

cr Mo Ni V合金铸铁气门座的筒体铸造工艺
格式:pdf
大小:438KB
页数:3P
人气 :51
 4.4
4.4
1.概述我厂于1983年开始生产陕西省柴油机厂S195型柴油机的合金铸铁进、排气门座毛坯,材质为Cr Mo Ni V合金铸铁。其化学成分及机械性能要求见表1。对该气门座的主要要求是要耐高温、耐腐蚀、耐磨损;铸件不允许有夹渣、缩松、气孔等缺陷;含合金元素种类多,限制范围



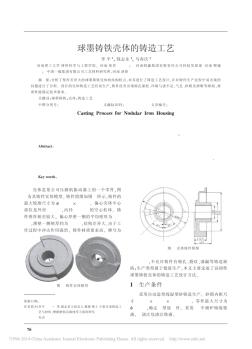
 超高铬铸铁气门座离心铸造工艺研究
超高铬铸铁气门座离心铸造工艺研究 超高铬铸铁气门座离心铸造工艺研究
根据离心铸造特点和超高铬铸铁的性能特点,利用自行设计的离心铸造机,实验得到材料为铬含量超过32wt%的超高铬铸铁材料气门座的离心铸造工艺:涂挂涂料温度、浇注前铸型预热温度、铁水出水温度和浇注温度分别为120~150℃、270~320℃、1500~1520℃和1460~1480℃,炉前用0.3wt%的75硅铁进行孕育处理;铸型转速1750r/min,浇注速率1kg/s,浇注完成后30s打开冷却水,冷却150~180s后停机、出型。检测结果表明:铸件硬度和金相组织等性能符合气门座的工况要求。
编辑推荐下载
Ni-W合金铸铁气门座的研制 Ni-W合金铸铁气门座的研制
格式:pdf
大小:136KB
页数:3P
4.7
叙述了ni-w合金铸铁用于发动机气门座的依据、试验方案、测试结果和分析讨论。证明用这种材料制成的气门座,能够满足强化发动机进程的要求。
高镍合金铸铁气门座的研制 高镍合金铸铁气门座的研制
格式:pdf
大小:75KB
页数:未知
4.7
气门座安装于发动机的心脏部位,在高温条件下受到频率的冲击,对材质的要求较高,利用镍合金铸铁铸造的气门座,既保障了气门座的高温稳定性及耐蚀性,又使铸件具有一定的强度,硬度及韧性,从而满足了发动机的工作要求。
crMoNiV合金铸铁气门座的筒体铸造工艺热门文档
合金材质铸铁气缸套铸造工艺的探讨 合金材质铸铁气缸套铸造工艺的探讨
格式:pdf
大小:250KB
页数:2P
4.8
气缸套作为发动机核心部件之一,其性能直接影响着整机的大修周期与功率稳定,因此需要气缸套采用性能较好、品质优良的合金铸铁。本文分别从合金铸铁铸造的各道工序进行分析,提出影响材质性能的因素,为提高合金铸铁气缸套性能提供研讨。
铝合金定位座体的铸造工艺设计 铝合金定位座体的铸造工艺设计
格式:pdf
大小:313KB
页数:3P
4.7
通过对定位座体不同工艺方案的优缺点对比,采用底注、三箱造型、大法兰朝下、加大底部芯头;采用顶冒口、变壁冷铁、平面冷铁与加大横浇道截面尺寸,实现铸件自下而上的顺序凝固,所生产的铸件一次交检合格,并且提高了工艺出品率和劳动生产率。
小功率柴油机理想的气门座材料——CrMoNiV合金铁铸 小功率柴油机理想的气门座材料——CrMoNiV合金铁铸
格式:pdf
大小:548KB
页数:4P
4.7
为了保证发动机的可靠性、耐久性,必须重视各零部件的选材和设计。气门座就是不可忽视的重要零件之一。但是,目前国内很多机型所选用的气门座材料,往往不能满足整机性能的需要,经常过早地出现气门下沉量大、磨偏、裂纹、脱落等现象。在国外,一些工业发达的国家,气门座材料已经广泛使用高cr、高ni合金,甚至开始应用ni
关于气门座高铬合金铸铁缺陷对策及分析 关于气门座高铬合金铸铁缺陷对策及分析
格式:pdf
大小:366KB
页数:2P
4.6
气门座圈是发动机心脏部位中重要的零部件,其工况条件比较恶劣,化学成份、金相要求较高的产品,但毛坯铸造过程中疏松问题一直困扰着产品成品率的提高与气门座使用寿命,经过我们多年的探索、实践与验证,就这个问题进行探讨、研究、分析。
crMoNiV合金铸铁气门座的筒体铸造工艺精华文档
高铬合金铸铁气门座疏松对策及分析 高铬合金铸铁气门座疏松对策及分析
格式:pdf
大小:580KB
页数:3P
4.7
气门座是发动机的一个重要零件,其工况条件比较恶劣。气门座毛坯铸造过程中疏松问题一直困扰着产品成品率的提高与气门座使用寿命,对影响气门座铸造质量的因素进行了详细的分析,采用有针对性的措施,使气门座铸件疏松大幅度下降,产品合格率稳定在90%左右。
铝合金铸造工艺
格式:pdf
大小:16KB
页数:7P
4.3
1 铝合金铸造工艺 一、铸造概论 铝合金铸造的种类如下: 由于铝合金各组元不同,从而表现出合金的物理、化学性能均有所不同,结晶过程也不尽相同。 故必须针对铝合金特性,合理选择铸造方法,才能防止或在许可范围内减少铸造缺陷的产生,从而优 化铸件。 1、铝合金铸造工艺性能 铝合金铸造工艺性能,通常理解为在充满铸型、结晶和冷却过程中表现最为突出的那些性能的 综合。流动性、收缩性、气密性、铸造应力、吸气性。铝合金这些特性取决于合金的成分,但也与铸 造因素、合金加热温度、铸型的复杂程度、浇冒口系统、浇口形状等有关。 (1)流动性 流动性是指合金液体充填铸型的能力。流动性的大小决定合金能否铸造复杂的铸件。在铝合金中 共晶合金的流动性最好。 影响流动性的因素很多,主要是成分、温度以及合金液体中存在金属氧化物、金属化合物及其他 污染物的固相颗粒,但外在的根本因素为浇注温度及浇注压力(俗称浇
铌铬钼钒铸铁排气门座的研究和应用 铌铬钼钒铸铁排气门座的研究和应用
格式:pdf
大小:430KB
页数:未知
4.3
为提高新型汽车发动机排气门座的耐磨性,第一汽车制造厂研制了铌铬钼钒铸铁排气门座。经1000h台架强化试验和25000km道路试验表明,用这种材料制造的排气门座性能良好。
crMoNiV合金铸铁气门座的筒体铸造工艺最新文档
内燃机气门座用奧氏体锰铸铁 内燃机气门座用奧氏体锰铸铁
格式:pdf
大小:146KB
页数:未知
4.5
对内燃机气门座材料的要求:①在大量生产条件下,要求气门座材料具有良好的切削加工性。②在内燃机工作时,气门座工作斜面的表面可达到很高的温度,例如:当曲轴转速为1000min~(-1)时,温度高达630k;3000min~(-1)时高达700k;当强化内燃机工作时,可达770~1020k。因此,气门座材料应具有高
 大型球墨铸铁磨盘铸件的铸造工艺
大型球墨铸铁磨盘铸件的铸造工艺 大型球墨铸铁磨盘铸件的铸造工艺
格式:pdf
大小:201KB
页数:3P
4.4
通过采用优质铁液、选取合适的分型面、设计合理的浇注系统、冷铁、安放足够大的保温冒口和上表面加大加工余量等措施,生产出16.8t的合格大型球墨铸铁件。
特大型球墨铸铁磨盘的铸造工艺 特大型球墨铸铁磨盘的铸造工艺
格式:pdf
大小:234KB
页数:3P
4.5
介绍了特大型球墨铸铁磨盘的研制过程,详细阐述了其分型面、浇注系统、浇注温度、冷铁、工艺参数等的选择与设定,并给出了磨盘铸件的化学成分控制范围及球化孕育处理方法。采用底注式浇注系统,并使用高刚度砂箱,提高铸型刚度,利用球墨铸铁石墨化膨胀进行自补缩,试制铸件进行各项检测结果,质量全面达到客户要求。
重型灰铸铁工作台的铸造工艺 重型灰铸铁工作台的铸造工艺
格式:pdf
大小:94KB
页数:2P
4.4
随着近些年来机床行业的快速发展,超重型高精度立式机床的生产成为我公司的主要产品结构。工作台作为立式车床的主要零件,对导轨及工作台面的质量要求严格,不得有缩松、缩孔、密度差等铸造缺陷,针对这种情况,在生产中采取了高温出炉,低温浇注,多次补浇,同时结合随流孕育和瞬时孕育,以起到加强孕育效果,减少孕育衰退,从而获得了组织致密,质量符合要求的铸件。
大型高铬铸铁护套的铸造工艺 大型高铬铸铁护套的铸造工艺
格式:pdf
大小:271KB
页数:3P
4.4
护套作为挖泥泵的重要过流部件,要求具有良好的耐磨性和较高的硬度。通过对大型高铬铸铁护套成分工艺分析,针对高铬铸铁的铸造性能特点,制定合理的工艺参数,成功生产了大型高铬铸铁护套。
大型高Cr铸铁护套的铸造工艺 大型高Cr铸铁护套的铸造工艺
格式:pdf
大小:271KB
页数:未知
4.8
介绍了大型高cr铸铁护套的铸造工艺:(1)确定化学成分为w(c)2.6%~2.9%,w(si)≤1.0%,w(mn)0.5%~1.0%,w(p)≤0.08%,w(s)≤0.08%,w(cr)26%~30%,w(ni)0.8%~1.0%;(2)采用碱性酚醛树脂砂造型,铸件外部和内腔全部采用砂芯组合形成、分型面设在铸件中部;(3)采用顺序凝固原则,在铸件最高部位设置顶冒口,不易放顶冒口的部位设置侧冒口;浇注温度为1360~1410℃,浇注时间为4~5min。生产结果表明:铸件外表良好、冒口部位无明显缩孔缩松;磁粉探伤,未发现缺陷;尺寸测量合格,热处理后硬度在58~60hrc。
大型飞轮铸铁件铸造工艺的改进 大型飞轮铸铁件铸造工艺的改进
格式:pdf
大小:393KB
页数:未知
4.5
针对大型飞轮铸铁件内部缩孔及冒口颈处轮缘组织粗大等铸造缺陷问题(铸件成品率仅达65%),进行了工艺改进。取消了补缩冒口,采用无冒口工艺。利用高梯形截面环形横浇道和多个扁梯形截面的内浇道实现对飞轮铸件的补缩及自补缩,外加冷铁配合使用以及包内孕育等一系列有效措施,能够有效地解决厚壁大型铸铁件的缩孔及铸件局部晶粒粗大的问题,生产出的铸件能够满足使用性能要求,成品率提高到100%。
特大型球墨铸铁磨盘的铸造工艺 特大型球墨铸铁磨盘的铸造工艺
格式:pdf
大小:249KB
页数:3P
4.7
分别从铸型工艺、浇注系统、冷铁方案、冒口的设计、浇注工艺与产品的试制等方面,介绍了厚断面特大型球墨铸铁磨盘的试制过程。通过理论值计算与magma软件模拟完善了铸造工艺,降低产品的开发风险,从而成功试制了特大型球墨铸铁磨盘。
crMoNiV合金铸铁气门座的筒体铸造工艺相关
文辑推荐
知识推荐
百科推荐


职位:化工研发工程师
擅长专业:土建 安装 装饰 市政 园林


