




 新刀片材质耀世登场开启钢件车削新纪元
新刀片材质耀世登场开启钢件车削新纪元 新刀片材质耀世登场开启钢件车削新纪元
2013年9月18日,山特维克可乐满大中华区新闻发布会在北京隆重召开。会上,山特维克可乐满推出了历经5年研发、对材料科学界具有突破性意义的新一代涂层硬质合金材质gc4325以及1800多种coropak13.2新品。gc4325材质能够在最广泛的钢件车削应用范围内,拥有更加卓越的性能、更长的刀具寿命、杰出的可预测性和超凡的耐用性。
改进车削不锈钢、铝合金时积屑瘤的措施 改进车削不锈钢、铝合金时积屑瘤的措施
分析了车削加工过程中积屑瘤的形成原因及其有利影响和不利影响。探讨了加工中常用材料不锈钢、铝合金的加工特性,通过实验提出了相应的既能保证加工精度又能提高车削效率的改进措施。
编辑推荐下载
高锰钢零件的车削加工 高锰钢零件的车削加工
格式:pdf
大小:682KB
页数:2P
 4.7
4.7
本文通过对零件材料、结构工艺特点的分析,采用了自制的夹具,选择合理的加工方法及刀具切削参数,很好地解决了高锰钢零件难加工的问题,保证了产品的质量。
耐磨铸铁件的优化车削加工 耐磨铸铁件的优化车削加工
格式:pdf
大小:94KB
页数:1P
4.3
车削耐磨铸铁件如水泵轴套等硬脆材料时,为防止切后崩碎成针状或碎片可能伤人,并易研损机床的滑动面,这时应设计使切屑连成卷状,文章以耐磨铸铁件轴套为试样,研究切屑形状与切削用量的关系,通过试验优选出了车利耐磨铸铁件水泵轴套的切削用量。生产中,使用推荐的切削用量后,取得明显的经济效益。
车削钢件的合理断屑热门文档

钢件切削液
格式:pdf
大小:20KB
页数:2P
4.7
钢件切削液 13年切削液生产研发经验,专业解决金属切削难题 钢件切削液,具有优秀的润滑性能,防锈性能和冷却性能。废屑沉淀快,含有特效防氧 化成份,可有效杜绝铜合金和铝合金工件在加工后出现白斑或发黑等氧化变色现象,适用于 铝合金、铜合金、不锈钢、合金钢、铸铁、高碳钢等材料的切削、磨削、钻孔、冲压等金属 加工方式。【美科切削液全国招商火热进行中,诚邀您的加盟!】 一、钢件切削液参数: 产品名称钢件切削液 品牌美科切削液 物理状态液态 外观颜色浅黄色(原液)乳白色(1::20稀释后) 与水形容性100%互溶 推荐使用浓度3%-5% ph值8.5-9.5 包装18l(塑料桶)200l(大铁桶) 全国免费咨询热线400-8898-938 二、钢件切削液相关推荐: 铝合金切削液东莞美科铝合金切削液为绿色透明粘稠液,新加坡技术,原料进口,工艺 先进。具有防锈

车削钢件的合理断屑精华文档

不锈钢的车削加工
格式:pdf
大小:143KB
页数:8P
4.4
技师论文 工种:车工 题目:不锈钢的车削加工 姓名: 身份证号: 等级: 准考证号: 培训单位: 鉴定单位: 日期: 2 目录 一、前言⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯.1 二、不锈钢主要的特点⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯3 三、刀具选择⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯.4 1、刀具材料选择⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯.4 2、刀具几何角度选择⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯.4 四、切削参数的选择⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯.6 1、切削用量的选择⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯.6 2、切削液的选择⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯.7 五、不锈钢零件的车削实例⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯.7 六、结束语⋯⋯
不锈钢材料的车削技巧 不锈钢材料的车削技巧
格式:pdf
大小:895KB
页数:1P
4.5
不锈钢按化学成分可分为铬不锈钢和铬镍不锈钢两类。车削不锈钢材料时,应选用功率较大的设备,刀具应具有较大的刚性和良好的刃磨质量。一、刀具材料常用的刀具材料有硬质合金和高速钢两大类。在硬质
不锈钢薄板类工件的车削工艺 不锈钢薄板类工件的车削工艺
格式:pdf
大小:111KB
页数:2P
4.8
我公司承揽的风电项目中,需要加工一批不锈钢(1cr18ni9)材质的薄板类密封环(见图1)。现介绍该类密封环的车序加工工艺措施,为解决不锈钢薄板类工件的加工提供一种新方法。
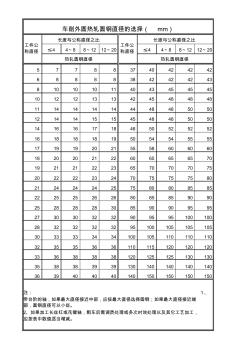
车削外圆热轧圆钢直径的选择
格式:pdf
大小:28KB
页数:1P
4.5
≤44~88~1212~20≤44~88~1212~20 577883740424242 688883842424243 8101010114043454545 10121213134245484848 11141414144448485050 12141415154548485050 14161617184650525252 16181818195054545555 17191920215558606060 18202021226065656570 19212122236570707075 20222223247075757580 2124242425
不锈钢复合组件的车削加工 不锈钢复合组件的车削加工
格式:pdf
大小:283KB
页数:3P
4.5
本文所述不锈钢组件为某产品上的重要零件,是由金属壳体与玻璃纤维组成的复合材料,均属于难加工材料,组件薄壁,易变形,加工精度差。在研制阶段中加工的产品质量不理想,零件的尺寸精度和形位公差均难于控制,生产效率低。针对这些
车削钢件的合理断屑最新文档
奥氏体不锈钢薄壁套的车削探究 奥氏体不锈钢薄壁套的车削探究
格式:pdf
大小:155KB
页数:1P
4.7
奥氏体不锈钢材料材料塑性和韧性高,切削温度高,加工硬化严重,切削力大,切屑易粘连,加工精度难以保证。薄壁零件,在切削力作用下容易产生振动和变形,要改进工艺路线,形成刚性较好的工艺系统,恰当选择刀具角度和合适的切削用量,必须改径向夹紧为轴向加紧,同时要以内圆为定位基准,可以采用弹性心轴装夹。
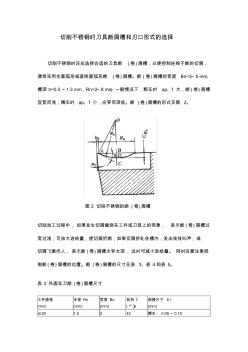
切削不锈钢时刀具断屑槽和刃口形式的选择
格式:pdf
大小:89KB
页数:3P
4.5
切削不锈钢时刀具断屑槽和刃口形式的选择 切削不锈钢时还应选择合适的刀具断(卷)屑槽,以便控制连绵不断的切屑, 通常采用全圆弧形或直线圆弧形断(卷)屑槽。断(卷)屑槽的宽度bn=3~5mm, 槽深h=0.5~1.3mm,rn=2~8mm。一般情况下,粗车时ap、f大,断(卷)屑槽 宜宽而浅;精车时ap、f小,应窄而深些。断(卷)屑槽的形式见图2。 图2切削不锈钢的断(卷)屑槽 切削加工过程中,如果发生切屑缠绕在工件或刀具上的现象,表示断(卷)屑槽过 宽过浅,可加大进给量,使切屑折断;如果切屑挤轧在槽内,发出吱吱叫声,或 切屑飞溅伤人,表示断(卷)屑槽太窄太深,这时可减小进给量。同时还要注意控 制断(卷)屑槽的位置。断(卷)屑槽的尺寸见表3、表4和表5。 表3外圆车刀断(卷)屑槽尺寸 工件直径 (mm) 半径rn
车削、支撑复合功能中心架 车削、支撑复合功能中心架
格式:pdf
大小:1.0MB
页数:2P
4.7
传统的深孔钻镗床需要先在通用卧车上加工好外圆和端面后,才转到深孔钻进行钻、镗孔工序。而车削、支撑复合功能中心架不仅可以作为工件的辅助支撑,还可以同时完成车削工序,保证一次性装夹,将两台机床完成的任务在一台机床上完成,缩短了零件加工周期,提高了工作效率。
车轴集电环车削用夹具的设计 车轴集电环车削用夹具的设计
格式:pdf
大小:1.3MB
页数:3P
4.5
介绍了日本东海铁路公司名古屋工厂为了在车削车轴集电环时,不实施齿轮传动箱的分解、组装,以提高作业效率,制作了齿轮箱搁置台、齿轮箱悬吊部固定夹具、轴承压盖固定用夹具。经试验表明,可以顺利实施集电环车削作业,并缩短作业时间。
最耐磨的钢件车削材质等级TP0500 最耐磨的钢件车削材质等级TP0500
格式:pdf
大小:177KB
页数:未知
4.4
高速加工、干式加工等技术和难加工工件材料的发展不断地向切削刀具制造商们施压,要求开发出能实现更高速度、提供更长刀具寿命以及经得住严峻加工工况考验的新产品。
耐磨铸铁件的车削加工 耐磨铸铁件的车削加工
格式:pdf
大小:47KB
页数:1P
4.3
车削耐磨铸件件如水泵轴套等硬脆材料时,为防止切屑崩碎成针状或碎片可能伤人,并易研损机床的滑动面,这时应设计使切屑连成卷状,本文以耐磨铸铁件轴套为试样,研究切屑形状与切削用量的关系,通过试验优选出了车削耐套的切削用量。生产中,使用推荐的切削用量后,取得明显的经济效益。
耐磨铸铁件的车削加工 耐磨铸铁件的车削加工
格式:pdf
大小:47KB
页数:未知
4.6
车削耐磨铸铁件如水泵轴套等硬脆材料时,为防止切屑崩碎成针状或碎片可能伤人,并易研损机床的滑动面,这时应设计使切屑连成卷状,本文以耐磨铸铁件轴套为试样,研究切屑形状与切削用量的关系,通过试验优选出了车削耐磨铸铁件水泵轴套的切削用量。生产中,使用推荐的切削用量后,取得明显的经济效益。
最耐磨的钢件车削材质等级TP0500 最耐磨的钢件车削材质等级TP0500
格式:pdf
大小:157KB
页数:未知
4.6
诸如高速加工、干式加工等技术和难加工工件材料的发展将不断向切削刀具制造商们施压,要求他们开发出能实现更高的速度、提供更长的刀具寿命以及经得住严峻的加工工况考验的新产品。这些要求所引发的一些问题包括在切削区内升高的温度,即应用于切削过程的许多能量被转变成了热量。此外,虽然在加工过程中产生的热量通过减少切屑形成所需要的力,能有助于使切削作用更容易,但它也会流入切削刃,引起刀具的塑性变形,对刀具寿命产生负面影响。
车削钢件的合理断屑相关
文辑推荐
知识推荐
百科推荐


职位:房地产土地资产评估师
擅长专业:土建 安装 装饰 市政 园林


