

纯铜焊接工艺探讨
格式:pdf
大小:20KB
页数:3P
人气 :51
 4.5
4.5
纯铜焊接工艺探讨 摘要:本文通过对纯铜的物理性能及焊接性分析, 经过摸索试验, 总结出一 套行之有效的纯铜手工氩弧焊焊接施工方法。 关键词:氩弧焊; 预热; 纯铜; 焊剂 引言 纯铜是含 Cu 量不低于 99.9 的工业纯铜,纯铜的密度为 8.96g/m3,熔点为 1083℃,具有面心立方晶格的晶体结构, 因此具有优良的导电性, 在金属中仅次 于银,导热性仅次于金和银, 在大气、海水中具有良好的耐蚀性及良好的低温塑 性,被广泛应用于导电元件或导体,常应用于电站的母线上。 1.纯铜焊接特点 由表 1可看出铜焊接性有别于钢和铝,其焊接时主要存在以下几点问题: 1.1. 未熔合、易变形 由表 1 可知铜的热导系数在 20℃时约为铁的 7.2 倍,1000℃时约为铁的 11 倍,焊接时热 量迅速从加热区传导出去, 加热范围扩大, 使母材与填充金属难以熔合, 因 此焊接时要采用大功率热源,焊前要采取



 不锈钢电炉渣门通道纯铜焊接工艺方案探讨与制定
不锈钢电炉渣门通道纯铜焊接工艺方案探讨与制定 不锈钢电炉渣门通道纯铜焊接工艺方案探讨与制定
本文针对不锈钢厂电炉渣门通道在焊接修复过程中,出现的焊缝金属熔合困难、成形差,以及焊后极易产生扩散性气孔、反应性气孔和热裂纹等问题,进行了原因分析和探讨,并制定了相应的防控措施和实施方案,解决了铜焊时常见的焊接缺陷,提升检修人员对有色金属焊接技术的掌控能力。

编辑推荐下载
紫铜焊接
格式:pdf
大小:58KB
页数:9P
4.5
紫铜焊接? 紫铜焊接是被焊工件的材质(这里指紫铜),通过加热或加压或两者并用,并且用 或不用填充材料,使工件的材质紫铜达到原子间的建和而形成永久性连接的工艺过程, 一般用于工业 紫铜焊接过程中,工件和焊料熔化形成熔融区域,熔池冷却凝固后便形成材料之间 的连接。这一过程中,通常还需要施加压力。紫铜焊接的能量来源有很多种,包括气体 焰、电弧、激光、电子束、摩擦和超波等。19世纪末之前,唯一的紫铜焊接工艺是铁匠 沿用了数百年的金属锻焊。最早的现代紫铜焊接技术出现在19世纪末,先是弧焊和氧燃 气焊,稍后出现了电阻焊。 紫铜焊接的分类:金属的紫铜焊接,按其工艺过程的特点分有熔焊,压焊和钎焊三大 类. 熔焊是在紫铜焊接过程中将工件接口加热至熔化状态,不加压力完成紫铜焊接的方 法。熔焊时,热源将待焊两工件接口处迅速加热熔化,形成熔池。熔池随热源向前移动, 冷却后形成连续焊缝而将两工
紫铜和黄铜焊接方法
格式:pdf
大小:11KB
页数:2P
4.6
紫铜和黄铜焊接方法 紫铜的焊接: 焊接紫铜(即一般所称的工业纯铜)的方法有气焊、手工碳弧焊、手工电弧焊和手工 氩弧焊等方法,大型结构也可采用自动焊。 1.紫铜的气焊 焊接紫铜最常用的是对接接头,搭接接头和丁字接头尽量少采用。气焊可采用两种焊丝,一 种是含有脱氧元素的焊丝,如丝201、202;另一种是一般的紫铜丝和母材的切条,采用气 剂301作助熔剂。气焊紫铜时应采用中性焰。 2.紫铜的手工电弧焊 在手工电弧焊时采用紫铜焊条铜107,焊芯为紫铜(t2、t3)。焊前应清理焊接处边 缘。焊件厚度大于4毫米时,焊前必须预热,预热温度一般在400~500℃左右。用铜107 焊条焊接,电源应采用直流反接。 焊接时应当用短弧,焊条不宜作横向摆动。焊条作往复的直线运动,可以改善焊缝的成 形。长焊缝应采用逐步退焊法。焊接速度应尽量快些。多层焊时,必须彻底清除层间的熔渣。
纯铜焊接工艺探讨热门文档
锡青铜焊接要点
格式:pdf
大小:465KB
页数:2P
4.6
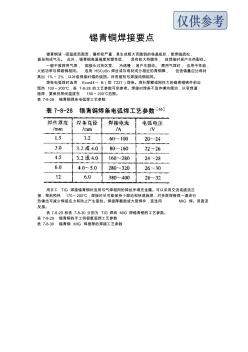
锡青铜焊接要点 锡青铜液-固温度范围宽,偏析较严重,易生成粗大而脆弱的枝晶组织,使焊缝疏松, 甚至构成气孔。此外,锡青铜高温强度和塑性低,具有较大热脆性,故焊接时易产生热裂纹。 一般不推荐用气焊,固接头过热区宽、冷速慢,易产生裂纹。需用气焊时,应用中性焰, 火焰功率与焊碳钢相同。选用hscusn焊丝或与母材成分相近的青铜棒,但含锡量应比母材 高出1%~2%,以补偿焊接时锡的烧损。所用熔剂与焊接纯铜相同。 焊条电弧焊时选用ecusⅱ一b(即t227)焊条。焊补厚擘或刚性大的锡青铜铸件前应 预热100~200℃,表7-8-28的工艺参数可供参考。焊接时焊条不宜作横向摆动,以窄焊道 施焊,要保持层间温度在150~200℃范围。 表7-8-28锡青铜焊条电弧焊工艺参数 用手工tig焊接锡青铜时选用与气焊相同的焊丝作填充金属。可以采用交流或直流正
铜包钢焊接工艺
格式:pdf
大小:1.4MB
页数:6P
4.7
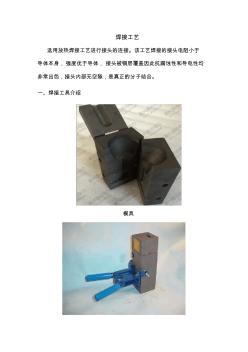
焊接工艺 选用放热焊接工艺进行接头的连接。该工艺焊接的接头电阻小于 导体本身,强度优于导体,接头被铜层覆盖因此抗腐蚀性和导电性均 非常出色,接头内部无空隙,是真正的分子结合。 一、焊接工具介绍 模具 模具和模具夹 焊药、引火药及合金托片 引火枪 二、模具与模夹的选用及焊接前准备工作 1、调节方法如下: (ⅰ)使模夹置于打开状态 (ⅱ)松开模夹固定栓锁扣 (ⅲ)取出固定栓 (ⅳ)调整调节螺丝,逆时针旋转(松),反之则紧 (ⅴ)插入固定栓与锁扣 (ⅵ)开合模夹,观察模具闭合效果 2、首先,对模具进行烘干和除湿处理,用加热工具(点火气枪等), 驱除水气。久未使用的模具内含有水分,尤其是前次使用完后没有清 理干净的模具,含有水分更多。 3、再对模具进行除湿的同时,对即将焊接的材料也要进行加热,使 用软毛刷清除模具锅腔内和材料接头的表面杂物。 4、模夹是用于开合模具的,模夹的紧密度对熔接的效
铜的焊接工艺
格式:pdf
大小:18KB
页数:5P
4.6
铜的焊接工艺规程.doc 铜及铜合金的焊接工艺 铜具有优良的导电性、导热性、耐腐蚀性、延展性及一定的强度等特性。在电气、电 子、化工、食品、动力、交通及航空航天工业中得到广泛应用。在纯铜(紫铜)中添加10 余种合金元素,形成固溶体的各类铜合金,如加锌为黄铜;加镍为白铜;加硅为硅青铜; 加铝为铝青铜等等。 铜及铜合金可用钎焊、电阻焊等工艺方法实现连接,在工业发达的今天、熔焊已占据 主导地位。用焊条电弧焊、tig焊、mig焊等工艺方法容易实现铜及铜合金的焊接。 影响铜及铜合金焊接性的工艺难点主要有四项元素:一是高导热率的影响。铜的热导 热率比碳钢大7~11倍,当采用的工艺参数与焊接同厚度碳钢差不多时,则铜材很难熔化, 填充金属和母材也不能很好地熔合。二是焊接接头的热裂倾向大。焊接时,熔池内铜与其 中的杂质形成低熔点共晶物,使铜及铜合金具有明显的热脆性,产生热裂纹。三是产生气 孔的缺
纯铜焊接工艺探讨精华文档

铜包钢焊接工艺
格式:pdf
大小:1.4MB
页数:7P
4.4
铜包钢焊接工艺 焊接工艺 选用放热焊接工艺进行接头的连接。该工艺焊接的接头电阻小于 导体本身,强度优于导体,接头被铜层覆盖因此抗腐蚀性和导电性均 非常出色,接头内部无空隙,是真正的分子结合。 一、焊接工具介绍 模具 模具和模具夹 焊药、引火药及合金托片 引火枪 二、模具与模夹的选用及焊接前准备工作 1、调节方法如下: (ⅰ)使模夹置于打开状态 (ⅱ)松开模夹固定栓锁扣 (ⅲ)取出固定栓 (ⅳ)调整调节螺丝,逆时针旋转(松),反之则紧 (ⅴ)插入固定栓与锁扣 (ⅵ)开合模夹,观察模具闭合效果 2、首先,对模具进行烘干和除湿处理,用加热工具(点火气枪等), 驱除水气。久未使用的模具内含有水分,尤其是前次使用完后没有清 理干净的模具,含有水分更多。 3、再对模具进行除湿的同时,对即将焊接的材料也要进行加热,使 用软毛刷清除模具锅腔内和材料接头的表面杂物。 4、模夹是用于开合模具的,模夹的紧
铜管焊接工艺
格式:pdf
大小:84KB
页数:4P
4.4
铜管焊接工艺 1、总论 制冷空调中的制冷系统,一般用铜铝等有色金属材料,在制造、安装和维修过程中,管 道的焊接是关键的一环,它不但影响美观,更重要的是影响到系统能否正常工作灯问题,必 须引起高度重视。 2、焊料的选用 制冷空调的管件多是用铜(紫)管材,常用的焊料类型有铜磷焊料、银铜焊料、铜锌焊 料等。在焊接时要根据管道材料的特点,正确的选择焊料及熟练地操作,以确保焊接的质量。 2.1对同类材料的焊接 2.1.1铜与铜的钎焊 可选用磷铜焊料或含银量低的磷铜焊料,如2%或5%的银基焊料。这种焊料价格较为 便宜,且有良好的溶液,采用填缝和湿润工艺,不需要焊剂。 2.1.2钢与钢的焊接 可选用黄铜条焊料加适当的焊剂。焊接时。将焊料加热到一定温度后插放在焊剂中,使 焊剂溶化后附着在焊料上,但焊后必须将焊口附近的残留焊剂用热水或水蒸气刷洗干净,防 止产生腐蚀。在使


铜管焊接工艺
格式:pdf
大小:8KB
页数:3P
4.5
一、焊接 总要求:保证管路不泄漏,焊接管路横平竖直焊液均匀分布于焊缝。保证各部件的功 能完好无损,注意各阀件的方向性。 1.铜管下料 a.工具:割管刀,卷尺,线号笔,锉 b.步骤: ①根据图纸要求的尺寸和管径,用卷尺量取相应的长度,并用线号笔记下位置 ②较粗的铜管要固定后,再用割刀拆下,要保证割口平齐,不变形 ③用锉把割口毛边锉平,并用抹布擦拭干净 2.焊接 a.工具:焊枪,乙炔瓶,氧气瓶,氮气瓶 b.步骤: ①检查氧气瓶和乙炔瓶内的量是否足够 ②根据图纸要求来进行焊接 ③在焊接电磁阀时,应把电磁阀的线圈拆下,以防毁坏,并注意其流向 ④焊接其它部件,如液镜、膨胀阀、单向阀等应注意焊接时受热损坏,必要时可把 可拆部件卸下,并用湿棉布包裹被焊阀体 ⑤焊接时应在被焊管内通低速氮气,防止氧化 ⑥焊接完毕后,冷却,用干燥氮气清理管内氧化物和焊渣 二、焊接 1.0焊
纯铜焊接工艺探讨最新文档

铜镍管焊接工艺规范
格式:pdf
大小:70KB
页数:5P
4.6
q/sws41-006-2006 1 铜镍管焊接工艺规范 1范围 本规范规定了铜镍管焊接的焊接前准备、人员、工艺要求、工艺过程和检验。 本规范适用于各类船舶铜镍管的焊接。 2规范性引用文件 q/sws60-001.2-2003船舶建造质量标准建造精度 3焊接前准备 3.1焊接方法 铜镍合金管材采用钨极氩弧焊焊接。 3.2材料 3.2.1铜镍合金管材:cuni10fe1mncuni30mn1fe等。 3.2.2焊接材料:氩弧焊焊丝:铜镍管焊接用hscuni(φ2.5mm)和kw-tcuni(φ2.4mm)。 气体:氩气ar纯度≥99.99% 钨棒:φ1.6mm~φ3.2mm。 3.3焊接设备 使用的焊机应严格进行定期检测维修,确保良好的操作性能。 3.4坡口型式 3.4.1当
铜铜焊接及铜钢焊接技术在氧枪喷头产品中的应用 铜铜焊接及铜钢焊接技术在氧枪喷头产品中的应用
格式:pdf
大小:633KB
页数:4P
4.6
焊接技术是现代工业和科学技术发展的产物,是现代工业制造技术的一个重要的组成部分。通过对氧枪喷头产品中的焊接工艺难点进行试验研究,制定了可行的技术方案,保证了产品使用性能的要求。针对产品的结构,对焊接方法的选择进行了综合分析,通过试验研究,确定适于生产的工艺方案,以保证产品质量满足使用性能。对产品铜-铜焊接工艺进行了较系统研究,主要分析了铜与铜合金的焊接性;钎焊特点;钎焊接头的形成过程,其中包括钎料和母材金属成份、钎焊温度等。同时对氧枪喷头内部结构的钎焊工艺性从选用钎料、钎焊工艺试验两个方面进行了分析研究,并且针对氧枪喷头铜-钢焊接工艺性、对零件材质焊接性进行了分析,运用了铜钢电子束焊接,铜钢钨极氩弧焊接,铜钢熔化极氩弧焊接等方法进行了试验,确定了适于批量生产的工艺方法,经生产验证产品达到了各项技术性能指标。

常见的焊接工艺及钢结构焊接工艺
格式:pdf
大小:37KB
页数:14P
4.5
目前常用的焊接工艺有: →电弧焊(氩弧焊、手弧焊、埋弧焊、钨极气体保护电弧焊、等离子弧焊、气体 保护焊) →电阻焊 →高能束焊(电子束焊、激光焊) →钎焊 →以电阻热为能源:电渣焊、高频焊; →以化学能为焊接能源:气焊、气压焊、爆炸焊; →以机械能为焊接能源:摩擦焊、冷压焊、超声波焊、扩散焊 焊接工艺精度变形热影响焊缝质量焊料使用条件 激光焊精密小很小好无 钎焊精糙一般一般一般需要整体加热 电阻焊精糙大大一般无需要电极 氩弧焊一般大大一般需要需要电极 等离子焊较好一般一般一般需要需要电极 电子束焊精密小小好无需要真空 1.电弧焊 电弧焊是目前应用最广泛的焊接方法。它包括有:手弧焊、埋弧焊、钨极气体保 护电弧焊、等离子弧焊、熔化极气体保护焊等。绝大部分电弧焊是以电极与工 件之间燃烧的电弧作热源。在形成接头时,可以采用

焊接工艺和焊接工艺评定的对话
格式:pdf
大小:29KB
页数:5P
4.4
wewillcontinuetoimprovethecompany'sinternalcontrolsystem,andsteadyimprovementinabilitytomanageandcontrol,optimizebusinessprocesses,toensuresmoothprocesses,responsibilitiesinplace;tofurtherstrengtheninternalcontrols,playacontrolpostindependentoversightroleofevaluationcomplyingwiththird-partyresponsibility;toactivelymakeuseofinte
 钨铜合金与纯铜焊接接头的电阻率测试
钨铜合金与纯铜焊接接头的电阻率测试 钨铜合金与纯铜焊接接头的电阻率测试
格式:pdf
大小:446KB
页数:未知
4.7
分别用真空扩散焊、真空钎焊和空气中钎焊3种方法进行了钨铜合金与纯铜的焊接,研究了不同连接方法对接头电阻率的影响。结果表明:真空钎焊和真空扩散焊较容易实现钨铜合金与纯铜的连接,但在空气中钎焊时接头较容易出现焊接缺陷,因而造成3种接头的电阻率不同。真空扩散焊接头的电阻率最低,与钨铜合金的电阻率接近,空气中钎焊接头的电阻率最高。当接头的导电性是最关键指标时,应首选真空扩散焊方法完成连接;如果对导电性要求不是很苛刻可以选择真空钎焊,其他情况在空气中钎焊即可。
紫铜管的氩弧焊焊接工艺 紫铜管的氩弧焊焊接工艺
格式:pdf
大小:83KB
页数:未知
4.5
紫铜管的氩弧焊焊接工艺河北省电建第二工程公司邓子刚手工钨极氩弧焊焊接紫铜管克服了氧一乙炔焊存在的缺点,使焊接接头强度高,成型美观漂亮。本文主要介绍了手工钨极氩弧焊焊接不同壁厚紫铜管的焊前准备,焊接材料以及焊接工艺。经上安电厂氢站紫铜管的焊接和赞皇县化...

焊接工艺报告
格式:pdf
大小:60KB
页数:6P
4.4
12东南-pd-2005-949 序号报告名称报告编号页数 1 建筑钢结构焊接工艺评定报告 (钢板横对接/气保焊 q235bδ=20mm) 东南-pd-2009-3710 2建筑钢结构焊接工艺评定报告 (角接接头对接/q235bδ=20mm) 东南-pd-2009-389 3建筑钢结构焊接工艺评定报告 (钢板对接/气保焊q235bδ=20mm) 东南-pd-2009-3910 4 建筑钢结构焊接工艺评定报告 (钢板对接/气保焊q235b+q345b δ=25mm) 东南-pd-2009-4010 5 建筑钢结构焊接工艺评定报告 (t形对接与角接组合焊q235b δ=20mm) 东南-pd-2009-4110 6 建筑钢结构焊接工艺评定报告 (t形对接与角接组合焊/气保焊 q235b δ=20mm+q345bδ=50mm) 东南-pd-
纯铜焊接工艺探讨相关
文辑推荐
知识推荐
百科推荐


职位:消防设备技术员
擅长专业:土建 安装 装饰 市政 园林


