

常压圆筒形钢制焊接储罐维护检修规程 (2)
格式:pdf
大小:162KB
页数:22P
人气 :68
 4.3
4.3
常 压 圆 筒 形 钢 制 焊 接 储 罐 维 护 检 修 规 程 1 总则 2 检修周期与内容 3 检修与质量标准. 4 试验与验收 1 维护与故障处理 附录 A储罐常用检修方法(参考件) 附录 B酸性介质储罐附件检查周期及检查主要内容(补充件) 附录 C 罐底下部防渗水处理方法(参考件) 1维护与故障处理 日常维护 1.1.1 储罐在使用时,要制定操作规程和巡回检查维护制度,并严 格执行。 1.1.2 操作人员巡回检查时,应检查罐体及其附件有无泄漏。收发 物料时应注意罐体有无鼓包或抽瘪等异常现象。 1.1.3 储罐发生以下现象时,操作人员应按照操作规程采取紧急措 施,并及时报告有关部门: 1.1.3.1 浮顶、内浮顶罐浮盘沉没。 1.1.3.2 浮顶罐浮顶排水装置漏油。 5.1.3.3 浮顶罐浮盘上积油。 1.1.3.4 储罐基础信号孔或基础下部发现渗油、渗水。 1.1




常压圆筒形钢制焊接储罐维护检修规程
1 在合格的基础上,我们为什么不能再作得更好一些! 常压圆筒形钢制焊接储罐 维护检修规程 2 在合格的基础上,我们为什么不能再作得更好一些! 1总则 2检修周期与内容 3检修与质量标准. 4试验与验收 1维护与故障处理 附录a储罐常用检修方法(参考件) 附录b酸性介质储罐附件检查周期及检查主要内容(补充件) 附录c罐底下部防渗水处理方法(参考件) 在合格的基础上,我们为什么不能再作得更好一些! 3 1维护与故障处理 1.1日常维护 1.1.1储罐在使用时,要制定操作规程和巡回检查维护制度,并严 格执行。 1.1.2操作人员巡回检查时,应检查罐体及其附件有无泄漏。收发 物料时应注意罐体有无鼓包或抽瘪等异常现象。 1.1.3储罐发生以下现象时,操作人员应按照操作规程采取紧急措 施,并及时报告有关部门: 1.1.3.

编辑推荐下载

常压立式圆筒形钢制焊接储罐
格式:pdf
大小:233KB
页数:28P
4.6
常压立式圆筒形钢制焊接储罐维护检修规程 1总则 1.1主题内容与适用范围 1.1.1本规程适用于建造在具有足够承载能力的均质基础上,其罐底与基础紧密接触, 储存液态石油及石油产品等介质,内压不大于6000pa的立式圆筒形钢制焊接储罐子 (以下简称储罐)的检修周期与内容、检修与质量标准、试验与验收以及维护与故障 处理。 储存酸、碱、氨等液态化学药剂或高台架上以及罐壁不与挡土墙直接接触的地下、 半地下常压储罐的维护和检修可参照本规程执行。 1.1.2储罐按结构分为:固定顶罐、浮顶罐、内浮顶罐。固定顶罐又分为:自支承拱 顶罐、自支承锥顶罐等。 1.1.3凡已安装使用的各类储罐在维护修理时,除遵守本规程外,还应遵守现行有关 标准规范和原建罐设计要求的规定。 1.1.4凡已安装使用的各类非金属储罐原则上应予报废。本规程的适用范围不包括非 金属储罐。 1.2编写修订依据 sh304
 立式圆筒形钢制储罐焊接变形在焊接上的控制
立式圆筒形钢制储罐焊接变形在焊接上的控制 立式圆筒形钢制储罐焊接变形在焊接上的控制
格式:pdf
大小:290KB
页数:2P
4.7
根据立式钢制储罐在焊接过程中产生焊接变形的现象,分析了焊接变形的原因,提出了控制焊接中罐板变形的措施,以有效保证工程施工中的焊接质量和罐体制作质量。
常压立式圆筒形钢制焊接储罐维护检修规程热门文档
立式圆筒形钢制焊接油罐设计
格式:pdf
大小:1.7MB
页数:5P
4.5
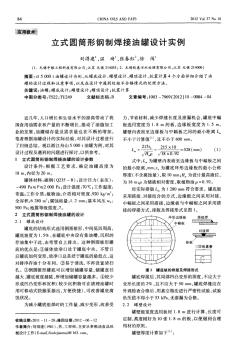
立式圆筒形钢制焊接油罐设计实例 作者:刘得建,温琦,张春红,徐闯 作者单位:刘得建,温琦,徐闯(无锡中粮工程科技有限公司,江苏无锡,214035),张春红(无锡钱惠污水处理有 限公司,江苏无锡,214000) 刊名: 中国油脂 英文刊名:chinaoilsandfats 年,卷(期):2012,37(10) 参考文献(3条) 1.立式圆筒形钢制焊接油罐设计规范 2.成大先机械设计手册2001 3.徐英;杨一凡;朱萍球罐和大型储罐2004 本文链接:http://d.g.wanfangdata.com.cn/periodical_zgyz201210022.aspx
立式圆筒形钢制焊接储罐安全技术规程
格式:pdf
大小:126KB
页数:34P
4.6
!"#$$ " !"# $%&'()*+,-./012 %& 3456789:;?@a #'()*+*),-./,'0,12)(134)3*/,'0,+0/.23/,'05*))06)02)2*'.7 88bc88de *f+,-.ghijklbc !"######################################## !$%!####################################### "&$'()*+!################################## #,-./012-"################################# $34#######################################
立式圆筒形钢制焊接油罐设计实例 立式圆筒形钢制焊接油罐设计实例
格式:pdf
大小:246KB
页数:未知
4.7
以5000t油罐设计为例,从罐底设计、罐壁设计、罐顶设计、抗震计算4个方面详细介绍了油罐的设计过程和注意事项,以及在设计中遇到校核不合格情况的处理方法。

lp立式圆筒形钢制储罐现场焊接储罐监理细则范本
格式:pdf
大小:443KB
页数:33P
4.4
目录 目录………………………………………………………………1 第一章工程概况…………………………………………………2 第二章监理工程流程……………………………………………5
立式圆筒形钢制焊接储罐预制及安装方案的探讨 立式圆筒形钢制焊接储罐预制及安装方案的探讨
格式:pdf
大小:261KB
页数:4P
4.7
以大罐的厂内预制和现场安装施工技术方案为例,阐述大直径分片、单件、薄壁设备的预制安装施工,以及在施工过程中应注意的问题。
常压立式圆筒形钢制焊接储罐维护检修规程精华文档
立式圆筒形钢制焊接储罐安装施工方案
格式:pdf
大小:50KB
页数:14P
4.5
立式圆筒形钢制焊接储罐安装施工方案 1.编制依据: 江门江盈化工有限公司(甲方)提供包含罐体基本尺寸的图纸。 《石油化工立式圆筒形钢制焊接储罐设计规范》 《立式圆筒形钢制焊接油罐施工及验收规范》 《石油化工立式圆筒形钢制储罐施工工艺标准》 《钢结构工程施工及验收规范》 《钢制压力容器》 国家质量技术监督局颁发《压力容器安全技术监察规程》99板 《管壳式换热器》 t4735-97《钢制常压容器》 t2806-1996《奥氏体不锈钢压力容器制造管理细则》 t4708-2000《钢制压力容器焊接工艺评定》 t4709-2000《钢制压力容器焊接规程》 《压力容器无损检测》 《压力容器油漆、包装、运输》 国家其它有关施工规范和行业标准 2.工程概况: 工程名称:江门江盈化工有限公司大储罐和附属槽罐制造安装 建设单位:江门江盈化工有限公司 总包单位:广东石油化工设计院 设计单位:根据
立式圆筒形钢制焊接储罐施工技术交底
格式:pdf
大小:24KB
页数:2P
4.3
筑 龙 网 ww w. zh ul on g. co m 立式圆筒形钢制焊接储罐施工技术交底 一、工程概况 某10000m3立式圆筒形拱顶钢制焊接储罐,罐体直径30m,罐壁总高14.2m。罐底板厚 度分别为6mm和10mm,各层壁板厚度8mm至20mm,顶板厚度为6mm,罐体总重量250t。 罐体各层壁板及罐顶的安装,采用液压提升设备倒装工艺进行。 二、施工准备 1.工程用料和措施用料 (1)工程主要用料 工程主要材料有:罐底中幅板δ=6mm,36t;边板δ=10mm,14t;罐壁板δ=8~20mm, 160t;罐顶板δ=6mm,40t。 (2)措施用料 措施用料主要为:顶板与壁板胎具用料、胀圈用料、支撑管和弧形卡具等用料。即钢板、 管材和道木等材料。 2.主要机具 主要施工机具为:汽车起重机、液压提升机、电焊机、水压泵、气焊机具等。 3.现场作业

立式圆筒形钢制焊接储罐安装施工方案
格式:pdf
大小:69KB
页数:17P
4.4
1 2020年4月19日 立式圆筒形钢制焊 接储罐安装施工方 案 文档仅供参考 2 2020年4月19日 立式圆筒形钢制焊接储罐安装施工方案 1.编制依据: 1.1江门江盈化工有限公司(甲方)提供包含罐体基本尺寸的图 纸。 1.2sh3046-92《石油化工立式圆筒形钢制焊接储罐设计规范》 1.3gbj128-90《立式圆筒形钢制焊接油罐施工及验收规范》 1.4sh3530-93《石油化工立式圆筒形钢制储罐施工工艺标准》 1.5gb500205-《钢结构工程施工及验收规范》 1.6gb150-1998《钢制压力容器》 1.7国家质量技术监督局颁发《压力容器安全技术监察规程》99 板 1.8gb151-1999《管壳式换热器》 1.9gb/t4735-97《钢制常压容器》 2.0hg/t2806-1996《奥氏
常压立式圆筒形钢制焊接储罐维护检修规程最新文档

立式圆筒形钢制焊接储罐安装建筑施工办法
格式:pdf
大小:53KB
页数:12P
4.8
立式圆筒形钢制焊接储罐安装施工方案 1.编制依据: 1.1江门江盈化工有限公司(甲方)提供包含罐体基本尺寸的图纸。 1.2sh3046-92《石油化工立式圆筒形钢制焊接储罐设计规范》 1.3gbj128-90《立式圆筒形钢制焊接油罐施工及验收规范》 1.4sh3530-93《石油化工立式圆筒形钢制储罐施工工艺标准》 1.5gb500205-2001《钢结构工程施工及验收规范》 1.6gb150-1998《钢制压力容器》 1.7国家质量技术监督局颁发《压力容器安全技术监察规程》99板 1.8gb151-1999《管壳式换热器》 1.9gb/t4735-97《钢制常压容器》 2.0hg/t2806-1996《奥氏体不锈钢压力容器制造管理细则》 2.1jb/t4708-2000《钢制压力容器焊接工艺评定》 2.2jb/t4709-2000《钢制压力容器焊接规程》 2.3jb4730-
 立式圆筒形钢制焊接油罐底板焊接及变形控制
立式圆筒形钢制焊接油罐底板焊接及变形控制 立式圆筒形钢制焊接油罐底板焊接及变形控制
格式:pdf
大小:146KB
页数:2P
4.4
立式圆筒形钢制焊接油罐底板焊接及变形控制是保证油罐整体施工质量的关键环节。通过对焊接变形产生原因的分析,我们采用合理的焊接方法和防变形措施,有效地避免了应力集中,从而控制了底板挠曲变形,提高了施工质量。
立式圆筒形钢制储罐隔热层的设计施工
格式:pdf
大小:193KB
页数:2P
4.6
储罐的保温结构由保温层和保护层组成,对于埋地设备的保温结构应增设防潮层。隔热结构设计应符合隔热结构必须固定在本体上、应有严密的防水措施等要求。本文从储罐保温结构设计、隔热材料的选择及隔热层的厚度设计出发,介绍了立式圆筒形钢制储罐的隔热材料的选择方法,隔热层的施工设计要领及内容。
关于钢制立式圆筒形储罐容积的探讨 关于钢制立式圆筒形储罐容积的探讨
格式:pdf
大小:147KB
页数:未知
4.8
设计高质量的储罐,除了掌握储罐本身的知识外,还要了解与储罐工艺系统方面的有关知识,本文叙述了工艺及设备设计中常见的储罐容积的基本概念,以便更全面考虑储罐设计和运行的各种问题,提高储罐容积的利用率。

立式圆筒形钢制焊接油罐施工及验收规范
格式:pdf
大小:228KB
页数:12P
4.5
表储罐交工验收证书 (项目名称)储罐交工验收证书 单项工程名称: 单项工程编号: 单位工程名称单位工程编号 储罐公称容积储罐编号 结构形式罐体材料 设计单位盛装物料 开工日期竣工日期 验收意见: 建设单位监理单位质量监督单位承包单位 代表: (公章) 年月日 总监理工程师: (公章) 年月日 现场代表: (公章) 年月日 质量检查员: 技术负责人: (公章) 年月日 表储罐基础复测记录 (项目名称)储罐基础复测记录 单项工程名称: 单项工程编号: 单位工程名称单位工程编号 储罐编号复测日期 储罐公称容积?m3储罐直径?m 检查项目 允许值 (㎜) 实测值 (㎜) 检查项目 允许值 (㎜) 实测值 (㎜) 基础中心标高差环墙周 向标高 差 10m内任意两点 基础中心轴线偏差全圆周内任意两点 基础单面倾斜度偏差沥青砂 表面平 整度 倾斜基础平行线 基础直径
立式圆筒形薄壁钢制储罐变形分析及控制 立式圆筒形薄壁钢制储罐变形分析及控制
格式:pdf
大小:177KB
页数:未知
4.6
本文主要从立式圆筒形薄壁钢制储罐罐底板及罐壁板焊接形变分析,确定控制薄壁储罐变形措施,确保储罐施工的合规性。
常压立式圆筒形钢制焊接储罐维护检修规程相关
文辑推荐
知识推荐
百科推荐


职位:暖通弱点电气工程师
擅长专业:土建 安装 装饰 市政 园林


