

成套电器钣金加工车间设计制造集成运行支持系统
格式:pdf
大小:2.0MB
页数:8P
人气 :70
 4.8
4.8
针对多品种小批量甚至单件客户化定制生产模式下,成套电器制造企业钣金规格品种繁多、设计资料数据量大、生产加工任务重等特点以及对设计制造集成优化运行的需求,提出了一种支持钣金件从三维CAD、二维展开、工艺设计、优化排料、数控编程到数控加工整个设计制造过程信息共享与业务协同的集成运行模式,并基于面向服务架构(service-oriented architecture,SOA)建立了该模式运行支持系统的集成框架、功能结构和运行流程。最后,将该系统在重庆某成套电器制造企业进行了实际应用,取得了良好应用效果。



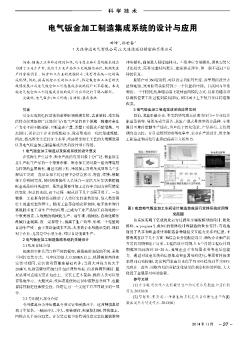
电气钣金加工制造集成系统的设计与应用
随着工业革命进程的加快,电子技术和计算机技术被应用到了工业生产中,成为了工业产品加工大规模自动化、机械化生产的重要因素。钣金加工企业的规模较小,没有形成统一化的集成规模,因此,提高钣金工艺的加工水平,推进钣金加工工艺的大规模发展以及电气钣金加工制造集成系统的设计刻不容缓。本文就电气钣金加工制造集成系统的设计与应用进行了深入探讨。
钣金加工工艺
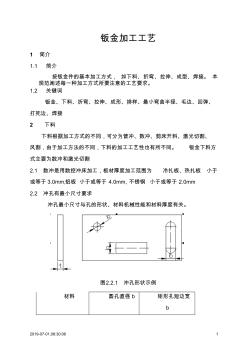
2019-07-01,08:30:061 钣金加工工艺 1简介 1.1简介 按钣金件的基本加工方式,如下料、折弯、拉伸、成型、焊接。本 规范阐述每一种加工方式所要注意的工艺要求。 1.2关键词 钣金、下料、折弯、拉伸、成形、排样、最小弯曲半径、毛边、回弹、 打死边、焊接 2下料 下料根据加工方式的不同,可分为普冲、数冲、剪床开料、激光切割、 风割,由于加工方法的不同,下料的加工工艺性也有所不同。钣金下料方 式主要为数冲和激光切割 2.1数冲是用数控冲床加工,板材厚度加工范围为冷扎板、热扎板小于 或等于3.0mm,铝板小于或等于4.0mm,不锈钢小于或等于2.0mm 2.2冲孔有最小尺寸要求 冲孔最小尺寸与孔的形状、材料机械性能和材料厚度有关。 图2.2.1冲孔形状示例 材料圆孔直径b矩形孔短边宽 b 2019-07-01,08:30:062
编辑推荐下载

钣金加工检验标准
格式:pdf
大小:36KB
页数:4P
4.4
4.原材料检验标准 4.1金属材料 4.1.1钣材厚度及质量应符合国标,采用的钣材需出示性能测试报告及厂商证明。 4.1.2材料外观:平整无锈迹,无开裂与变形。 4.1.3尺寸:按图纸或技术要求执行,本司未有的按现行国标执行。 4.2通用五金件、紧固件 4.3.1外观:表面无绣迹、无毛刺批锋,整批来料外观一致性良好。 4.3.2尺寸:按图纸与国标要求,重要尺寸零缺陷。 4.3.2性能:试装配与使用性能符合产品要求。 5.工序质量检验标准 5.1冲裁检验标准 l对有可能造成伤害的尖角、棱边、粗糙要做去除毛刺处理。 l图纸中未明确标明之尖角(除特别注明外)均为r1.5。 l冲压加工所产生的毛刺,对于门板、面板等外露可见面应无明显凸起、凹陷、粗糙不平、 划伤、锈蚀等缺陷。 l毛刺:冲裁后毛刺高l≤5%t(t为板厚)。 l划伤
钣金加工:压铆手册..
格式:pdf
大小:1.3MB
页数:14P
4.6
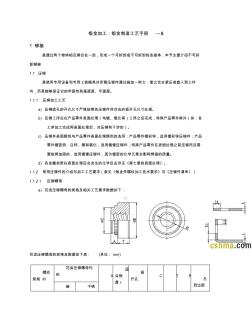
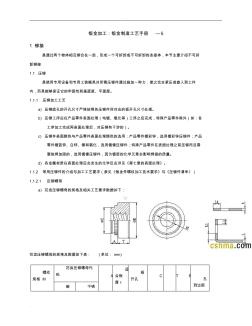
钣金加工:钣金制造工艺手册—5 1铆接 是通过两个物体相互铆合在一起,形成一个可拆卸或不可拆卸的连接体,本节主要介绍不可拆 卸铆接 1.1压铆 是使用专用设备和专用工装模具对所需压铆件通过施加一种力,使之完全紧压或嵌入到工件 内,而具能够保证它的牢固性和垂直度、平面度。 1.1.1压铆加工工艺 a)压铆底孔的开孔尺寸严格按照各压铆件所对应的板开孔尺寸处理。 b)压铆工序应在产品零件表面处理(电镀、氧化等)工序之后完成,特殊产品零件除外(如:各 工序加工完成再表面处理后,对压铆有干涉的)。 c)压铆件表面颜色与产品零件表面处理颜色的选用:产品零件镀彩锌,选用镀彩锌压铆件;产品 零件镀蓝锌、白锌、镍和氧化,选用镀镍压铆件;特殊产品零件在表面处理之前压铆而且需 要烧焊加固的,选用镀镍压铆件,因为镀层的化学元素会影响焊接的质量。 d)各金属材质在表面处理后会发生的化学反应详见《第七
成套电器钣金加工车间设计制造集成运行支持系统热门文档
钣金加工:压铆手册
格式:pdf
大小:1.3MB
页数:14P
4.5
. . 钣金加工:钣金制造工艺手册—5 1铆接 是通过两个物体相互铆合在一起,形成一个可拆卸或不可拆卸的连接体,本节主要介绍不可拆 卸铆接 1.1压铆 是使用专用设备和专用工装模具对所需压铆件通过施加一种力,使之完全紧压或嵌入到工件 内,而具能够保证它的牢固性和垂直度、平面度。 1.1.1压铆加工工艺 a)压铆底孔的开孔尺寸严格按照各压铆件所对应的板开孔尺寸处理。 b)压铆工序应在产品零件表面处理(电镀、氧化等)工序之后完成,特殊产品零件除外(如:各 工序加工完成再表面处理后,对压铆有干涉的)。 c)压铆件表面颜色与产品零件表面处理颜色的选用:产品零件镀彩锌,选用镀彩锌压铆件;产品 零件镀蓝锌、白锌、镍和氧化,选用镀镍压铆件;特殊产品零件在表面处理之前压铆而且需 要烧焊加固的,选用镀镍压铆件,因为镀层的化学元素会影响焊接的质量。 d)各金属材质在表面处理后会发生的化学反
车间设计
格式:pdf
大小:21KB
页数:10P
4.7
车间设计目的:为了建设新的企业、扩建或改建老企业。 车间设计任务:对需建设的企业做出技术与经济的详细规划,确定出企业的生产 经济状况,技术经济指标及施工的组织方法等。 车间工艺设计主要任务:①技术任务。确定产品品种、规格、质量标准及年产量; 确定产品的生产方案及生产工艺过程,选取主要设备并确定其必要的数量;选择 与计算机辅助设备;计算完成年计划产量所需的原料、材料及动力消耗;提出动 力、运输、照明、采暖、通风、供水排水等各项设计要求;计算车间所需面积, 车间内主要设备与辅助设备的布置;确定厂房形式和主要尺寸,画出车间平面布 置图,提出安全、环保等措施②组织任务。研究车间的成产劳动组织,确定职 工人数及编制,制定劳动定额等③经济任务:计算及制定基本建设投资额,生 产预算,计划单位产品成本及综合技术经济指标等内容。 车间设计内容:包括生产工艺、设备、土建、供水和排水
钣金加工工艺规范通则
格式:pdf
大小:21KB
页数:5P
4.5
钣金加工工艺规范通则 1、制件总体质量要求: 制件材质:符合图纸要求;材料厚度公差在+/-0.1mm以内。 制件表面:无明显划伤,表面处理符合图纸要求,对于不锈钢拉丝面, 纹理方向正确;表面无凹坑、麻点及其它质量缺陷,色泽均匀;折弯缝隙 小、均匀,沿折弯线方向无明显的折弯痕迹。焊缝均匀、光滑、无焊接残 色;边缘光滑无毛刺;锐角倒钝;表面无锈斑;对于管材制件(矩管、方 管与圆管),断口规则,内外均不能有毛刺,去毛刺时不能把断口截面打磨 出坡口。 制件尺寸:关键尺寸及角度严格在图纸公差范围以内,非关键性尺寸与 角度参考未注公差。 制件包装:总体要求为经济、安全、可靠、防潮、易于装卸;保证无论 是海运还是空运过程中不出现制件之间磕碰与摩擦,从而引发制件出现任何 质量问题。原则上不鼓励采用实木包装,除非客户特殊要求。包装外标识清 晰、内容齐全、美观、符合客户需求。 2、工艺
 基于组件的机械制造车间制造管理信息化支持系统研究
基于组件的机械制造车间制造管理信息化支持系统研究 基于组件的机械制造车间制造管理信息化支持系统研究
格式:pdf
大小:794KB
页数:4P
4.8
在分析机械制造过程特点及制造管理存在问题的基础上,提出了一种基于组件的机械制造车间管理信息化支持系统的体系结构,并对基于组件的系统构建技术和系统集成技术进行了研究.最后基于j2ee架构进行了系统的开发和应用验证.

钣金加工工艺标准
格式:pdf
大小:176KB
页数:10P
4.6
钣金加工工艺标准 1.范围 本标准规定了钣金加工工序过程中的材料;数控剪板加工;数控冲床加工;数控折弯加工;焊接; 喷涂;包装、标识、运输、贮存。本标准适用于在公司设计、生产的所有钣金产品的加工工艺。 2.规范性引用文件 下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随后所有的 修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究 是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本标准。 gb/t708-2006冷轧钢板和钢带的尺寸、外形、重量及允许偏差 jb/t6753.1-1993电工设备的设备构件公差钣金件和结构的一般公差及其选用规则 gb/t3280-2007不锈钢冷轧钢板和钢带 gb/t2518-2008连续热镀锌薄钢板和钢带 gb/t15055-
成套电器钣金加工车间设计制造集成运行支持系统精华文档
![钣金加工工艺介绍[1]](https://files.zjtcn.com/group1/M00/6C/B8/CgoBZ2A6hvyAGtzJAAAsTYxwr7g245.jpg)
钣金加工工艺介绍[1]
格式:pdf
大小:471KB
页数:13P
4.4
2013-04-17,14:18:111 钣金加工工艺介绍 1简介 1.1简介 按钣金件的基本加工方式,如下料、折弯、拉伸、成型、焊接。本规范阐述每一种 加工方式所要注意的工艺要求。 1.2关键词 钣金、下料、折弯、拉伸、成形、排样、最小弯曲半径、毛边、回弹、打死边、焊接 2下料 下料根据加工方式的不同,可分为普冲、数冲、剪床开料、激光切割、风割,由于加工方法的 不同,下料的加工工艺性也有所不同。钣金下料方式主要为数冲和激光切割 2.1数冲是用数控冲床加工,板材厚度加工范围为冷扎板、热扎板小于或等于3.0mm, 铝板小于或等于4.0mm,不锈钢小于或等于2.0mm 2.2冲孔有最小尺寸要求 冲孔最小尺寸与孔的形状、材料机械性能和材料厚度有关。 图2.2.1冲孔形状示例 材料圆孔直径b矩形孔短边宽b 高碳钢1.3t1.0t 低碳钢、黄铜
钣金加工工艺流程
格式:pdf
大小:404KB
页数:13P
4.8
钣金加工工艺流程 1简介 1.1简介 按钣金件的基本加工方式,如下料、折弯、拉伸、成型、焊接。本规范阐述每一种加工 方式所要注意的工艺要求。 1.2关键词 钣金、下料、折弯、拉伸、成形、排样、最小弯曲半径、毛边、回弹、打死边、焊接 2下料 下料根据加工方式的不同,可分为普冲、数冲、剪床开料、激光切割、风割,由于加工方法的 不同,下料的加工工艺性也有所不同。钣金下料方式主要为数冲和激光切割 2.1数冲是用数控冲床加工,板材厚度加工范围为冷扎板、热扎板小于或等于3.0mm, 铝板小于或等于4.0mm,不锈钢小于或等于2.0mm 2.2冲孔有最小尺寸要求 冲孔最小尺寸与孔的形状、材料机械性能和材料厚度有关。 图2.2.1冲孔形状示例 材料圆孔直径b矩形孔短边宽b 高碳钢1.3t1.0t 低碳钢、黄铜1.0t0.7t 铝0.8t0.5t
![[实用参考]钣金加工工艺介绍](https://files.zjtcn.com/group1/M00/2F/CC/CgoBZ2Acym6AYEPiAAAU5KyPjhU855.jpg) 大型高压阀门加工车间设计
大型高压阀门加工车间设计 大型高压阀门加工车间设计
格式:pdf
大小:180KB
页数:未知
4.4
从工艺、设备选型、土建公用需求等方面描述了国内某大中型高压阀门加工车间的设计,经过三年的实际运营证明,该车间设计合理,已达到国际先进水平。
成套电器钣金加工车间设计制造集成运行支持系统最新文档
 成套电器施工设计CAD软件的开发与实现
成套电器施工设计CAD软件的开发与实现 成套电器施工设计CAD软件的开发与实现
格式:pdf
大小:107KB
页数:3P
4.5
本文介绍了成套电器施工设计软件包superworks的设计思路及主要特点,从软件设计角度对成套电器施工设计中的一些关键问题提出了相应解决方案。
成套电器施工设计CAD软件的开发与实现 成套电器施工设计CAD软件的开发与实现
格式:pdf
大小:107KB
页数:未知
4.7
本文介绍了成套电器施工设计软件包superworks的设计思路及主要特点,从软件设计角度对成套电器施工设计中的一些关键问题提出了相应解决方案。
铝合金低压铸造数字化车间设计 铝合金低压铸造数字化车间设计
格式:pdf
大小:689KB
页数:3P
4.7
低压铸造工艺已用于生产汽车发动机铝合金缸体缸盖。论文对国家智能制造装备发展专项《年产45万件汽车发动机铝合金缸盖缸体低压铸造数字化车间》实施的任务、车间总体布局、主要工艺方案及相关节能、环保措施进行分析总结,以供相似项目设计参考。
钣金加工中心监理工作总结终稿
格式:pdf
大小:41KB
页数:9P
4.5
监理工作小结 项目名称:上海中国航海博物馆 顾客单位:上海港城开发(集团)有限公司 管理单位:上海市建设工程管理有限公司 设计单位:德国gmp国际建筑设计有限公司 上海建筑设计研究院有限公司 施工单位:上海建工(集团)总公司 总监理工程师:江晓锑 上海上咨建设监理有限责任公司 二00九年九月 2 上海中国航海博物馆工程 监理工作总结 一、工程概况: 本工程基地面积约4.5万平方米,建筑占地面积约2.5万平方 米,建筑总面积约4.6万平方米。建筑等级:一类建筑。工程结构设 计使用年限50年,结构设计安全等级二级,抗震设防烈度为7度, 结构设计抗震等级为二级,耐火等级一级,不设人防工程。工程结构 体系采用钢筋混凝土框架。中央帆体位于混凝土建筑屋顶,中央帆体 建筑结构构成复杂,主体支承骨架为屋顶端铰接的四肢拱架,而拱架 的两肢又分别连接于两个复杂的钢管桁架
钣金加工中心监理工作总结终稿
格式:pdf
大小:31KB
页数:8P
4.6
1 监理工作小结 项目名称:大型客机研制保障条件建设项目一期 钣金加工中心工程 顾客单位:上海飞机制造有限公司 监理单位:上海上咨建设工程咨询有限公司 设计单位:中国航空规划建设发展有限公司 施工单位:中国建筑第八工程局有限公司 总监理工程师:程小娇 上海上咨建设监理有限责任公司 二0一三年九月 钣金加工中心工程 2 监理工作总结 一、工程概况: 钣金加工中心工程由钣金厂房和附楼组成,总长145.25m,占地 面积为10558平方米,建筑面积为11920平方米,高度为15.5米, 主厂房采用门式刚架结构体系,跨度为24米,长度为136.2米,柱 距为7.5米,刚架梁底标高12米,刚架钢梁边柱处高0.8米,跨中 高0.9米,中柱处为0.9米,与钢柱刚接。 附楼共分2个区,均为钢筋混凝土框架结构,b区一层,层高4.45 米,平面柱网尺寸为
不锈钢钣金加工的工艺流程
格式:pdf
大小:23KB
页数:2P
4.3
不锈钢钣金加工的工艺流程 1、下料:下料方式有各种,主要有以下几种方式 ①.剪床:是利用剪床剪切条料简单料件,它主要是为模具落料成形准备加工,成本低, 精度低于0.2,但只能加工无孔无切角的条料或块料。 ②.冲床:是利用冲床分一步或多步在板材上将零件展开后的平板件冲裁成形各种形状料 件,其优点是耗费工时短,效率高,精度高,成本低,适用大批量生产,但要设计模具。 ③.nc数控下料,nc下料时首先要编写数控加工程式,利用编程软件,将绘制的展开图 编写成nc数拉加工机床可识别的程式,让其根据这些程式一步一刀在平板上冲裁各构形状 平板件,但其结构受刀具结构所至,成本低,精度于0.15。 ④.镭射下料,是利用激光切割方式,在大平板上将其平板的结构形状切割出来,同nc 下料一样需编写镭射程式,它可下各种复杂形状的平板件,成本高,精度于0.1. ⑤.锯床:主要用下铝型材
成套电器工程设计二次图端子排绘制规范
格式:pdf
大小:863KB
页数:8P
4.7
高压开关柜二次图端子排绘制规则17 1范围 本标准规定了高压开关柜二次图端子排绘制规则。 本标准适用于xxxxxxxx12kv、24kv、40.5kv等电压等级成套开关柜。 2规范性引用文件 编号1016001-0000-0012kv、24kv、40.5kv高压开关柜通用技术规范 3目的 对二次原理图绘制过程中存在的端子排格式不统一、排布杂乱等现象进行修正,给出验 收标准模板。在设计院未指定端子排格式的前提下,以此模版为准,以便二次配线时加深熟 练度及售后服务时方便查找线路点。且在后续重复性作图时利用二次图绘制软件的相应功能 以实现快速准确出图,省去不必要的重复性工作,提高技术人员效率。 4基本原则 4.1端子排及接线要求 端子排按不同功能进行划分,端子排布置应考虑各插件的位置,避免接线相互交叉。 端子排列应符合标准,正、负极之间应有间隔,断路器的跳
成套电器钣金加工车间设计制造集成运行支持系统相关
文辑推荐
知识推荐
百科推荐


职位:造价预算工程师
擅长专业:土建 安装 装饰 市政 园林


