰分布而双钨极非单峰分布.在电弧作用区域双钨极耦合电弧的电流密度值要小于单钨极.另外双钨极能扩展耦合电弧的弧根,增加熔池受热面积,在保证焊缝成形的同时提高焊接效率.



防锈铝合金的钨极氩弧焊
防锈铝合金的钨极氩弧焊——防锈铝合金是用于焊接铝结构件的主要材料,在焊接生产中常常遇到一些困难。文中详细介绍几种常用防锈铝音金的焊接特点及实用的焊接技术,包括焊丝选用、坡1:2准备、焊前清理以及焊接过程中应注意的一些问蹉。
钨极氩弧焊焊接电弧数值分析
钨极氩弧焊焊接电弧数值分析——以钨极氩弧焊(tig)电弧为研究对象,根据磁流体动力学理论构建了电弧数学模型,并对 tig焊接电弧进行了数值分析.数值模拟所得电弧等离子体温度分布与试验值相当吻合.在此基础上对电弧压力和电流密度进行了分析,并通过试验...
编辑推荐下载
单电源交流双钨极氩弧焊接铝合金工艺机理分析热门文档
铝合金交流钨极氩弧焊熔池图像传感方法
格式:pdf
大小:208KB
页数:4P
3
铝合金交流钨极氩弧焊熔池图像传感方法——为了采用图像处理与模式识别的方法对铝舍金的焊接质量进行智能控制,必须获取铝合金焊接塔池的清晰图像.然后提取焊接熔池的信息.在对铝合金焊接光谱分析的基础上,以焊接电弧光中的连续光谱作为光源,采用宽带滤波方...
双钨极氩弧焊耦合电弧压力分析
格式:pdf
大小:542KB
页数:4P
3
双钨极氩弧焊耦合电弧压力分析——双钨极氩弧焊(twin-electrodetig,t-tig)的耦合电弧是由设置在同一个焊枪中的两个相互绝缘的钨极各自产生的电弧耦合而成的。这个耦合电弧在物理特性上不同于传统单钨极tig电弧。以试验为基础,分析了耦合电弧的电弧压力特性,...
以空气为舱内加压气体的钨极氩弧焊接
格式:pdf
大小:595KB
页数:4P
3
以空气为舱内加压气体的钨极氩弧焊接——研究了1~700kpa空气作用下的钨极氩弧焊接。气体爆炸试验表明,压缩空气虽然不爆炸但是显著助燃,高压焊接试验舱舱内设备需要采取防燃措施。采用较大的氩气流量,可以实现高压空气之下良好的电弧和熔池保护。自动焊机用...

铝合金钨极氩弧焊熔池图像处理
格式:pdf
大小:167KB
页数:3P
3
铝合金钨极氩弧焊熔池图像处理——对铝合金熔池图像特点进行了分析,提出了一种快速有效的熔池边缘提取算法.采用边缘 保持滤波和模糊增强对铝合金熔池图像进行预处理,并采用max—min算子对边缘进行检测,采用投影法对边缘进行细化和去除伪边缘而获得清晰...
单电源交流双钨极氩弧焊接铝合金工艺机理分析精华文档
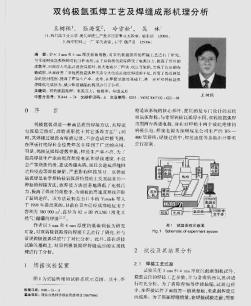
双钨极氩弧焊工艺及焊缝成形机理分析
格式:pdf
大小:853KB
页数:4P
3
双钨极氩弧焊工艺及焊缝成形机理分析——针对3i13ii1和4mm厚度低碳锕板.埘双钨授氯弧焊的焊接工艺进行r研究。与常规钨极氩弧焊的对比分析表明,由于双钨极氲瓶焊降低丁电弧压力.提高r焊丝的焙敷率,因而在走电流高速度焊接时极大地减少r凹坑、咬边等缺陷,...
手工钨极氩弧焊
格式:pdf
大小:486KB
页数:14P
4.6
. . 焊工工艺学 第五章手工钨极氩弧焊 作者:潘秀梅 单位:辽宁省鞍山市台安县职教中心 焊接教研室 . . 第五章手工钨极氩弧焊 手工钨极氩弧焊是使用钨极作为电极,利用从焊枪喷嘴中喷出的氩气流,在 电弧区和焊接熔池周围形成严密封闭的气流,保护钨极、焊丝和焊接熔池不被氧 化的一种手工操作的气体保护电弧焊。如图 5-1所示。 手工钨极氩弧焊,可分为添加焊丝和不添 加焊丝两种方法。添加焊丝的方法是右手握焊 枪,左手持焊丝,顺着焊接方向自右向左移动, 面罩一般采用头盔式。不添加焊丝的操作方法 比较简单,只要右手握住焊枪即可。 图5-1手工钨极氩弧焊示意图 作业一手工钨极氩弧焊的基本知识 (一)手工钨极氩弧焊设备 手工钨极氩弧焊设备包括主电路系统、焊枪、供气系统、冷却系统和控制系 统等部分,如图5-2所示。 图5-2手工钨极氩弧焊设备系统图 (1)主电路系
AZ31镁合金薄板的交流钨极氩弧焊
格式:pdf
大小:257KB
页数:4P
3
az31镁合金薄板的交流钨极氩弧焊——探讨了氩弧焊工艺参数对镁合金焊接接头质量的影响,采用金相显微镜,对az31镁合金薄板tig焊接接头进行了微观组织观察、用x一射线衍射仪等分析测试手段对相组成和力学性能进行了分析,结果发现:焊接电流为40a和45a时,焊接...
交流钨极氩弧焊机引弧稳弧电路的改进
格式:pdf
大小:142KB
页数:2P
3
交流钨极氩弧焊机引弧稳弧电路的改进——本文通过对交流钨极氩弧焊机的电路分析,找了焊机存在稳弧效果不理想和高压脉冲初级回路电阻热损耗大等问题的原因,提出改进方案。试验结果表明,改进方案简单可行,克服了焊机的不足,取得了良好的效果。
 交流钨极氩弧焊机引弧稳弧电路的改进
交流钨极氩弧焊机引弧稳弧电路的改进 交流钨极氩弧焊机引弧稳弧电路的改进
格式:pdf
大小:105KB
页数:3P
4.4
本文通过对交流钨极氩弧焊机的电路分析,找出了焊机存在稳弧效果不理想和高压脉冲初级回路电阻热损耗大等问题的原因,提出改进方案。试验结果表明,改进方案简单可行,克服了焊机的不足,取得了良好的效果。
单电源交流双钨极氩弧焊接铝合金工艺机理分析最新文档
手工钨极氩弧焊焊接作业指导书
格式:pdf
大小:41KB
页数:5P
4.6
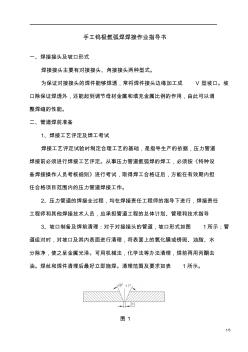
1/5 手工钨极氩弧焊焊接作业指导书 一、焊接接头及坡口形式 焊接接头主要有对接接头、角接接头两种型式。 为保证对接接头的焊件能够焊透,常将焊件接头边缘加工成v型坡口。坡 口除保证焊透外,还能起到调节母材金属和填充金属比例的作用,由此可以调 整焊缝的性能。 二、管道焊前准备 1、焊接工艺评定及焊工考试 焊接工艺评定试验时制定合理工艺的基础,是指导生产的依据,压力管道 焊接前必须进行焊接工艺评定。从事压力管道氩弧焊的焊工,必须按《特种设 备焊接操作人员考核细则》进行考试,取得焊工合格证后,方能在有效期内担 任合格项目范围内的压力管道焊接工作。 2、压力管道的焊接全过程,均在焊接责任工程师的指导下进行,焊接责任 工程师和其他焊接技术人员,应承担管道工程的总体计划、管理和技术指导 3、坡口制备及焊前清理:对于对接接头的管道,坡口形式如图1所示;管 道组对时,对坡口及其内表面进行清理,将表
大型铝排的钨极氩弧焊
格式:pdf
大小:168KB
页数:3P
3
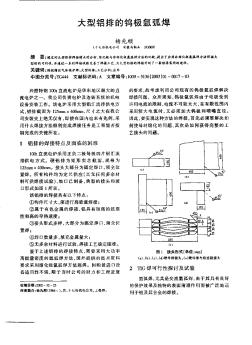
大型铝排的钨极氩弧焊——通过对大型铝排焊接特点的分析、熔化极与非熔化极氩弧焊方法的比较,提出了应用非熔化极氩孤焊方法焊接大型铝的可行性,并通过一系列焊接试验完善了焊接工艺,为大型铝排的焊接开创了一条经济实用的途径。
不锈钢管钨极氩弧焊接作业指导书
格式:pdf
大小:76KB
页数:6P
4.4
佛坪县cng储配站及cng加气站工程 焊接作业指导书 编制: 审核: 审批: 2017年5月6日 1、工程概况 佛坪县cng储配站及cng加气站工程。由车载天然气经卸气柱进入压缩机增 压或直充进入加气机。增压后依次进入储气井储气,或进入加气机通过加气机 向cng汽车加气。主物料管线系统设计压力为27.5mpa,辅助物料管道(包括 排污、放空管道)设计压力为1.6mpa,设计温度为-30℃~50℃。工艺区高 压不锈钢管道焊接采用手工乌极氩弧焊接。 管材规格长度见下表: 名称规格型号单位数量备注 不锈钢管d38*6m米1406cr19ni10 不锈钢管d32*4mm米6506cr19ni10 不锈钢管
铝合金阀门手工钨极氩弧焊技术研究
格式:pdf
大小:164KB
页数:3P
3
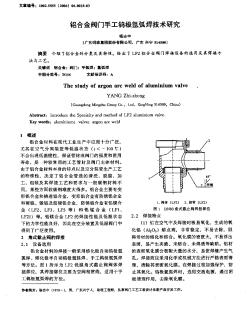
铝合金阀门手工钨极氩弧焊技术研究——介绍了铝合金的分类及其特性。给出了lf2铝合金阀门焊接设备的选用及其焊接方法与工艺。
 钨极氩弧焊修复铝合金气缸盖裂纹的方法
钨极氩弧焊修复铝合金气缸盖裂纹的方法 钨极氩弧焊修复铝合金气缸盖裂纹的方法
格式:pdf
大小:113KB
页数:未知
4.6
本文在分析铝合金气缸盖裂纹产生原因基础上,制定了合理的焊接修复工艺,采用tig焊成功实施其裂纹修复。
钛合金薄板带热沉钨极氩弧焊的应变场
格式:pdf
大小:299KB
页数:5P
3
钛合金薄板带热沉钨极氩弧焊的应变场——采用数值模拟和试验相结合的方法对比研究了钛合金常规钨极氩弧焊(gtaw)及带热沉的钨极氩弧焊,即动态控制低应力无变形(dc—lsnd)gtaw焊接过程中纵向应变场的形态与发展历史。dc—lsndgtaw焊接过程中,由于紧随热源之...
自制简易钨极氩弧焊机在铝制容器焊接中的应用 自制简易钨极氩弧焊机在铝制容器焊接中的应用
格式:pdf
大小:284KB
页数:未知
4.6
一、问题的提出我厂为北京造纸总厂制作两台过氧化氢罐车用铝罐,其结构型式如图1所示。罐体材料:l_1工业纯铝;罐体板厚:8mm;罐体规格:3980×1630×1190mm。根据图纸技术要求,若采用氧-乙炔气焊,是很难保证产品焊接质量的。焊接铝及其铝合金时,最为理想的焊接方法是采用手工交流钨极氩弧焊。因为采用手工交流钨极氩弧焊焊铝,具有许多优点:如热量集中、电弧稳定,另外,由于氩气的保护作用和氩离子对氧化膜的阴极

 钨极氩弧焊熔透熔池塌陷倾向的预测
钨极氩弧焊熔透熔池塌陷倾向的预测 钨极氩弧焊熔透熔池塌陷倾向的预测
格式:docx
大小:62KB
页数:未知
3
钨极氩弧焊熔透熔池塌陷倾向的预测——对钨极氩弧焊(gtaw)全熔透熔池进行受力分析,建立熔透熔池的力学模型,提出熔池塌陷的力学判据。利用所建立模型计算并讨论影响熔池塌陷的各个作用力的动态变化、大小和百分比组成,并预测钨极氩弧焊焊接不锈钢和低碳钢薄板...
单电源交流双钨极氩弧焊接铝合金工艺机理分析相关
文辑推荐
知识推荐
百科推荐


职位:铁路工程师
擅长专业:土建 安装 装饰 市政 园林


