

单层5A06铝合金板高速撞击实验研究
格式:pdf
大小:1.2MB
页数:7P
人气 :77
 4.6
4.6
采用非火药驱动二级轻气炮发射球形弹丸,对单层5A06铝合金板进行高速撞击实验研究,从而模拟空间碎片对航天器防护结构的高速撞击作用。实验得到了该铝合金板在不同的速度区间的损伤模式。结果表明,弹丸撞击速度一定时,弹坑深度和弹坑直径均与弹丸直径呈线性关系。当撞击速度在4km/s至5km/s时,靶板上的弹坑深度和弹坑直径随撞击速度的增大而减小,在其它速度范围内,弹坑深度和弹坑直径随撞击速度的增大而增大。通过固定弹丸直径,变化撞击速度,寻找临界撞击速度的方法获得了该铝合金板在弹丸撞击速度为1.0km/s至4.2km/s时的撞击极限曲线,并将实验弹坑深度与由Cour-Palais方程得到的预测弹坑深度进行了比较,实验弹坑深度大于预测值。



 5A06铝合金单层板超高速撞击弹道极限分析
5A06铝合金单层板超高速撞击弹道极限分析 5A06铝合金单层板超高速撞击弹道极限分析
日益增长的空间碎片对在轨航天器的安全运行构成了严重威胁,毫米级空间碎片的防护已成为航天器结构设计必须考虑的问题之一.航天器的蒙皮是抵御空间碎片超高速撞击的最基本防护结构.采用数值仿真并结合试验验证的方法,对5mm厚5a06铝合金单层板承受2a12铝合金球形弹丸正撞击下的弹道极限进行了研究.研究表明,在验证实验速度范围内,数值仿真结果与实验结果吻合良好;使用数值仿真对实验速度以上的区间进行拓展研究,获得了其弹道极限曲线和弹道极限方程;数值仿真和实验结果与已有经验方程对比表明,经验方程与具体材料的弹道极限有较大偏差,因此,应具体问题具体分析.
编辑推荐下载
变形铝及铝合金板
格式:pdf
大小:12KB
页数:6P
4.7
《变形铝及铝合金板、带缺陷》(送审稿)编制说明 1工作简况(包括任务来源、协作单位、主要工作过程) 1.1任务来源 国标委综合[2007]100号文件及中国有色金属工业协会中色协综字 [2007]237号文件,下达了编制《变形铝及铝合金板、带缺陷》国家标准的任务, 并确定了东北轻合金有限责任公司为主编单位。 1.2起草单位情况 东北轻合金有限责任公司(原东北轻合金加工厂)简称东轻公司,是作为“一 五”期间原苏联援建的156项重点工程中的两项建设发展起来的新中国第一个铝 镁合金加工企业。1952筹备建厂,1956年11月开工生产。于1998年6月改制 组建为国有独资公司。1992年东轻公司被认定为国有特大型企业,1995年被国 务院发展研究中心认定为“中国最大的铝镁合金加工基地”,被盛誉为“祖国的 银色支柱”。 1.3主要工作过程和工作内容 本标准
5A30铝合金板高温拉伸本构关系研究 5A30铝合金板高温拉伸本构关系研究
格式:pdf
大小:416KB
页数:5P
4.7
采用拉伸试样在gleeble-1500材料热模拟试验机上对5a30铝合金进行高温拉伸实验,研究了该合金在变形温度为300~500℃,应变速率在0.01~10s-1的高温流变变形行为。结果表明:变形温度和应变速率对该合金流变应力的大小有显著影响。流变应力随变形温度的升高而降低,随着应变速率的增加而升高。5a30铝合金的高温流变行为可用zener-hollomon参数描述,从流变应力、应变速率和变形温度的相关性,得出了该铝合金板材高温变形的材料常数和本构方程。计算出5a30铝合金板的变形激活能为q=201.1kj.mol-1,材料常数为a=7.44×1013s-1,n=4.3135,α=0.02mm2.n-1;计算得到了5a30铝合金arrhenius方程;利用双曲正弦模型,得到高温拉伸峰值应力和z参数的解析式。
单层5A06铝合金板高速撞击实验热门文档
铝合金板片的生产工艺
格式:pdf
大小:20KB
页数:3P
4.7
铝合金板片的生产工艺 现代电镀网5月22日讯:(每日电镀行业最新资讯推送请关注微信公众号:现代电镀网) 一种工艺用来生产有着高屈服强度和合适延展性的铝合金板材,特别是用于制造汽车 的面板。这个工艺包括将没有经过热处理的铝合金铸造成一个铸坯,然后所述的铸坯经过 一系列的轧制得到最终规格的板材,更好的选择是随后的热处理退后产生再结晶。轧制步 骤包括热轧和中温轧制铸坯以得到中间厚度的中间制品,然后冷却中间制品,接着在室温 到340摄氏度的范围内中温轧制以及冷轧中间制品得到最终的规格的板材。这一系列的 轧制过程是连续进行的没有中间品的圈绕和对中间板材的完全退火。该发明还涉及合金制 品的薄板。 本发明涉及生产一种生产铝板材的工艺流程。特别是,本发明涉及通过轧制法从不经 热处理合金中生产处适合成形的板材。例如,在制造汽车面板方面的5000系列铝合金。 5000系列铝合金
新型铝合金板屋面系统施工 新型铝合金板屋面系统施工
格式:pdf
大小:342KB
页数:2P
4.6
2004年3月 第33卷 第3期 施 工 技 术 constructiontechnology 新型铝合金板屋面系统施工 刘向阳 (中国海外建筑公司,广东深圳 518001) [中图分类号]tu765[文献标识码]a [文章编号]100228498(2004)0320045202 constructionofanewaluminumalloyroofsystem liuxiang2yang (chinaoverseasconstructioncompany,shenzhen,guangdong 518001,china) [收稿日期]2003207217;[修订日期]2003211214 [作者简介]刘向阳(1970—),男,湖南益阳人,中国海外建筑公 司工程师,深圳
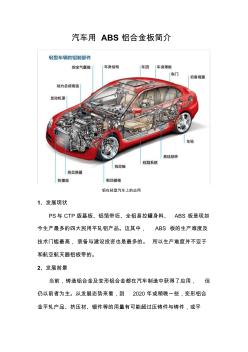
汽车用ABS铝合金板简介
格式:pdf
大小:1.1MB
页数:10P
4.8
汽车用abs铝合金板简介 铝在轻型汽车上的应用 1、发展现状 ps与ctp版基板、铝箔带坯、全铝易拉罐身料、abs板是现如 今生产最多的四大民用平轧铝产品。这其中,abs板的生产难度及 技术门槛最高,装备与建设投资也是最多的。所以生产难度并不亚于 和航空航天器铝板带的。 2、发展前景 当前,铸造铝合金及变形铝合金都在汽车制造中获得了应用,但 仍以前者为主。从发展态势来看,到2020年或稍晚一些,变形铝合 金平轧产品、挤压材、锻件等的用量有可能超过压铸件与铸件,或平 分秋色,而这其中增长速度与幅度最大的当数平扎产品中的abs板。 3、性能优势 1)良好的成形性能与翻边延性 车身及覆盖钣金件的成形加工是从航空制造业移置过来的,通过 冲压成形,铝合金薄板应该有良好的成形性,即具有低的屈强比(屈 服强度rpo.2与抗拉强度极限rm之比)与高的成形极限,在各种不 同
单层5A06铝合金板高速撞击实验精华文档
铝合金板条吊顶
格式:pdf
大小:8KB
页数:3P
4.4
1)材料准备及要求 (1)全丝吊杆,按其荷载大小分为上人和不上人两种。 (2)使用的龙骨骨架和吊杆准备齐,并满足设计要求。 (3)零配件:有吊杆、吊件、螺母、自攻螺丝、内胀栓等。 (4)按设计要求可选用的铝合金罩面板、收口条,其材料的品种、规格、 质量应符合设计要求。 2)主要施工工具 电锯、无齿锯、手锯、手枪钻、螺丝刀、方尺、钢尺、钢水平尺。 3)施工作业的相关条件: (1)施工作业所用的材料准备好,特别是吊顶用的吊杆要提前裁好。 (2)安装完成顶棚的各种管线、设备及通风道,消防报警、消防喷淋系统 施工完毕,并办理完交接和隐检手续。管道系统要试水、打压完成。 (3)提前完成吊顶的排板施工大样图,确定好通风口及各种露明孔口位置。 (4)顶棚安装罩面板前必须完成墙面、地面的湿作业分项工程。特别注意 在安装边龙骨前必须完成墙面的找平(包括墙面腻子或墙面砖等)。 (5)准备好施工的操作平台架
5A06铝合金薄壁贮箱焊接 5A06铝合金薄壁贮箱焊接
格式:pdf
大小:593KB
页数:4P
4.5
材料为5a06铝合金的贮箱组件存在壁薄、结构复杂、尺寸大且容易变形,在试验中多次出现低压力爆破现象。为提高焊缝强度,满足产品焊接质量要求,对焊接工艺过程中焊接线能量对强度的影响进行了分析,对比了变极性手工tig与自动tig焊接方法,并改进了焊接结构。试验采取的措施有效地提高了产品的焊缝强度,满足了产品焊接质量要求。

单层5A06铝合金板高速撞击实验最新文档
铝合金板织构组分单晶屈服轨迹计算 铝合金板织构组分单晶屈服轨迹计算
格式:pdf
大小:1.0MB
页数:4P
4.4
织构单晶体组分研究是分析多晶体板材塑性各向异性的基础。文章利用晶体学屈服函数cmtp方法,结合塑性力学知识计算得到6个常见单晶体织构组分产生的屈服轨迹形状,分析织构组分对板材各向异性影响,结果表明,6种织构组分在不同拉伸坐标系中产生的单晶屈服轨迹呈多边形或椭圆形,并随散布宽度增加而扩大。{001}织构组分有利于多晶体板材产生各向同性,{123}织构组分则易于形成各向异性。
7075铝合金板预拉伸工艺研究 7075铝合金板预拉伸工艺研究
格式:pdf
大小:827KB
页数:6P
4.5
采用直接热力耦合的方法,引入7075铝合金高温下的流变应力特征曲线,对不同厚度的7075铝合金板材在实际淬火工艺下的淬火过程进行数值模拟,揭示铝合金板材淬火残余应力分布规律;考虑铝合金板材拉伸过程中的实际夹持方式,对不同厚度7075铝合金板材实际拉伸过程进行数值模拟,分析对比拉伸后残余应力分布规律,并对拉伸工艺进行优化,确定最佳拉伸率和锯切量,揭示厚度变化对淬火残余应力、拉伸后残余应力以及锯切量的影响规律。利用钻孔法对实际拉伸的7075铝合金板材进行拉伸后残余应力的试验测试,数值模拟结果与试验测试结果相吻合。研究结果表明,随着厚度的增加,淬火残余应力、最佳拉伸率以及锯切量都相应增大,锯切量中过渡区长度为板材厚度的60%~70%。

铝及铝合金板每平方米重量表
格式:pdf
大小:20KB
页数:1P
4.3
铝及铝合金板每平方米重量表 厚度(毫米) 理论重量 (公斤/米2) 厚度(毫米) 理论重量 (公斤/米2) 厚度(毫米) 理论重量(公 斤/米2)

铝及铝合金板每平方米重量表
格式:pdf
大小:15KB
页数:1P
4.4
铝及铝合金板每平方米重量表 厚度(毫米) 理论重量(公斤/ 米2) 厚度(毫米) 理论重量?(公斤/ 米2) 厚度(毫米) 理论重量?(公斤/ 米2)
新《变形铝及铝合金板、带缺陷》国家标准述评 新《变形铝及铝合金板、带缺陷》国家标准述评
格式:pdf
大小:577KB
页数:3P
4.4
介绍《变形铝及铝合金铸锭及加工制品缺陷第三部分:变形铝及铝合金板、带缺陷》国家标准的制定过程、原则和主要内容。提出了该标准实施过程中的几点建议。
车身铝合金板的维修(4) 车身铝合金板的维修(4)
格式:pdf
大小:68KB
页数:未知
4.3
出于节省燃油和降低排放等方面的考虑,汽车轻量化设计已经成为汽车发展的必然趋势,因此更轻便和更坚固的材料受到了汽车设计工程师的青睐。铝合金材料具有质量轻、抗腐蚀性好以及材料回收率高等优点,目前丰田prius、lexussc430以及奥迪a8等车型均采用了铝制车身,或在车身上局部使用了铝合金材料。但同时,铝合金材料也存在着加工难度大、加工成本相对较高以及维修成本高等缺点,而且铝材具有易氧化、高导热性、可迅速形成高熔点氧化层以及容易与其他金属发生电化学反应等特性,这决定了在铝车身的维修中需要独立的工作区域以及专用工具和设备。为了使钣金技师了解铝合金车身的维修方法,在此对相关知识进行讲解。
 铝合金板饰面安装应符合哪些要求?
铝合金板饰面安装应符合哪些要求? 铝合金板饰面安装应符合哪些要求?
格式:doc
大小:47KB
页数:3P
4.9
铝合金板饰面安装是一项技术性很强的工作,其质量直接影响到建筑物的外观和使用功能。因此,铝合金板饰面安装应符合相关规范和标准的要求,以确保工程质量和安全。

常用铝合金板材装夹余量表
格式:pdf
大小:37KB
页数:2P
4.6
厚度尺寸(宽*长),单位:mm装夹方式装夹厚度备注 小于100*200虎钳2.5-3 大于100*200锁底板1.5-2.5 小于100*200虎钳2.5-3 大于100*200锁底板1.5-2.5 小于100*200虎钳2.5-3 大于100*200锁底板1.5-2.5 小于100*200虎钳2.5-3 大于100*200锁底板1.5-2.5 小于150*250虎钳2.5-3 大于150*250锁底板1.5-2.5 小于150*250虎钳2.5-3 大于150*250锁底板1.5-2.5 小于150*250虎钳2.5-3 大于150*250锁底板1.5-2.5 小于150*250虎钳2.5-3 大于150*250锁底板1.5-2.5 小于150*250虎钳2.5-3 大于150*250锁底板1.5-2.5
单层5A06铝合金板高速撞击实验相关
文辑推荐
知识推荐
百科推荐


职位:机电安装施工员
擅长专业:土建 安装 装饰 市政 园林


