

常用电焊条规格型及用途
格式:pdf
大小:9KB
页数:5P
人气 :62
 4.8
4.8
常用电焊条规格型号及用途 ·用于焊接较重要的低碳钢结构和强度等级低的低合金 钢如 Q235 等。J422 (E4303)● 说明 :J422 是钛钙型药皮的碳 钢焊条 . 具有优良的焊接工艺性能 , 电弧稳定 , 焊道美观 , 飞溅小 , 交直流两用 , 可进行全位置焊接●用途 : 用于焊接 较重要的低碳钢结构和强度等级低的低合金钢,如 Q235 等·用于焊接低碳钢结构,能适应各种形式的焊接接头和焊 接位置的施焊。对薄板的焊接性能极佳,尤其是用于补道焊 和打底焊,并可立向下焊 U。焊接时仅需 50V 空载电压,是 理想的定位焊条。 ·用于焊接重要的低碳钢和低合金的结构。 具有良好的力学性能和抗裂性能。使用前需经 350℃ x lh 烘 焙。J426 (E4316)● 说明 :J426 是低氢钾型药皮的碳钢焊条。 具有良好的力学性能和抗裂性能。交直流两用,可进行全位 置焊接●用途 : 用



常用电焊条规格、型号及用途
常用电焊条规格、型号及用途 sh.j422用于焊接较重要的低碳钢结构和强度等级低的低合金钢如 q235等。 j422(e4303) ●说明:j422是钛钙型药皮的碳钢焊条.具有优良的焊接工艺性 能,电弧稳定,焊道美观,飞溅小,交直流两用,可进行全位置 焊接 ●用途:用于焊接较重要的低碳钢结构和强度等级低的低合金钢, 如q235等 ·sh.e6013用于焊接低碳钢结构,能适应各种形式的焊接接头和焊接 位置的施焊。对薄板的焊接性能极佳,尤其是用于补道焊和打底焊, 并可立向下焊u。焊接时仅需50v空载电压,是理想的定位焊条。 ·sh.j426用于焊接重要的低碳钢和低合金的结构。具有良好的力学 性能和抗裂性能。使用前需经350℃xlh烘焙。j426(e4316) ●说明:j426是低氢钾型药皮的碳钢焊条。具有良好的力学性能和 抗裂性
常用电焊条的规格型号及用途
精品资料 常用电焊条规格、型号及用途 ·sh.j422用于焊接较重要的低碳钢结构和强度等级低的低合金钢如q235等。 j422(e4303) ●说明:j422是钛钙型药皮的碳钢焊条.具有优良的焊接工艺性能,电弧稳定,焊道美观, 飞溅小,交直流两用,可进行全位置焊接 ●用途:用于焊接较重要的低碳钢结构和强度等级低的低合金钢,如q235等 ·sh.e6013用于焊接低碳钢结构,能适应各种形式的焊接接头和焊接位置的施焊。对薄板 的焊接性能极佳,尤其是用于补道焊和打底焊,并可立向下焊u。焊接时仅需50v空载电 压,是理想的定位焊条。 ·sh.j426用于焊接重要的低碳钢和低合金的结构。具有良好的力学性能和抗裂性能。使用 前需经350℃xlh烘焙。 j426(e4316) ●说明:j426是低氢钾型药皮的碳钢焊条。具
编辑推荐下载

常用电焊条的规格型号及用途
格式:pdf
大小:8KB
页数:3P
4.7
. 整理文本 常用电焊条规格、型号及用途 ·sh.j422用于焊接较重要的低碳钢结构和强度等级低的低合金钢如q235等。 j422(e4303) ●说明:j422是钛钙型药皮的碳钢焊条.具有优良的焊接工艺性能,电弧稳定,焊道美观, 飞溅小,交直流两用,可进行全位置焊接 ●用途:用于焊接较重要的低碳钢结构和强度等级低的低合金钢,如q235等 ·sh.e6013用于焊接低碳钢结构,能适应各种形式的焊接接头和焊接位置的施焊。对薄板 的焊接性能极佳,尤其是用于补道焊和打底焊,并可立向下焊u。焊接时仅需50v空载电 压,是理想的定位焊条。 ·sh.j426用于焊接重要的低碳钢和低合金的结构。具有良好的力学性能和抗裂性能。使用 前需经350℃xlh烘焙。 j426(e4316) ●说明:j426是低氢钾型药皮的碳钢焊条。具有良好的

电焊条规格
格式:pdf
大小:6KB
页数:3P
4.5
电焊条规格 天津大桥焊条厂销售部,j506大桥焊条,thj506大桥牌电焊条,e5016大桥焊条,管道焊条 天津大桥焊条厂主要生产:耐磨焊条,不锈钢焊条,铸铁焊条,耐热钢焊条,钴基焊条,银焊条,气焊 条,铜焊条,铝焊条,焊丝等各种焊接材料焊条。 天津大桥焊条厂销售部,大桥焊条厂生产: 堆焊焊条:d102d106d107d112d212d256d307d337d507mod547mod707 d802d812d842 不锈钢焊条:a102a107a132a202a137a212a302a307a312a402a407a502 a507a607a707a802 铸铁焊条:z100z116z117z122fez208z238z248z258z268z308z408z438
常用电焊条规格型号及用途热门文档
电焊条规格
格式:pdf
大小:9KB
页数:5P
4.6
电焊条规格 天津大桥焊条厂销售部,j506大桥焊条,thj506大桥牌电焊条, e5016大桥焊条,管道焊条 天津大桥焊条厂主要生产:耐磨焊条,不锈钢焊条,铸铁焊条,耐热钢焊 条,钴基焊条,银焊条,气焊条,铜焊条,铝焊条,焊丝等各种焊接材料焊 条。 天津大桥焊条厂销售部,大桥焊条厂生产: 堆焊焊条:d102d106d107d112d212d256d307d337 d507mod547mod707d802d812d842 不锈钢焊条:a102a107a132a202a137a212a302a307 a312a402a407a502a507a607a707a802 铸铁焊条:z100z116z117z122fez208z238z248z258 z268z308z408z
电焊条价格,最新全国电焊条规格型号价格大全-造价通
格式:pdf
大小:453KB
页数:13P
4.8
建设行业大数据服务平台造价通(工程造价信息网) http://www.zjtcn.com 造价通(工程造价信息网)www.zjtcn.com第1页 全国各规格型号电焊条价 格大全 来源:造价通工程造价信息网 概述:造价通工程造价信息网为您实时提供全国各省市地区各种规格/型号电焊条价 格查询。 标签:电焊条价格,电焊条价格表,电焊条规格,电焊条型号,最新电焊条价格,电焊条 报价,电焊条价格查询,电焊条市场价 编者按:造价通——全国最大最权威的建设工程造价信息服务平台!拥有多项研发技 术专利与数据系统处理技术的专利,是中华人民共和国国家标准《建设工程人工材料 设备机械数据标准》(gb/t50851-2013)的参编单位和唯一数据提供方。借助全国建 设行业各级政府主管部门的领导与全国200多万厂家及经销商的支持,其平台提供的 电焊条信息


常用电焊条的规格、型号及用途
格式:pdf
大小:8KB
页数:3P
4.5
常用电焊条规格、型号及用途 ·sh.j422用于焊接较重要的低碳钢结构和强度等级低的低合金钢如q235等。 j422(e4303) ●说明:j422是钛钙型药皮的碳钢焊条.具有优良的焊接工艺性能,电弧稳定,焊道美观,飞溅小,交直流 两用,可进行全位置焊接 ●用途:用于焊接较重要的低碳钢结构和强度等级低的低合金钢,如q235等 ·sh.e6013用于焊接低碳钢结构,能适应各种形式的焊接接头和焊接位置的施焊。对薄板的焊接性能极佳, 尤其是用于补道焊和打底焊,并可立向下焊u。焊接时仅需50v空载电压,是理想的定位焊条。 ·sh.j426用于焊接重要的低碳钢和低合金的结构。具有良好的力学性能和抗裂性能。使用前需经350℃x lh烘焙。 j426(e4316) ●说明:j426是低氢钾型药皮的碳钢焊条。具有良好的力学性
常用电焊条的规格型号及用途 (2)
格式:pdf
大小:9KB
页数:6P
4.6
常用电焊条规格、型号及用途 ·sh.j422用于焊接较重要的低碳钢结构和强度等级低的低合金钢如q235等。 j422(e4303) ●说明:j422是钛钙型药皮的碳钢焊条.具有优良的焊接工艺性能,电弧稳定,焊道美 观,飞溅小,交直流两用,可进行全位置焊接 ●用途:用于焊接较重要的低碳钢结构和强度等级低的低合金钢,如q235等 ·sh.e6013用于焊接低碳钢结构,能适应各种形式的焊接接头和焊接位置的施焊。对薄板 的焊接性能极佳,尤其是用于补道焊和打底焊,并可立向下焊u。焊接时仅需50v空载电 压,是理想的定位焊条。 ·sh.j426用于焊接重要的低碳钢和低合金的结构。具有良好的力学性能和抗裂性能。使 用前需经350℃xlh烘焙。 j426(e4316) ●说明:j426是低氢钾型药皮的碳钢焊条。具有良好的力学性能和抗裂性
常用电焊条规格型号及用途精华文档
常用电焊条的规格型号及用途word精品
格式:pdf
大小:8KB
页数:3P
4.7
常用电焊条规格、型号及用途 -sh.j422用于焊接较重要的低碳钢结构和强度等级低的低合金钢如q235等。 j422(e4303) ?说明:j422是钛钙型药皮的碳钢焊条.具有优良的焊接工艺性能飞溅 小,交直流两用,可进行全位置焊接 ?用途:用于焊接较重要的低碳钢结构和强度等级低的低合金钢,如q235等 ?sh.e6013用于焊接低碳钢结构,能适应各种形式的焊接接头和焊接位置的施焊。对薄板的焊接性 能极佳,尤其是用于补道焊和打底焊,并可立向下焊u。焊接时仅需50v空载电压,是理 想的定位焊条。 -sh.j426用于焊接重要的低碳钢和低合金的结构。具有良好的力学性能和抗裂性能。使用 前需经350cxlh烘焙。 j426(e4316) ?说明:j426是低氢钾型药皮的碳钢焊条。具有良好的力学性能和抗裂性能。交直流

常用电焊条的规格型号及用途(1)
格式:pdf
大小:7KB
页数:2P
4.4
常用电焊条规格、型号及用途 ·sh.j422用于焊接较重要的低碳钢结构和强度等级低的低合金钢如q235等。 j422(e4303) ●说明:j422是钛钙型药皮的碳钢焊条.具有优良的焊接工艺性能,电弧稳定,焊道美观,飞溅小, 交直流两用,可进行全位置焊接 ●用途:用于焊接较重要的低碳钢结构和强度等级低的低合金钢,如q235等 ·sh.e6013用于焊接低碳钢结构,能适应各种形式的焊接接头和焊接位置的施焊。对薄板的焊接 性能极佳,尤其是用于补道焊和打底焊,并可立向下焊u。焊接时仅需50v空载电压,是理想的定 位焊条。 ·sh.j426用于焊接重要的低碳钢和低合金的结构。具有良好的力学性能和抗裂性能。使用前需经 350℃xlh烘焙。 j426(e4316) ●说明:j426是低氢钾型药皮的碳钢焊条。具有良好的

常用电焊条的规格型号及用途 (2)
格式:pdf
大小:8KB
页数:3P
4.6
常用电焊条规格、型号及用途 ·sh.j422用于焊接较重要的低碳钢结构和强度等级低的低合金钢如q235等。 j422(e4303) ●说明:j422是钛钙型药皮的碳钢焊条.具有优良的焊接工艺性能,电弧稳定,焊道美观, 飞溅小,交直流两用,可进行全位置焊接 ●用途:用于焊接较重要的低碳钢结构和强度等级低的低合金钢,如q235等 ·sh.e6013用于焊接低碳钢结构,能适应各种形式的焊接接头和焊接位置的施焊。对薄板 的焊接性能极佳,尤其是用于补道焊和打底焊,并可立向下焊u。焊接时仅需50v空载电压, 是理想的定位焊条。 ·sh.j426用于焊接重要的低碳钢和低合金的结构。具有良好的力学性能和抗裂性能。使用 前需经350℃xlh烘焙。 j426(e4316) ●说明:j426是低氢钾型药皮的碳钢焊条。具有良好的力学性能和抗裂性能
常用电焊条的规格型及用途
格式:pdf
大小:8KB
页数:3P
4.5
常用电焊条规格、型号及用途 ·用于焊接较重要的低碳钢结构和强度等级低的低合金钢如q235等。 j422(e4303) ●说明:j422是钛钙型药皮的碳钢焊条.具有优良的焊接工艺性能,电弧稳定,焊道美观, 飞溅小,交直流两用,可进行全位置焊接 ●用途:用于焊接较重要的低碳钢结构和强度等级低的低合金钢,如q235等 ·用于焊接低碳钢结构,能适应各种形式的焊接接头和焊接位置的施焊。对薄板的焊接性能 极佳,尤其是用于补道焊和打底焊,并可立向下焊u。焊接时仅需50v空载电压,是理想的 定位焊条。 ·用于焊接重要的低碳钢和低合金的结构。具有良好的力学性能和抗裂性能。使用前需经 350℃xlh烘焙。 j426(e4316) ●说明:j426是低氢钾型药皮的碳钢焊条。具有良好的力学性能和抗裂性能。交直流两用, 可进行全位置焊接 ●用途
常用电焊条规格型号及用途最新文档
焊条规格
格式:pdf
大小:24KB
页数:10P
4.4
焊条规格介绍 a201不锈钢焊条introduction《模具焊条,补模焊条,工模焊条》e6010纤维素下向管 道焊条符合gbe4310相当awse6010说明:e6010是高纤维素钠型药皮立向下焊条。电 弧吹力大,单面焊双面成型,熔渣少,易清除,焊波成型美观,焊接速度快,熔敷金属有良 好的力学性能,并具有优良的抗气孔和抗裂性能,是管线现场环缝全位置立向下焊接专用焊 条,采用直流反接。用途:用于各种碳钢钢管的环缝对接,也适宜一般碳钢结构立向下焊 接。 特色e7010纤维素下向管道焊条符合gbe5010-g相当awse7010-g说明:e7010 是高纤维素钠型药皮立向下焊条。电弧吹力大,单面焊双面成型,熔渣少,易清除,焊波成 型美观,焊接速度快,熔敷金属有良好的力学性能,并具有优良的抗气孔和抗裂性能,是管 线现场环缝全位置
银焊条规格
格式:pdf
大小:9KB
页数:4P
4.7
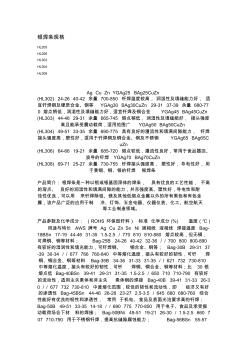
银焊条规格 hl205 hl206 hl303 hl304 hl306 agcuznygag25bag25cuzn (hl302)24-2640-42余量700-850钎焊温度较高,润湿性及填缝能力好,适 宜钎焊铜及硬质合金、钢等ygag30bag30cuzn29-3137-39余量680-77 0熔点稍低,润湿性及填缝能力好,适宜钎焊及铜合金ygag45bag45cuzn (hl303)44-4629-31余量665-745熔点稍低,润湿性及填缝能好,接头强度 高且能承受震动载荷,适用范围广ygag50bag50cuzn (hl304)49-5133-35余量690-775具有良好的漫流性和填满间隙能力,钎焊 接头强度高,塑性好,适用于钎焊铜及铜合金、钢及不锈钢ygag65bag65c uzn (h

电焊条牌号及用途
格式:pdf
大小:24KB
页数:9P
4.5
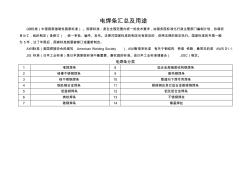
电焊条汇总及用途 2011年11月6日整理 gb标准(中国国家强制性国家标准)。国家标准:是在全国范围内统一的技术要求,由国务 院标准化行政主管部门编制计划,协调项目分工,组织制定(含修订),统一审批、编号、发 布。法律对国家标准的制定另有规定的,依照法律的规定执行。国家标准的年限一般为5年, 过了年限后,国家标准就要被修订或重新制定。 aws标准(美国焊接协会的缩写americanweldingsociety),aws有很多标准有关于钢 结构桥梁铁路,最常见的是awsd1.1. jis标准(日本工业标准)是日本国家级标准中最重要、最权威的标准。由日本工业标准调查 会(jisc)制定。 电焊条分类 1堆焊焊条8低合金高强度结构钢焊条 2铬镍不锈钢焊条9耐热钢焊条 3铬不锈钢焊条10管道向下焊专用焊条 4铜及铜合金焊条11耐候钢及其
电焊条牌号及用途
格式:pdf
大小:102KB
页数:14P
4.8
电焊条汇总及用途 gb标准(中国国家强制性国家标准)。国家标准:是在全国范围内统一的技术要求,由国务院标准化行政主管部门编制计划,协调项 目分工,组织制定(含修订),统一审批、编号、发布。法律对国家标准的制定另有规定的,依照法律的规定执行。国家标准的年限一般 为5年,过了年限后,国家标准就要被修订或重新制定。 aws标准(美国焊接协会的缩写americanweldingsociety),aws有很多标准有关于钢结构桥梁铁路,最常见的是awsd1.1. jis标准(日本工业标准)是日本国家级标准中最重要、最权威的标准。由日本工业标准调查会(jisc)制定。 电焊条分类 1堆焊焊条8低合金高强度结构钢焊条 2铬镍不锈钢焊条9耐热钢焊条 3铬不锈钢焊条10管道向下焊专用焊条 4铜及铜合金焊条11耐候钢及其它低合金耐候钢焊条 5低温钢焊条
常用电焊条分类简介资料
格式:pdf
大小:108KB
页数:9P
4.3
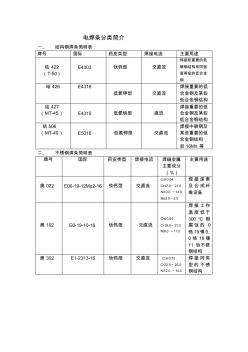
电焊条分类简介 一、结构钢焊条简明表: 牌号国际药皮类型焊接电流主要用途 结422 (t-50) e4303钛钙型交直流 焊接较重要的低 碳钢结构和同强 度等级的低合金 钢 结426e4316 低氢钾型交直流 焊接重要的低 合金钢及某些 低合金钢结构 结427 (mt-45)e4315低氢钠型直流 焊接重要的低 合金钢及某些 低合金钢结构 结506 (mt-40)e5016低氢钾型交直流 焊接中碳钢及 某些重要的低 合金钢结构, 如16mn等 二、不锈钢焊条简明表 牌号国际药皮类型焊接电流焊缝金属 主要成分 (%) 主要用途 奥022e00-19-12mo2-16钛钙型交直流 c≤0.04 cr17.0~21.0 ni10.0~14.0 mo2.0~2.5 焊接尿素 及合成纤 维设备 奥102e0-19-10-
电焊条牌号
格式:pdf
大小:474KB
页数:6P
4.6
电焊条的牌号 焊条牌号是根据焊条的主要用途、性能特点对焊条产品的具体命名。我国焊条牌号是按照国家标准gb 980—76《焊条分类及型号编制方法》制订的。1995年后,参照国际标准修订的新国标(gb/t5117—95、 gb/t5118—95、gb/t983—95等)颁布,同时废止了相应的旧焊条国家标准。焊条型号编制本应按照新 的焊条国家标准执行,由于目前国内焊条国家标准尚不全,而国内各行各业对原有的焊条牌号及编制方法 沿用已久,已成习惯,故新编制的《焊接材料产品样本》中仍保留了原焊条牌号,将新国家标准中的焊条 型号与原牌号对照并加以标注。 焊条牌号及编制方法如下。 电焊条的牌号共分为十大类,如结构钢焊条(包括低合金高强钢焊条)、耐热钢焊条、不锈钢焊条等。 焊条牌号通常以一个汉语拼音字母(或汉字)与三位数字表示。拼音字母(或汉字)表示焊条各大类,后 面的三位数字中
电焊条
格式:pdf
大小:127KB
页数:8P
4.7
电焊条 目录 作用 常用型号 分类 存放处理 作用 电焊条 焊条由焊芯及药皮两部分构成。焊条是在金属焊芯外将涂料(药皮)均匀、向心 地压涂在焊芯上。焊条种类不同,焊芯也不同。焊芯即焊条的金属芯,为了保证 焊缝的质量与性能,对焊芯中各金属元素的含量都有严格的规定,特别是对有害 杂质(如硫、磷等)的含量,应有严格的限制,优于母材。焊条中被药皮包覆的 金属芯称为焊芯。焊芯一般是一根具有一定长度及直径的钢丝。焊接时,焊芯有 两个作用:一是传导焊接电流,产生电弧把电能转换成热能,二是焊芯本身熔化 作为填充金属与液体母材金属熔合形成焊缝。 压涂在焊芯表面的涂层称为药皮。焊条的药皮在焊接过程中起着极为重要的作 用。若采用无药皮的光焊条焊接,则在焊接过程中,空气中的氧和氮会大量侵入 熔化金属,将金属铁和有益元素碳、硅、锰等氧化和氮化形成各种氧化物和氮化 物,并残留在焊缝中,造成焊缝

不锈钢管、焊接钢管、铸铁管单位重量表以及电焊条规格表
格式:pdf
大小:287KB
页数:9P
4.8
不锈钢管单位重量表 热轧不锈钢管(1cr18ni9ti)每米重量表 冷拔不锈钢管(1cr18ni9ti)每米重量表 焊接钢管单位重量表 电焊钢管每米重量表 水、煤气管每米重量表 电线管规格重量表 量表 上水铸铁管重量表 下水铸铁管重量表 电焊条规格表 结构钢电焊条每公斤根数换算表 电焊条规格重量表 十、不锈钢管单位重量表 热轧不锈钢管(1cr18ni9ti)每米重量表 公称直径 (外径×壁厚)(毫 米) 每米重量 (公斤) 公称直径 (外径×壁厚)(毫 米) 每米重量 (公斤) 公称直径 (外径×壁厚)(毫 米) 每米重量 (公斤) 76×3.56.2683×3.56.8689×48.38 47.147.794.59.38 4.57.934.58.71510.36 58.7559.625.511.33 5.
常用几种电焊条参数
格式:pdf
大小:7KB
页数:2P
4.7
常用几种电焊条参数 常用几种电焊条部分参数 j422是钛钙型药皮的碳钢焊条。具有优良的焊接工艺性能,电弧稳定,焊道美观,飞溅小, 交直流两用,可进行全位置焊接。 用于焊接较重要的低碳钢结构和强度等级低的低合金钢,如q235等。 x射线探伤要求:ⅱ级 焊接时参考电流:ac或dc(注:d在此表示低电压) j427是低氢钠型药皮的碳钢焊条。采用直流反接,可进行全位置焊接,具有优良的塑性、 韧性、抗裂性。 用于焊接重要的低碳钢和低合金钢结构。 x射线探伤要求:ⅰ级 焊接时参考电流:dc+ j507r是低氢钠型药皮的高韧性低合金钢焊条。采用直流反接,可进行全位置焊接。适用 于压力容器的焊接,也可用于其他低合金钢重要结构的焊接。 x射线探伤要求:ⅰ级 焊接时参考电流:dc+ 1.焊前焊条须经350℃烘焙1h,随烘随用。 2.焊前须对焊件清除铁锈、油污、水分等杂质。 3.
电焊条辅料
格式:pdf
大小:80KB
页数:14P
4.6
电焊条辅料 一、无机类 (一)矿石类 1、大理石:大理石又称云石,是重结晶的石灰岩,主要成分是caco3。大 理石是以大理岩为代表的一类岩石,包括碳酸盐岩和有关的变质岩,相对花岗石来说 一般质地较软。常见岩石有大理岩、石灰岩、白云岩、夕卡岩等。大理石粉通常用作 填料,还广泛用于人造地砖、橡胶、塑料、造纸、涂料、油漆、油墨、电缆、建筑用 品、食品、医药、纺织、饲料、牙膏等日用化工行业,作填充剂起到增加产品的体积, 降低生产成本。 电焊条用大理石粉须具有高白度、高纯度、粒径均匀等特点,其作用主要是造渣 和造气,其次是稳弧和提高熔渣的碱度以及脱硫等。 主要化学成分指标(%): caco3≥95s≤0.03p≤0.03 在焊条药皮中的作用: (1)脱硫; (2)稳弧; (3)分解co2,保护焊缝不被氧化、氮化; (4)造成短渣、使方向性焊接方便; (5)脱磷(间接)。 对焊
常用电焊条规格型号及用途相关
文辑推荐
知识推荐
百科推荐


职位:装修专业监理工程师
擅长专业:土建 安装 装饰 市政 园林


