

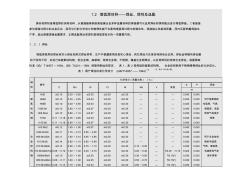
常用钢材埋弧焊焊丝焊剂组合推荐表
格式:pdf
大小:27KB
页数:2P
人气 :68
 4.3
4.3
常用钢材埋弧焊焊丝焊剂组合推荐表 序 号 适 用 钢 种 推荐用焊丝 /焊剂 焊丝牌号 焊剂牌号 1 Q235、Q215、10# H08A HJ431、SJ501 2 20#、20g、22g、20R H08MnA HJ431、SJ501 3 16Mn、19Mn6、16MnRE、09MnV 09Mn2、12Mn H10Mn2 HJ431、SJ501 H08MnMo HJ350、SJ101 4 15MnV、15MnVN、12MnV、14MnNb 16MnNb、25Mn、20MnMo、15MnTi H08MnMo HJ350、SJ101 5 18MnMoNb、20MnMoNb、13MnNiMo H08Mn2Mo HJ250(330+25 0)、SJ001 6 14MnMoV、 15MnMoVN、 HQ70、 WCF60 WCF80、14MnMoNbB、30CrMnS




埋弧焊焊丝焊剂选配
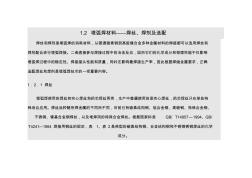
-1- 埋弧焊材料——焊丝、焊剂及选配 表1国产焊丝标准化学成分(gb/t14957——1994) 钢 种 牌号 化学成分(质量分数)(%) cmnsicrnimov其他 sp用途 ≤ 碳 素 结 构 钢 h08 h08a h08e h08mn h08mna h15a h15mn ≤0.10 ≤0.10 ≤0.10 ≤0.10 ≤0.10 0.11~ 0.18 0.30~ 0.55 0.30~ 0.55 0.30~ 0.55 0.80~ ≤0.03 ≤0.03 ≤0.03 ≤0.07 ≤0.07 ≤0.03 ≤0.07 ≤0.20 ≤0.20 ≤0.20 ≤0.20 ≤0.20 ≤0.20 ≤0.20 ≤0.30 ≤0.30 ≤0.30 ≤0.30 ≤0.30 ≤0.30 ≤0.30 — — — — — — — —
埋弧焊焊丝焊剂的选择
1.2埋弧焊材料——焊丝、焊剂及选配 焊丝和焊剂是埋弧焊的消耗材料,从普通碳素钢到高级镍合金多种金属材料的焊接都可以选用焊丝和焊剂配合进行埋弧焊接。二者直接 参与焊接过程中的冶金反应,因而它们的化学成分和物理性能不仅影响埋弧焊过程中的稳定性、焊接接头性能和质量,同时还影响着焊接生 产率,因此根据焊缝金属要求,正确选配焊丝和焊剂是埋弧焊技术的一项重要内容。 1.2.1焊丝 埋弧焊使用的焊丝有实心焊丝和药芯焊丝两类,生产中普遍使用的是实心焊丝,药芯焊丝只在某些特殊场合应用。焊丝品种随所焊金属 的不同而不同,目前已有碳素结构钢、低合金钢、高碳钢、特殊合金钢、不锈钢、镍基合金钢焊丝,以及堆焊用的特殊合金焊丝。根据国家 标准gb/t14957—1994、gb/t4241—1984焊接用钢丝的规定,表1、表2是典型的碳素结构钢、合金结构钢和不锈钢锈钢焊丝的化学成分。 表1国产
编辑推荐下载
埋弧焊焊丝焊剂选配
格式:pdf
大小:449KB
页数:26P
4.6
1.2埋弧焊材料——焊丝、焊剂及选配 焊丝和焊剂是埋弧焊的消耗材料,从普通碳素钢到高级镍合金多种金属材料的焊接都可以选用焊丝和 焊剂配合进行埋弧焊接。二者直接参与焊接过程中的冶金反应,因而它们的化学成分和物理性能不仅影响 埋弧焊过程中的稳定性、焊接接头性能和质量,同时还影响着焊接生产率,因此根据焊缝金属要求,正确 选配焊丝和焊剂是埋弧焊技术的一项重要内容。 1.2.1焊丝 埋弧焊使用的焊丝有实心焊丝和药芯焊丝两类,生产中普遍使用的是实心焊丝,药芯焊丝只在某些特 殊场合应用。焊丝品种随所焊金属的不同而不同,目前已有碳素结构钢、低合金钢、高碳钢、特殊合金钢、 不锈钢、镍基合金钢焊丝,以及堆焊用的特殊合金焊丝。根据国家标准gb/t14957—1994、gb/ t4241—1984焊接用钢丝的规定,表1、表2是典型的碳素结构钢、合金结构钢和不锈钢锈钢焊丝的化学 成分。 表1国产

埋弧焊焊丝焊剂采购技术要求
格式:pdf
大小:42KB
页数:3P
4.5
埋弧焊焊丝、焊剂采购技术要求 1.采购产品的信息 采购类型型号常用规格执行标准 焊丝h10mn2φ4gb/t5293-1999 h08mn2siaφ4gb/t5293-1999 焊剂f48a4-h10mn2gb/t12470-2003 h08mnagb/t5293-1999 2.采购技术要求 2.1焊丝 2.1.1熔敷金属力学性能要求: 焊丝型号熔敷金属力学性能 抗拉强度 b rm/mpa 屈服强度b rp0.2/mpa 伸长率 a/% 冲击试验 试验温度℃吸收功(j) h10mn2415~550≥330≥22-40≥27 h08mn2sia480~650≥400≥22-20≥27 2.1.2焊丝化学成分 焊丝型号化学成分(%) cmnsipsnicrcu h10mn2≤0.1
常用钢材埋弧焊焊丝焊剂组合推荐表热门文档

埋弧焊焊丝焊剂选配(20200727193445)
格式:pdf
大小:453KB
页数:21P
4.4
. . 埋弧焊材料——焊丝、焊剂及选配 表1国产焊丝标准化学成分(gb/t14957——1994) 钢 种 牌号 化学成分(质量分数)(%) cmnsicrnimov其他 sp用途 ≤ 碳 素 结 构 钢 h08 h08a h08e h08mn h08mna h15a h15mn ≤0.10 ≤0.10 ≤0.10 ≤0.10 ≤0.10 0.11~ 0.18 0.30~ 0.55 0.30~ 0.55 0.30~ 0.55 0.80~ ≤0.03 ≤0.03 ≤0.03 ≤0.07 ≤0.07 ≤0.03 ≤0.07 ≤0.20 ≤0.20 ≤0.20 ≤0.20 ≤0.20 ≤0.20 ≤0.20 ≤0.30 ≤0.30 ≤0.30 ≤0.30 ≤0.30 ≤0.3

埋弧焊焊丝
格式:pdf
大小:156KB
页数:7P
4.7
埋弧焊焊丝 牌号 型号 gb 焊丝化学成分(%)(≤) 配合焊 剂 特点与用途 cmnsispcrnicu thm-43 (thg-43) h08a h08e h08c 0.10 0.30/ 0.60 0.03 0.030 0.020 0.015 0.03 0 0.02 0 0.01 5 0.20 0.10 0.20 0.30 0.10 0.30 0.20 sj301、 sj501及 hj431等 用于一般薄 板,锅炉及管 板接头的对接 及角焊 thm-43a (thg-43a) h08mna0.10 0.80/ 1.10 0.070.030 0.03 0 0.200.300.20 sj101、 sj127、 sj501及 hj431等 用于薄板及打 底焊焊接结构 thm-43b (thg-43b) h10mn2 0.12 1.50/ 1.90 0.070
埋弧焊常用焊丝及配用焊剂
格式:pdf
大小:23KB
页数:2P
4.3
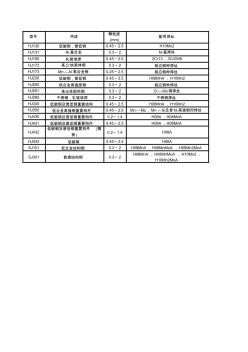
型号用途 颗粒度 (mm) 配用焊丝 hj130低碳钢,普低钢0.45~2.5h10mn2 hj131ni基合金0.3~2ni基焊丝 hj150轧辊堆焊0.45~2.52cr13,3cr2w8 hj172高cr铁索体钢0.3~2相应钢种焊丝 hj173mn—al高合金钢0.25~2.5相应钢种焊丝 hj230低碳钢,普低钢0.45~2.5h08mna,h10mn2 hj250低合金高强度钢0.3~2相应钢种焊丝 hj251珠光体耐热钢0.3~2cr—mo钢焊丝 hj260不锈钢,轧辊堆焊0.3~2不锈钢焊丝 hj330低碳钢及普低钢重要结构0.45~2.5h08mna,h10mn2 hj350低合金高强钢重要构件0.45~2.5mn—mo,mn—si及含ni高强钢用焊丝 hj430低碳钢及普低钢重要构件0
埋弧焊时焊剂与焊丝的选配
格式:pdf
大小:8KB
页数:2P
4.3
埋弧焊时焊剂与焊丝的选配 焊剂的焊接工艺性能和化学冶金性能是决定焊缝金属化学成分和性能的主要因素之一,采用 同样的焊丝和同样的焊接参数,而配用的焊剂不同,所得焊缝的性能将有很大的差别。一种 焊丝可与多种焊剂合理的组合,无论是在低碳钢还是在低合金钢上都有这种合理的组合。1 对焊剂工艺性能及质量的要求(1)对焊剂的一般要求 a、焊剂应具有良好的冶金性能,焊接时配以适当的焊丝和合理的焊接工艺,焊缝金属应能 得到适宜的化学成分和良好的力学性能(与母材相适应的强度和较高的塑性、韧性)以及较 强的抗冷裂纹和热裂纹的能力。 b、焊剂应具有良好的工艺性、电弧燃烧稳定、熔渣具有适宜的熔点、黏度和表面张力。焊 道与焊道间及焊道与母材间充分熔合,过渡平滑没有明显咬边,脱渣容易,焊缝表面成形良 好,以及焊接过程中产生的有害气体少。 c、焊剂要有一定的颗粒度,并且应有一定的颗粒强度,以利于

埋弧焊时焊剂与焊丝选配
格式:pdf
大小:12KB
页数:2P
4.6
埋弧焊时焊剂与焊丝的选配 焊剂的焊接工艺性能和化学冶金性能是决定焊缝金属化学成分和性能的主要因 素之一,采用同样的焊丝和同样的焊接参数,而配用的焊剂不同,所得焊缝的性 能将有很大的差别。一种焊丝可与多种焊剂合理的组合,无论是在低碳钢还是在 低合金钢上都有这种合理的组合。 1对焊剂工艺性能及质量的要求 (1)对焊剂的一般要求 a、焊剂应具有良好的冶金性能,焊接时配以适当的焊丝和合理的焊接工艺,焊 缝金属应能得到适宜的化学成分和良好的力学性能(与母材相适应的强度和较高 的塑性、韧性)以及较强的抗冷裂纹和热裂纹的能力。 b、焊剂应具有良好的工艺性、电弧燃烧稳定、熔渣具有适宜的熔点、黏度和表 面张力。焊道与焊道间及焊道与母材间充分熔合,过渡平滑没有明显咬边,脱渣 容易,焊缝表面成形良好,以及焊接过程中产生的有害气体少。 c、焊剂要有一定的颗粒度,并且应有一定的颗粒强度,以利于多次
常用钢材埋弧焊焊丝焊剂组合推荐表精华文档
埋弧焊选用的焊丝和焊剂配合
格式:pdf
大小:7KB
页数:1P
4.5
埋弧焊选用的焊丝和焊剂配合 埋弧焊(含埋弧堆焊及电渣堆焊等)是一种电弧在焊剂层下燃烧进行焊接的 方法。焊丝和焊剂是埋弧焊的消耗材料,从碳素钢到高镍合金多种金属材料的焊 接都可以选用焊丝和焊剂配合进行埋弧焊接。埋弧焊焊丝的选用既要考虑焊剂成 分的影响,又要考虑母材的影响。为了得到不同的焊缝成分和力学性能,可以采 用一种焊剂(主要是熔炼焊剂)与几种焊丝配合,也可以采用一种焊丝与几种焊 剂(主要是烧结焊剂)配合。 对于给定的焊接结构,应根据钢种成分、对焊缝性能的要求及焊接工艺参数 的变化等进行综合分析之后,再决定所采用的焊丝和焊剂。

 不锈钢埋弧焊丝与焊剂的匹配
不锈钢埋弧焊丝与焊剂的匹配 不锈钢埋弧焊丝与焊剂的匹配
格式:pdf
大小:183KB
页数:2P
4.7
一、试验背景国内焊材市场上的不锈钢埋弧焊丝与焊剂一般是不同厂家分别进行生产,其焊丝成分只是简单的符合各类标准的要求,其考虑更多的是生产成本,很少考虑实际焊接需要,更未能考虑焊接过程中成分的烧损;焊剂
GB5293-1999(T)埋弧焊用碳钢焊丝和焊剂
格式:pdf
大小:720KB
页数:11P
4.4
gb/t5293-1999埋弧焊用碳钢焊丝和焊剂 国家质量技术监督局1999-09-03批准2000-03-01实施 前言 本标准是根据ansi/awsa5.17—89《碳钢埋弧焊丝及焊剂规程》,对gb/t5293—1985《碳 素钢埋弧焊用焊剂》进行修订的,在技术内容上与该规程等效。 根据ansi/awsa5.17规程对gb/t5293—1985进行修订时,保留了gb/t5293—1985 中适合我国焊剂技术要求的内容,并第一次将焊丝和焊剂编写在一个标准中,供使用单位更加全面 地理解焊丝、焊剂与熔敷金属力学性能的关系。从而使本标准在技术内容上更加严格。 本标准从实施之日起,代替gb/t5293—1985。 本标准的附录a、附录b均是提示的附录。 本标准由国家机械工业局提出。 本标准由全国焊接标准化技术委员会归口。 本标准起草单位:哈尔滨焊接研究所
GB5293-1999(T)埋弧焊用碳钢焊丝和焊剂讲解
格式:pdf
大小:717KB
页数:11P
4.3
gb/t5293-1999埋弧焊用碳钢焊丝和焊剂 国家质量技术监督局1999-09-03批准2000-03-01实施 前言 本标准是根据ansi/awsa5.17—89《碳钢埋弧焊丝及焊剂规程》,对gb/t5293—1985《碳 素钢埋弧焊用焊剂》进行修订的,在技术内容上与该规程等效。 根据ansi/awsa5.17规程对gb/t5293—1985进行修订时,保留了gb/t5293—1985 中适合我国焊剂技术要求的内容,并第一次将焊丝和焊剂编写在一个标准中,供使用单位更加全面 地理解焊丝、焊剂与熔敷金属力学性能的关系。从而使本标准在技术内容上更加严格。 本标准从实施之日起,代替gb/t5293—1985。 本标准的附录a、附录b均是提示的附录。 本标准由国家机械工业局提出。 本标准由全国焊接标准化技术委员会归口。 本标准起草单位:哈尔滨焊接研究所
常用钢材埋弧焊焊丝焊剂组合推荐表最新文档
《埋弧焊用不锈钢焊丝和焊剂》国家标准简介 《埋弧焊用不锈钢焊丝和焊剂》国家标准简介
格式:pdf
大小:105KB
页数:1P
4.3
在本标准制订之前,有关我国埋弧焊剂的标准,已制订了碳钢和低合金钢部分,但还没有形成一个完整的标准体系.近年来,随着焊剂(尤其是烧结焊剂新品种)的不断开发,使得埋弧焊在不锈钢产品上的应用日益广泛,需要制订一部标准来现范埋弧焊焊接材料的生产,以保证焊接产品的质量.本标准的制订在技术内容上参照了日本标准jisz3324—88《不锈钢埋弧焊实芯焊丝及焊剂》;由于在我国的原碳钢和低合金钢焊剂标准中,没有包括焊丝,制订本标准时,为了便于用户更好地选择和使用,包括了有关不锈钢焊丝的内容,这样也同新修订的《埋弧焊用碳钢焊丝和焊剂》标准协调统一起来.


GBT5293埋弧焊用碳钢焊丝和焊剂
格式:pdf
大小:718KB
页数:11P
4.4
gb/t5293-1999埋弧焊用碳钢焊丝和焊剂 国家质量技术监督局1999-09-03批准2000-03-01实施 前言 本标准是根据ansi/awsa5.17—89《碳钢埋弧焊丝及焊剂规程》,对gb/t5293—1985《碳 素钢埋弧焊用焊剂》进行修订的,在技术内容上与该规程等效。 根据ansi/awsa5.17规程对gb/t5293—1985进行修订时,保留了gb/t5293—1985 中适合我国焊剂技术要求的内容,并第一次将焊丝和焊剂编写在一个标准中,供使用单位更加全面 地理解焊丝、焊剂与熔敷金属力学性能的关系。从而使本标准在技术内容上更加严格。 本标准从实施之日起,代替gb/t5293—1985。 本标准的附录a、附录b均是提示的附录。 本标准由国家机械工业局提出。 本标准由全国焊接标准化技术委员会归口。 本标准起草单位:哈尔滨焊接研究所

焊丝焊剂的选择
格式:pdf
大小:321KB
页数:12P
4.6
1.2埋弧焊材料——焊丝、焊剂及选配 焊丝和焊剂是埋弧焊的消耗材料,从普通碳素钢到高级镍合金多种金属材料的焊接都可以选用焊丝和焊剂配合进行埋弧焊接。二者直接 参与焊接过程中的冶金反应,因而它们的化学成分和物理性能不仅影响埋弧焊过程中的稳定性、焊接接头性能和质量,同时还影响着焊接生 产率,因此根据焊缝金属要求,正确选配焊丝和焊剂是埋弧焊技术的一项重要内容。 1.2.1焊丝 埋弧焊使用的焊丝有实心焊丝和药芯焊丝两类,生产中普遍使用的是实心焊丝,药芯焊丝只在某些特殊场合应用。焊丝品种随所焊金属 的不同而不同,目前已有碳素结构钢、低合金钢、高碳钢、特殊合金钢、不锈钢、镍基合金钢焊丝,以及堆焊用的特殊合金焊丝。根据国家 标准gb/t14957—1994、gb/t4241—1984焊接用钢丝的规定,表1、表2是典型的碳素结构钢、合金结构钢和不锈钢锈钢焊丝的化学成分。 表1国产

-8H碳钢埋弧焊丝及焊剂规程》,对GBT5293-1
格式:pdf
大小:5.5MB
页数:12P
4.6
www.bzfxw.com www.bzfxw.com www.bzfxw.com
高韧性X80管线钢埋弧焊焊丝的研制 高韧性X80管线钢埋弧焊焊丝的研制
格式:pdf
大小:195KB
页数:3P
4.3
从《西气东输二线管道工程用螺旋缝埋弧焊管技术条件》(以下简称《技术条件》)的要求出发,采用mn-mo-ti-b合金系,成功地研制了一种高韧性x80级管线钢用埋弧焊焊丝。试验研究结果表明:所研制的埋弧焊焊丝与烧结焊剂f80匹配,在焊接速度为1.65m/min条件下,钢管焊缝金属的力学性能满足《技术条件》的要求,可实现焊缝组织以针状铁素体组织为主的设计目标。
我国埋弧焊焊剂的生产应用现状及发展
格式:pdf
大小:2.1MB
页数:4P
4.5
**资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.***
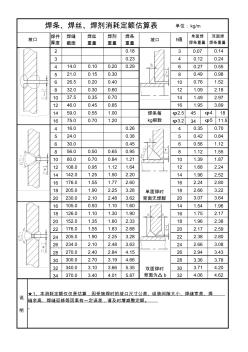
焊条焊丝焊剂消耗定额表
格式:pdf
大小:89KB
页数:1P
4.7
焊件 厚度 焊缝 截面 焊丝 重量 焊剂 重量 焊条 重量 坡口 20.18 30.23 414.00.100.200.29 521.00.150.30 626.50.200.40 832.00.300.60 1037.50.350.70 1246.00.450.85 1459.00.551.00φ2.518 1675.00.701.20φ3.211.5 416.00.26 524.00.38 630.00.45 856.00.500.650.95 1080.00.700.841.21 12108.00.951.121.64 14142.01.251.502.20 16176.01.551.772.60 18205.01.902.253.28 20230.02.10
常用钢材埋弧焊焊丝焊剂组合推荐表相关
文辑推荐
知识推荐
百科推荐


职位:消防主管工程师
擅长专业:土建 安装 装饰 市政 园林


