

操纵杆支架的机械加工工艺规程制订
格式:pdf
大小:164KB
页数:13P
人气 :81
 4.4
4.4
机械制造工艺学课程设计 操纵杆支架机械加工工艺规程制订 1 目 录 第一节 序言 ,,,,,,,,,,,,,,,,,,,,,,, 2 第二节 零件分析 ,,,,,,,,,,,,,,,,,,,,, 2 2. 1 零件的功用分析 ,,,,,,,,,,,,,,,,,, 2 2. 2 零件的工艺分析 ,,,,,,,,,,,,,,,,,, 2 第三节 机械加工工艺规程制定 ,,,,,,,,,,,,,,, 3 3. 1 确定生产类型 ,,,,,,,,,,,,,,,,,,, 3 3. 2 确定毛坯制造形式 ,,,,,,,,,,,,,,,,, 3 3. 3 选择定位基准 ,,,,,,,,,,,,,,,,,,, 3 3. 4 选择加工方法 ,,,,,,,,,,,,,,,,,,, 3 3. 5 制定工艺路线 ,,,,,,,,,,,,,,,,,,, 4 3. 6 确定加工余量及毛坯尺寸 ,



连接座机械加工工艺规程制订及专用夹具设计
机械制造工艺学课程设计 计算说明书 设计题目:连接座机械加工工艺规程制订 及钻孔6×φ7专用夹具设计 学院:机械工程学院 专业:机械设计制造及其自动化 班级:10级机制本科(3)班 姓名:王浦舟 学号:1001210307 指导老师:李玉平 完成日期:2012年12月28日 新余学院 目录 一、任务书⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯3 二、序言⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯3 三、零件分析⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯4 1、零件的功用分析⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯4 2、零件的工艺分析⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯4 四、机械加工工艺规程制定⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯6 1、生产类型
操纵杆支架5序课程设计说明书
郑州科技学院 课程设计说明书 题目:设计“操纵杆支架”零件的机械加工工艺规程及工艺 装备(大量生产) 类别:业余类 年级专业:09级机械设计制造及其自动化 姓名:天生 河南科技大学 课程设计任务书 一、题目:操纵杆支架加工工艺及铣床夹具设计(铣底面) 二、时间:自2010年11月3日至2010年11月21 日止 三、要求:正确解决该零件在加工中的定位、加紧及工艺 路线等问题;设计出高效、省力,既经济合理又能保证加工质量 的夹具;学会使用有关手册及图表资料。 设计条件:通用设备与工装齐全;零件年产量:10000 件。 具体设计要求:设计该零件的机械加工工艺规程及该 加工工序夹具。设计完成后提交:课程设计说明书一本;工艺过 程综合卡一份;夹具结构设计图纸总图、夹具体零件图、待加工 零件图各一
编辑推荐下载
机械加工工艺规程
格式:pdf
大小:260KB
页数:21P
4.3
机械加工工艺规程 10.1工艺过程 10.1.1生产过程与工艺过程 (1)生产过程 生产过程是指把原材料(半成品)转变为成品的全过程。机械产品的生产过程,一般包 括:①生产与技术的准备,如工艺设计和专用工艺装备的设计和制造、生产计划的编制,生 产资料的准备;②毛坯的制造,如铸造、锻造、冲压等;③零件的加工,如切削加工、热处 理、表面处理等;④产品的装配,如总装,部装、调试检验和油漆等;⑤生产的服务,如原 材料、外购件和工具的供应、运输、保管等。 机械产品的生产过程一般比较复杂,目前很多产品往往不是在一个工厂内单独生产,而 是由许多专业工厂共同完成的。例如:飞机制造工厂就需要用到许多其他工厂的产品(如发 动机、电器设备、仪表等),相互协作共同完成一架飞机的生产过程。因此,生产过程即可 以指整台机器的制造过程,也可以是某一零部件的制造过程。 (2)工艺过程 工艺过程是
连杆零件的机械加工工艺规程
格式:pdf
大小:206KB
页数:23P
4.5
机车车辆制造与修理工艺学 课程设计说明书 设计题目设计连杆零件的机械加工工艺规程 及工艺装备 班级: 设计者: 学号: 指导老师: 2011年12月29日 摘要 连杆是活塞式发动机和压缩机的重要零件之一,其大头孔与曲轴连接,小 头孔通过活塞销与活塞连接,其作用是使活塞的往复运动转变成曲轴的旋转运 动,它是柴油机关键传动件之一。连杆要承受内燃机的爆发力、压缩力和连杆 往复运动的惯性力、拉伸力。因此对连杆的强度、刚度有很高的要求。又连杆 与曲轴和活塞销连接,并且它们之间存在相对转动,因此对连杆大小头孔的加 工要求是很高的。本文主要论述了连杆的加工工艺及其夹具设计。连杆的尺寸 精度、形状精度以及位置精度的要求都很高,而连杆的刚性比较差,容易产生 变形,因此在安排工艺过程时,就需要把各主要表面的粗精加工工序分开。逐 步减少加工余量、切削力及内应力的作用,并修正加工后的变形,就能最后达 到零
操纵杆支架机械加工工艺规程制订热门文档
支架的机械加工工艺规程编制和专用夹具设计
格式:pdf
大小:494KB
页数:25P
4.5
2013届毕业设计说明书 题目:支架的机械加工工艺规程编制和专用夹具 设计 学院:机电工程学院 专业:机械制造及其自动化 姓名:王爱祥 班级:机制101班 学号:1004163116 指导老师:储岩 设计地点:常州信息职业技术学院 起止日期:2012年12月至2013年4月 2 序言 随着机械制造业的不断发展,社会对生产率的要求也越来越 高,因此,大批量生产成为时代的需求,而组合机床就可以满足 这一需求,我们有必要来研究他。另外,支架是主要起支撑作用 的构架,承受较大的力,也有定位作用,使零件之间保持正确的 位置。因此支架加工质量直接影响零件加工的精度性能,我们有 必要对其进行研究。 机械制造毕业设计涉及的内容比较多,它是基础课、技术基 础课以及专业课的综合,是学完机械制造技术基础(含机床夹具 设计)和全部专业课,并进行了实训的基础上进行的,是我们对
支架的机械加工工艺规程编制和专用夹具设计
格式:pdf
大小:487KB
页数:22P
4.3
支架的机械加工工艺规程编制和专用夹具设计 作者:陈野 摘要:随着机械制造业的不断发展,社会对生产率的要求也越来越高,因此,大批量生产成 为时代的需求,而组合机床就可以满足这一需求,我们有必要来研究他。另外,支架是主要 起支撑作用的构架,承受较大的力,也有定位作用,使零件之间保持正确的位置。因此支架 加工质量直接影响零件加工的精度性能,我们有必要对其进行研究。 机械制造毕业设计涉及的内容比较多,它是基础课、技术基础课以及专业课的综合,是 学完机械制造技术基础(含机床夹具设计)和全部专业课,并进行了实训的基础上进行的, 是我们对所有课程的一次深入的综合性的总复习,也是一次理论联系实际的训练,因此,它 在我们三年大学生活中占有重要的地位。 本次毕业设计使我们能综合运用机械制造的基本理论,并结合生产实践中学到的技能知 识,独立地分析和解决工艺问题,初步具备设计一个中等复杂

减速箱体XTA零件机械加工工艺规程制订及第工序工艺装备设计
格式:pdf
大小:2.4MB
页数:39P
4.7
毕业设计说明书 专业: 班级: 姓名: 学号: 指导老师: 陕西国防工业职业技术学院 目录 第一部分毕业设计任务书-------------------------------------------------------------------1 第二部分工艺设计说明书------------------------------------------------------------------3 第三部分第120道工序夹具设计说明书----------------------------------------------25 第四部分第45道工序刀具设计说明书-------------------------------------------------.27. 第五部分第115道工序量具设计说明书--------

噶米减速箱体XTA零件机械加工工艺规程制订及第工序工艺装备设计
格式:pdf
大小:2.4MB
页数:38P
4.8
毕业设计说明书 专业: 班级: 姓名: 学号: 指导老师: 陕西国防工业职业技术学院 目录 第一部分毕业设计任务书-------------------------------------------------------------------1 第二部分工艺设计说明书------------------------------------------------------------------3 第三部分第120道工序夹具设计说明书----------------------------------------------25 第四部分第45道工序刀具设计说明书-------------------------------------------------.27. 第五部分第115道工序量具设计说明书------
推动架机械加工工艺规程设计
格式:pdf
大小:73KB
页数:9P
4.6
机械制造工艺学 课程设计说明书 设计题目:推动架机械加工工艺规程设计 学生: 学号: 班级: 指导教师: 目录 1.零件的分析..................................................................................................................................1 1.1零件结构工艺性分析........................................................................................................1 1.2零件的技术要求...........................................................
操纵杆支架机械加工工艺规程制订精华文档
连接座机械加工工艺规程制订及钻孔夹具设计
格式:pdf
大小:486KB
页数:23P
4.6
课程设计说明书 题目:连接座机械加工工艺规程制定及钻孔夹具设计 二级学院 年级专业 学号 学生姓名 指导教师 教师职称 目录 第一部分绪论.......................................1 第二部分零件分析...................................2 1、零件的功用分析.................................2 2、零件的工艺分析.................................2 第三部分机械加工工艺规程制订.......................4 1、生产类型.......................................4 2、毛坯制造形式................................
学习情境3叉架类零件机械加工工艺文件的制订
格式:pdf
大小:169KB
页数:4P
4.7
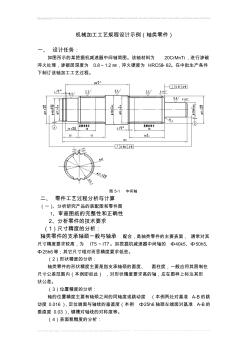
学习情境3:叉架类零件机械加工工艺文件的制订 一、零件的工艺分析 图示零件是某机床变速箱体中操纵机构上的拨动杆,用作把转动 变为拨动,实现操纵机构的变速功能。本零件生产类型为中批生产。 下面对该零件进行精度分析。对于形状和尺寸(包括形状公差、位置 公差)较复杂的零件,一般采取化整体为部分的分析方法,即把一个 零件看作由若干组表面及相应的若干组尺寸组成的,然后分别分析每 组表面的结构及其尺寸、精度要求,最后再分析这几组表面之间的位 置关系。由零件图样中可以看出,该零件上有三组加工表面,这三组 加工表面之间有相互位置要求,具体分析如下: 三组加工表面中每组的技术要求是: 1.以尺寸φ16h7mm为主的加工表面,包括φ25h8mm外圆、端 面,及与之相距74±0.3mm的孔φ10h7mm。其中φ16h7mm孔中心 与φ10h7mm孔中心的连线,是确定其它各表面方位的设计基准,以
摇臂支架机械加工工序卡
格式:pdf
大小:7.3MB
页数:10P
4.8
特别说明 此资料来自豆丁网(http://www.***.***/) 您现在所看到的文档是使用下载器所生成的文档 此文档的原件位于 感谢您的支持 抱米花 http://blog.sina.com.cn/lotusbaob http://www.***.***/p-219254339.html
 机械加工工艺改进分析
机械加工工艺改进分析 机械加工工艺改进分析
格式:pdf
大小:127KB
页数:1P
4.5
机械工业在人类文明的发展史上,对于推动人类社会的不断进步与发展起到了巨大的促进作用。工业是我国国民经济的装备部门,它的整体发展水平代表着我国社会经济科技的综合实力,而机械加工工艺发展水平恰好能真实的反映出我国机械工业整体技术水平。本文重点介绍机械加工工艺所要坚持的基本要求、原则以及技术定位,对于机械加工工艺存在的各种问题进行划分与分析.并探讨研究加工工艺的改进措施。
机械加工工艺过程卡片(连杆) (2)
格式:pdf
大小:58KB
页数:3P
4.3
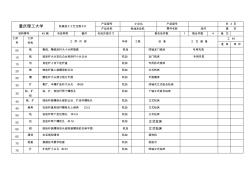
重庆理工大学机械加工工艺过程卡片 产品型号4125a产品型号共3页 产品名称柴油发动机零件名称连杆第页 材料牌号45钢毛坯种类锻件毛坯外型尺寸每毛坯件数1每台件数4备注 工序 号 工序 名称工序内容车间工段设备工艺装备 工时 准终单件 05铣粗铣、精铣连杆大小头两端面机加四轴龙门铣床专用夹具 10铣铣连杆大头定位凸台和连杆小头凸台机加龙门铣床专用夹具 15切自连杆上切下连杆盖机加专用卧式铣床 20锪锪连杆盖上装螺母的凸台机加立式转床 25磨磨连杆大头部分剖分平面机加平面磨床 30扩粗扩、半精扩连杆大头孔φ89机加四轴式立式组合钻床 35 钻、扩、 铰 钻、扩、铰连杆两个螺栓孔机加十轴立式组合钻床 40锪、扩锪连杆装螺栓头部的凸台,扩连杆螺栓孔机加立式
操纵杆支架机械加工工艺规程制订最新文档

机械加工工艺过程卡片(连杆) (3)
格式:pdf
大小:58KB
页数:3P
4.4
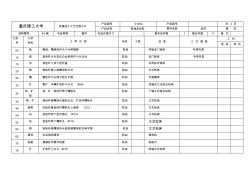
重庆理工大学机械加工工艺过程卡片 产品型号4125a产品型号共3页 产品名称柴油发动机零件名称连杆第页 材料牌号45钢毛坯种类锻件毛坯外型尺寸每毛坯件数1每台件数4备注 工序 号 工序 名称工序内容车间工段设备工艺装备 工时 准终单件 05铣粗铣、精铣连杆大小头两端面机加四轴龙门铣床专用夹具 10铣铣连杆大头定位凸台和连杆小头凸台机加龙门铣床专用夹具 15切自连杆上切下连杆盖机加专用卧式铣床 20锪锪连杆盖上装螺母的凸台机加立式转床 25磨磨连杆大头部分剖分平面机加平面磨床 30扩粗扩、半精扩连杆大头孔φ89机加四轴式立式组合钻床 35 钻、扩、 铰 钻、扩、铰连杆两个螺栓孔机加十轴立式组合钻床 40锪、扩锪连杆装螺栓头部的凸台,扩连杆螺栓孔机加立式
机械加工工艺过程卡片(连杆)
格式:pdf
大小:58KB
页数:3P
4.7
重庆理工大学机械加工工艺过程卡片 产品型号4125a产品型号共3页 产品名称柴油发动机零件名称连杆第页 材料牌号45钢毛坯种类锻件毛坯外型尺寸每毛坯件数1每台件数4备注 工序 号 工序 名称工序内容车间工段设备工艺装备 工时 准终单件 05铣粗铣、精铣连杆大小头两端面机加四轴龙门铣床专用夹具 10铣铣连杆大头定位凸台和连杆小头凸台机加龙门铣床专用夹具 15切自连杆上切下连杆盖机加专用卧式铣床 20锪锪连杆盖上装螺母的凸台机加立式转床 25磨磨连杆大头部分剖分平面机加平面磨床 30扩粗扩、半精扩连杆大头孔φ89机加四轴式立式组合钻床 35 钻、扩、 铰 钻、扩、铰连杆两个螺栓孔机加十轴立式组合钻床 40锪、扩锪连杆装螺栓头部的凸台,扩连杆螺栓孔机加立式

【数控加工工艺】小连杆机械加工工艺过程卡
格式:pdf
大小:124KB
页数:2P
4.5
武汉船舶职业技术学院 零件名称 partname小连杆 文档编号: file.no: gg-sc-05 文件名称: file.name: 小连杆制造工艺 设计李迎飞日期2011.6.16文件密级m 零件图号 partno:sc-05审核日期文件版本2008-01 零件材质 issuedbyqt500-7批准日期工艺状态s 工序 编号 no: 工序名称 工序内容 工序简图主管工程师 工步工步内容工时额定工时夹具量具 001铸 1铸造成型,清砂。 2 005热 去应力退火 010铣 1铣平面; 游标卡尺2调面,铣反平面,保证厚度尺寸41。 3 4 5 015划 1划两孔十字线,划外形线。 高度游标 卡尺 2 3 4 5 020铣 1钻φ30孔至φ28,钻φ28孔至φ26。 2钻

机械加工工艺规程(齿轮泵)
格式:pdf
大小:444KB
页数:10P
4.4
齿轮泵体机械加工工艺规程 陕西国防工业职业技术学院 机械加工工艺过程卡片 产品型号零件图号 产品名称零件名称泵盖共1页第1页 材料牌号ht300毛坯种类 毛坯外形尺 寸 每毛坯件数 每台 件数 1 备 注 工 序 号 工名 序称 工序内容 车 间 工 段 设备工艺装备 工时 准终单件 05选料铸件铸造 10时效热处理 15铣 加工工件表面,保证工件上下表面厚度为64mm。粗铣— 半精铣—精铣。 金工siemens802d φ50mm面铣刀,夹具为通用夹具, 量具为游标卡尺。 20钻、攻丝加工工件m8的螺纹孔,钻—攻螺纹。金工siemens802d φ6.5mm钻头、m8mm螺纹丝锥,夹 具为平口钳、量具为游标卡尺。 25钻加工两个φ5的孔,钻。金工siemens802d φ5mm

机械加工工艺规程综合卡
格式:pdf
大小:18KB
页数:2P
4.3
包头职业技术学院 机械加工工艺规程综 合卡片 零部件名称材料牌号总页 第页 工序号工序名称工序内容定位基准 设备 名称型号
浅谈车床支架机械加工工艺及夹具设计 浅谈车床支架机械加工工艺及夹具设计
格式:pdf
大小:56KB
页数:2P
4.3
随着我国现代化工业进程的发展速度越来越快,在工业的发展中,对于机械设备的应用越来越广泛,这种背景下的车床支架机械加工工艺运行中,对于工艺控制要求也越来越高,按照这种技术工艺的运行发展演变下,本文针对车床支架机械加工工艺运行中的工艺实施进行了全面的分析。通过该分析措施的实施能够提升车床支架机械加工工艺运行效果,对于车床工艺的控制效果提升具有重要性研究意义。
机械加工工艺规程设计示例
格式:pdf
大小:515KB
页数:10P
4.8
wewillcontinuetoimprovethecompany'sinternalcontrolsystem,andsteadyimprovementinabilitytomanageandcontrol,optimizebusinessprocesses,toensuresmoothprocesses,responsibilitiesinplace;tofurtherstrengtheninternalcontrols,playacontrolpostindependentoversightroleofevaluationcomplyingwiththird-partyresponsibility;toactivelymakeuseof
机械加工工艺规程卡片
格式:pdf
大小:616KB
页数:9P
4.5
机械加工工艺过程卡片 机械加工工艺过程卡片 产品型号零件图号 产品名称犁刀变速齿轮箱体零件名称共1页第1页 材料牌号ht200毛坯种类铸件毛坯外型尺寸177mm×168mm×150mm每毛坯可制作件数1每台件数1备注 工序号工序名称工序内容车间工段设备工艺装备 工时 准终单件 1铸造铸 2人工时效热 3涂底漆表 4粗铣n面金工th5650专用铣夹具 5钻4-φ13mm底孔钻扩铰2-φ10f9孔至2-φ9f9,孔口倒角1×45°金工th5650专用钻模板 6粗铣r面及q面金工th5650专用铣夹具 7粗镗2-φ80mm孔,孔口倒角1×45°金工t4680专用镗模 8铣凸台面金工th5650专用铣夹具 9打φ20底孔,扩铰s-φ30h9孔,钻m-6螺纹孔

支架零件的机械加工工艺规程工艺装备与夹具设计
格式:pdf
大小:336KB
页数:19P
4.8
辽宁工程技术大学课程设计i 目录 序言,,,,,,,,,,,,,,,,,,,,,,,1 一、零件的工艺分析及生产类型的确定,,,,,,,,2 1.零件的工艺分析,,,,,,,,,,,,,,,,,2 2.零件的生产类型,,,,,,,,,,,,,,,,2 二、选择毛坯,确定毛坯尺寸,设计毛坯图,,,,,,2 1.选择毛坯,,,,,,,,,,,,,,,,,,,2 2.确定机械加工余量,,,,,,,,,,,,,,,3 3.确定毛坯尺寸,,,,,,,,,,,,,,,,,3 4.设计毛坯,,,,,,,,,,,,,,,,,,,3 三、选择加工方法,制定工艺路线,,,,,,,,,,3 1.定位基准的选择,,,,,,,,,,,,,,,,,3 2.零件表面加工方法的选择,,,,,,,
推动架机械加工工艺和夹具设计
格式:pdf
大小:92KB
页数:20P
4.3
引言 本次课程设计是我们在毕业设计前一次重要的实践设计,对所学的基 础课、技术基础课和专业课能很好的进行系统的复习,也是我们在进行毕 业之前对所学各课程的一次深入的综合性的总复习,也是一次理论联系实 际的训练,因此,它在我们四年的大学生活中占有重要的地位。 就我个人而言,我希望能通过这次课程设计对自己未来将从事的工作 进行一次适应性训练,从中锻炼自己分析问题、解决问题的能力,为今后 参加祖国的“四化”建设打下一个良好的基础。 在些次设计中我们主要是设计推动架的加工工艺和工艺器具。在此次 课程设计过程中,我小组成员齐心协力、共同努力完成了此项设计。由于这 里不能上传完整的毕业设计(完整的应包括毕业设计说明书、相关图纸cad/proe、 中英文文献及翻译等),此文档也稍微删除了一部分内容(目录及某些关键内容)如 需要其他资料的朋友,请加叩扣:贰二壹伍八玖壹壹五一 在设计期间
操纵杆支架机械加工工艺规程制订相关
文辑推荐
知识推荐
百科推荐


职位:建筑设计师
擅长专业:土建 安装 装饰 市政 园林


