

大厂92号矿体凿岩的硬质合金钎头选型探讨
格式:pdf
大小:98KB
页数:2P
人气 :56
 4.5
4.5
在分析当前矿用硬质合金及其钎头性能的基础上,针对具体的矿岩条件和所使用的凿岩机型号,参照国家标准GB/T 18376.2-2001和GB/T 6480-2002,对大厂92号矿体凿岩用的硬质合金钎头进行了初步选型。


编辑推荐下载

 浅孔凿岩十字形硬质合金钎头的改进
浅孔凿岩十字形硬质合金钎头的改进 浅孔凿岩十字形硬质合金钎头的改进
格式:pdf
大小:247KB
页数:2P
4.6
在依靠提高凿岩设备能力指标来强化凿岩作业的同时,必须还要考虑凿岩工具的强度特性。通过多年来对型钎头使用情况的观察发现,这种钎头出现故障主要是由于钎头体脱落、硬质合金片破坏或掉入孔内所致。对该型钎头故障所作的分析表明,由于钎头体、硬质合金片或钎头体上的镶嵌槽在厚度和锥度尺寸上有所不同,以及形状上的偏差,而使钎头上焊缝厚度变化范围很大。例如,在用薄壁钢管经模锻制造钎头体时,
大厂92号矿体凿岩硬质合金钎头选型热门文档
低锰钢结硬质合金钎头及其应用 低锰钢结硬质合金钎头及其应用
格式:pdf
大小:300KB
页数:3P
4.7
钢结硬质合金具有较高的冲击韧性和抗弯强度,与钨钴硬质合金比,价格便宜。几年来,国内外对于钢结硬质合金的研制和应用做了大量的工作,并取得了可喜的成果。我们采用株州硬质合金厂最新研制的yf一3钢结硬质合金
硬质合金钎头裤体胀裂问题的探讨 硬质合金钎头裤体胀裂问题的探讨
格式:pdf
大小:470KB
页数:3P
4.8
一、问题的提出硬质合金钎头是采掘部门必不可少的工具。目前普遍使用的一字形钎头,其主要失效形式之一是裤体出现胀裂。根据矿山凿岩现场的实际调查,钎头在使用中早期出现裤体胀裂约占5~10%,从而造成凿岩费用增加、硬质合金和钢材的大量浪费。本文从钎头
新的球齿硬质合金钎头 新的球齿硬质合金钎头
格式:pdf
大小:140KB
页数:1P
4.6
钎头体同硬质合金齿采用焊剂焊接的方法的缺点是在焊接处产生内应力,在钎头的使用过程中,钎焊焊接处受到周期性动载荷的作用,动载荷与内应力的共同作用将引起硬质合金齿的过早破坏。当硬质合金齿与钎头体的连接处的内应力减小时,可大大提高硬质合金齿的寿命。这是以硬质合金齿用压
硬质合金钎头修磨技术的探讨 硬质合金钎头修磨技术的探讨
格式:pdf
大小:498KB
页数:3P
4.5
本文根据大量凿岩实验数据,并且通过理论分析,对片状硬质合金钎头修磨的重要性、原理方法,以及修磨参数选择等,作了较详细的论述.对于延长钎头的使用寿命,提高凿岩速度和降低掘进成本具有一定指导意义.
大厂92号矿体凿岩硬质合金钎头选型精华文档
地质矿产部召开“硬质合金钎头”部标审查会 地质矿产部召开“硬质合金钎头”部标审查会
格式:pdf
大小:71KB
页数:1P
4.3
地质矿产部标准化管理处于1982年11月28日至30日在成都召开了“硬质合金钎头”部标审查会.此标准由地质矿产部探矿工程装备工业公司提出、由武汉地质学院、成都探矿机械厂和地质矿产部勘察技术研究院起草.主要起草人有张国榉、张廷镇、刘宗平、刘长真。
 硬质合金钎头的本色薄层塑料包装
硬质合金钎头的本色薄层塑料包装 硬质合金钎头的本色薄层塑料包装
格式:pdf
大小:458KB
页数:2P
4.5
在国际市场上,硬质合金钎头都有精致的表面修饰和包装,以保护商品和美化商品,这对钎头的使用和储运都有积极意义。日本和英国的钎头,大都采用表面喷砂或喷丸后,用厚层不透朗可剥性塑料包装;瑞典sandvik公司钎头,表面清理后喷金色漆;fagersta公司的钎具,采用桔红色防锈漆,图1是国际著名钎具公司典型钎头表面处理和包装方法。
硬质合金钎头高频钎焊工艺介绍 硬质合金钎头高频钎焊工艺介绍
格式:pdf
大小:445KB
页数:3P
4.4
为了试用我厂生产的新型硬质合金钎头,我们走过十几个矿务局,调查了解钎头的使用情况和生产情况,多数矿务局都是自产自用,不外购钎头。各局使用的钎头体材质不同,钎头的几何结构参数不统一,硬质合金片的钎焊方法也各有特点。井下掘进工人总的反映是一致的,钎头碎片掉片太多,消耗量很大。各局分散自产自用,受设备条件和选用材料的限制,在短期内很难全面达到新型硬质合金钎头的各项技术指标,但是如果能够
大厂92号矿体凿岩硬质合金钎头选型最新文档
推广新型硬质合金钎头提高采掘经济效益 推广新型硬质合金钎头提高采掘经济效益
格式:pdf
大小:256KB
页数:2P
4.7
钎头质量的优劣,直接影响凿岩效率和作业成本。据统计,目前国内使用的钎头,绝大多数仍系五十年代的老式一字型钎头,使用寿命低,经济效果差,在钨矿山使用,每个钎头只能凿岩20~30米。这不仅与型号
金属补偿片在真空紫铜焊接硬质合金钎头中的应用 金属补偿片在真空紫铜焊接硬质合金钎头中的应用
格式:pdf
大小:385KB
页数:4P
4.6
目前,我国矿山使用的硬质合金钎头,大多数采用高频感应焊接,也有少数采用真空电阻炉和辐射加热电阻炉焊接的。用上述方法焊接的钎头,其焊缝都存在着不同程度的开裂现象和空洞等缺陷。焊缝开裂的主要原因是由于硬质合金片和钎头壳体钢材的线膨胀系数不同所引起的。当焊接加热时,硬质合金片和钢体都能自由膨胀,在焊后冷却收缩过程中,钢体要比硬质合金片收缩量大,因此它们之间产生了收缩差。如φ40毫米一字型钎头的焊缝收缩差达0.16毫米。该收缩差,除了靠极薄的焊缝塑性来抵消一小部分外,绝大部分以应力状态存在着。这种应力对焊缝是拉应力。当这个力大于焊缝连接强度时,焊缝就会开裂,严重地影响焊缝质量。导致钎头在凿岩过程中,硬质合金片的脱落或碎片,造成钎头早期报废。为了提高真空紫铜焊接硬质合金钎头的
《金龙》牌硬质合金钎头鉴定会在广济召开 《金龙》牌硬质合金钎头鉴定会在广济召开
格式:pdf
大小:149KB
页数:1P
4.6
湖北省广济县长江工具厂根据武汉地质学院钎头科研组提供的图纸而试制和生产的一字形、三刃形和十字形新型硬质合金钎头,获得成功。经过37个矿山使用,效果良好。在岩石坚固性系数f=12~14的坚硬花岗岩中,如果使用得当,一字形寿命可以保证达到80~100米,三刃形达到100~120米,十字形达到120~150米,是老一字
YG8C硬质合金钎头的焊接工艺及质量改进措施 YG8C硬质合金钎头的焊接工艺及质量改进措施
格式:pdf
大小:523KB
页数:4P
4.7
在分析了钎头钎焊质量和存在问题的基础上,对其高频感应钎焊工艺参数,包括钎缝间隙、加热速度、冷却速度、感应圈设计、焊件表面状况和钎料加入方式等进行了探讨和优选,同时提出了降低钎头焊接残余应力的措施。对比试验证明,钎头钢体以40mnmov替代40cr,钎料以801号替代105号,钎头的质量和使用寿命都得以提高
YG8C硬质合金钎头的焊接工艺及质量改进措施
格式:pdf
大小:211KB
页数:4P
4.3
ξ 第34卷 第4期 2003年7月 太原理工大学学报 journaloftaiyuanuniversityoftechnology vol.34no.4 july2003 文章编号:100729432(2003)0420455204 yg8c硬质合金钎头的焊接工艺 及质量改进措施 张红霞 1 ,韩福忠 2 ,王文先 1 (11太原理工大学材料学院,山西太原030024;21太原理工大学机电厂,山西太原030024) 摘 要:在分析了钎头钎焊质量和存在问题的基础上,对其高频感应钎焊工艺参数,包括钎缝 间隙、加热速度、冷却速度、感应圈设计、焊件表面状况和钎料加入方式等进行了探
硬质合金钎头胎体表面渗硼强化实验研究 硬质合金钎头胎体表面渗硼强化实验研究
格式:pdf
大小:82KB
页数:未知
4.5
对钎头胎体表面渗硼方法和工艺进行了实验研究,给出了有关工艺参数与方法。它对提高硬质合金钎头胎体表面和耐磨性,延长钎头的使用寿命具有积极的意义。
新型十字形硬质合金钎头试制情况简介 新型十字形硬质合金钎头试制情况简介
格式:pdf
大小:444KB
页数:3P
4.8
我厂从1953年开始生产硬质合金钎头,图纸资料引自苏联。钎头的加工工序很繁琐,二十七年来,我厂许多同志做了不少工作,力争简化工序,提高生产效率。但都没有着眼于研究钎头的几何结构、材质、工艺、质量和寿命指标之间的相互关系。钎头生产无确切的科学数据。始终存在掉片、碎片、胀裤、裂裤、断头和假焊等质量问题,平均使用寿命是凿岩进尺30米。1982年初,我厂应本地区外贸局的要求,试产出口硬质合金钎头,促使我们改变以往的做法,把质量提到首位。参考国外商
我国一字型硬质合金钎头的质量分析 我国一字型硬质合金钎头的质量分析
格式:pdf
大小:456KB
页数:3P
4.7
本文在简要回顾我国一字型硬质合金针头发展历史的基础上,结合该产品的三次国家监督抽查结果,分析了该产品的质量现状,并就其存在的问题提出了建议。
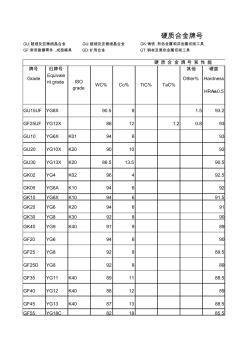
硬质合金牌号
格式:pdf
大小:67KB
页数:4P
4.5
gu:超细及亚微细晶合金gu:超细及亚微细晶合金gk:铸铁.有色金属和非金属切削工具 gf:常用耐磨零件,成型模具gd:矿用合金gt:钢材及黑色金属切削工具 牌号旧牌号其他硬度 gradeequivale ntgrade other%hardness hra±0.5 gu15ufyg8x90.581.593.2 gf25ufyg12x86121.20.893 gu10yg6xk0194693 gu20yg10xk20901092 gu30yg13xk2086.513.590.5 gk02yg4k0296492.5 gk05yg6ak1094692 gk10yg6xk1094691.5 gk20yg6k2094691 gk30yg8k3092890 gk40yg
大厂92号矿体凿岩硬质合金钎头选型相关
文辑推荐
知识推荐
百科推荐


职位:土建工程师
擅长专业:土建 安装 装饰 市政 园林


