

充气柜装配工艺流程
格式:pdf
大小:2.6MB
页数:18P
人气 :88
 4.7
4.7
HSM6-12 充气柜 装配工艺流程 编写:刘三亚 审核:张云彩 批准:刘连理 红苏电气科技有责任限公司 1 适用范围 1.1 本守则适用于 HSM6-12 充气柜产品装配; 1.2 二次配线依据《二次配线工艺守则》 2 主要流程 3.工具、工装、设备 各种气动工具、扭力扳手、活动扳手、一字螺丝刀、十字螺丝刀、套筒扳手、 尖嘴钳、鲤鱼钳、剥线钳、直尺、卷尺、游标卡尺 专用工具工装、断路器装配车、三工位开关装配车、电压互感器装配工装、 避雷器装配工装、等压抽真空充气氦质谱检漏系统、烘干炉。 4 通用工艺要求 4.1 待装配零部件应经质检检验合格,方可装配;不合格件未经设计部门允许不能 装配;质检所需检具应反馈本部门或相关部门协助解决。 资 料 来 源 编 制 校 对 充气箱体 箱体、柜架组装铝合金柜架装配 充气单元装配 整体烘干 氦检漏、充 SF6 检验水份 柜壳装配 二次元件安装 二次线



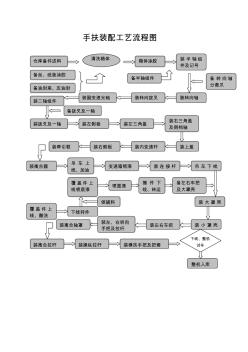
手扶装配工艺流程图
手扶装配工艺流程图 仓库备件送料箱体涂胶 备丝、纸垫涂胶 备油封座、压油封 装半轴组 件及记号 备半轴组件 装转向轴装转向拨叉 备转向轴 分离爪 装副变速光轴 装二轴组件 装拨叉及一轴 备拨叉及一轴 装左侧板装左三角盖 装右三角盖 及倒档轴 装内变速杆装上盖装右侧板装牵引框 装离合器 吊车上 线、加油 变速箱喷漆装连接杆吊车下线 覆盖件上 线、酸洗 下线转件 覆盖件上 线喷底漆 喷面漆 摘件下 线、转运 领辅料装大罩壳 装小罩壳装左右车把 装左、右转向 手把及拉杆 装离合轴罩 装离合拉杆装操纵拉杆装横扶手把及把套 整机入库 备左右车把 及大罩壳 下线、整机 试车 清洗箱体
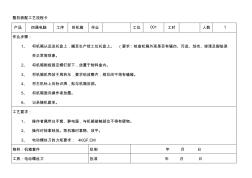
整机装配工艺流程卡资料
整机装配工艺流程卡 产品四通电脑工序拆机箱作业工位001工时人数1 作业步骤: 1、将机箱从运送托盘上,搬至生产线工位托盘上。(要求:检查机箱外观是否有磕伤、污迹、划伤、掉漆及脚垫是 否正常等现象。 2、将机箱侧板固定螺钉卸下,放置于物料盒内。 3、将机箱机壳放于周转车,要求码放整齐,相互间不得有磕碰。 4、将主机标上后标识牌,贴与机箱后部。 5、将机箱面向操作者放置。 6、记录随机跟单。 工艺要求: 1、操作者佩带白手套、静电服,与机箱接触部位不得有硬物。 2、操作时轻拿轻放。取机箱时拿稳、放平。 3、电动螺丝刀的力矩要求:4kgf.cm 物料:机箱套件拟制年月日 工具:电动螺丝刀批准年月日 整机装配工艺流程卡 产品四通电脑工序拆前面板作业工位002工时人数1 作业步骤: 1、检查机箱支架有无变形、生锈,部
编辑推荐下载
控制柜电气装配工艺流程 (2)
格式:pdf
大小:39KB
页数:11P
4.6
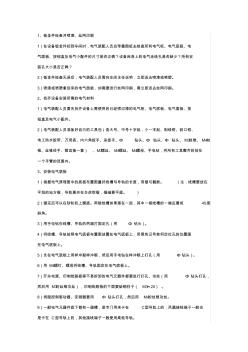
1、钣金件检查并喷漆、丝网印刷 1)在设备钣金件初到车间时,电气装配人员应带着图纸去检查所有电气柜、电气底板、电 气面板、按钮盒及电气小配件的尺寸是否正确?设备床身上的电气走线孔是否缺少?所有安 装孔大小是否正确? 2)钣金件检查无误后,电气装配人员需向车间主任说明,立即送去喷漆或喷塑。 3)喷漆或喷塑拿回来的电气面板,如需要进行丝网印刷,需立即送去丝网印刷。 2、找齐设备安装所需的电气材料 1)电气装配人员要先找齐设备上需使用的已经喷过漆的电气柜、电气底板、电气面板、按 钮盒及电气小配件。 2)电气装配人员准备好自己的工具包(含大号、中号十字起,小一字起、剥线钳、斜口钳、 电工防水胶带、万用表、内六角扳手、呆扳手、φ钻头、φ钻头、φ钻头、m3丝锥、m4丝 锥、丝锥绞手、粗齿挫一套)、m3螺丝、m4螺丝、m4螺母、手电钻,将所有工具整齐的放在 一个手臂的范围内。 3、安装电
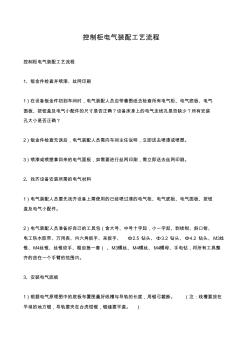
控制柜电气装配工艺流程
格式:pdf
大小:24KB
页数:15P
4.6
控制柜电气装配工艺流程 控制柜电气装配工艺流程 1、钣金件检查并喷漆、丝网印刷 1)在设备钣金件初到车间时,电气装配人员应带着图纸去检查所有电气柜、电气底板、电气 面板、按钮盒及电气小配件的尺寸是否正确?设备床身上的电气走线孔是否缺少?所有安装 孔大小是否正确? 2)钣金件检查无误后,电气装配人员需向车间主任说明,立即送去喷漆或喷塑。 3)喷漆或喷塑拿回来的电气面板,如需要进行丝网印刷,需立即送去丝网印刷。 2、找齐设备安装所需的电气材料 1)电气装配人员要先找齐设备上需使用的已经喷过漆的电气柜、电气底板、电气面板、按钮 盒及电气小配件。 2)电气装配人员准备好自己的工具包(含大号、中号十字起,小一字起、剥线钳、斜口钳、 电工防水胶带、万用表、内六角扳手、呆扳手、φ2.5钻头、φ3.2钻头、φ4.2钻头、m3丝 锥、m4丝锥、丝锥绞手、粗齿挫一套)、m3螺丝、m4螺丝、m4螺母、
充气柜装配工艺流程热门文档
ZW32真空断路器装配工艺流程
格式:pdf
大小:15KB
页数:2P
4.8
2014年生产总结 一、主要成绩 1、完成zw32、zw20开关、sf6负荷开关、sf6快速机构负荷开关、sf6 断路器机械电气技术设计、零部件采购,零部件加工工艺、开关装配工 艺、零部件检验方法、产品检验方法,控制器与开关配套方案、出厂资 料等各项工作。 2、完成大荣控制器国产化、北京模块控制器、大荣永磁控制器、逆变器控 制器、英米特模块控制器、冀能模块控制器、简易电动操作控制器、箱 体设计加工、零部件采购、零部件加工、控制器组装工艺等工作。 3、完成10-40.5kv电压传感器、过电压保护板、ct、航插排线等智能化配 置采购、生产、技术、工艺工作。 4、完成近300台开关开关和近200台控制器组装任务。 5、完成各项开关配置方案、采购流程、生产工艺、技术图纸资料、为明年 大踏步前进打下深厚的基础。 不足:目前公司产能较低,工艺不够细致明确,质量问题频发,现场物品
电气柜装配工艺标准
格式:pdf
大小:150KB
页数:5P
4.6
1 电气柜装配工艺标准(a版) 概述:本工艺标准根据国标结合我公司企业标准情况制定。适用于我公司生产的各电气控制设备一、 二次设备安装及接线。目的是使设备既满足设计控制要求又整齐美观和检查方便。 一、电气控制柜外型尺寸、面板开孔、面板标识丝印检查 在电气控制柜开始装配前按照《电柜结构、开孔图》进行外型尺寸、面板开孔、面板标识丝印,确认 无误后方可进行装配工作。 二、准备齐电气控制柜装配所需的所有电气元件及安装辅助材 1、电气装配人员要先准备齐电气控制柜上需使用的电气安装底板、电气面板、电气元件(plc、软启 动器、低压电器等)及所需要的安装辅材(线槽、导轨、导线、接地铜排、安装螺丝等)。 2、电气装配人员准备好自己的工具包(含大号、中号十字起,小一字起、剥线钳、斜口钳、万用表、 内六角扳手、呆扳手、φ2.5钻头、φ3.2钻头、φ4.2钻头、m3丝锥、m4丝锥、丝锥绞手、
充气柜装配工艺流程精华文档

装配工艺设计过程卡和工艺设计流程图
格式:pdf
大小:452KB
页数:13P
4.7
工艺文件 第1册 共1册 共7页 文件类别:应用电子技术专业工艺文件 文件名称:led显示屏 产品名称:led显示屏 产品图号:aaa 本册内容:产品工艺文件 指导:赵书安 制作:33项宏红34魏纤 2013-10-29 工艺文件目录 产品名称计划生产件数 led显示屏 序号工艺文件名称页号备注 1封面1 2目录2 3电缆加工工艺流程图3 4led显示屏电装装配工艺过程卡 片 4 5装配工艺过程卡片中的元器件5 6led显示屏封装装配工艺过程卡 片 6 7led显示屏组装工艺流程图7 8 9 10 11 12 13 14 15 旧底图 总号 更改 标记 数 量 更改 单号 签名日期签名日期第2页 项宏红2013.10拟 制 共7页 底图


电气装配工艺设计规范流程
格式:pdf
大小:315KB
页数:30P
4.6
编号:q/dfyp-zy-18 吊钩桥式起重机 电气装配工艺规程 编制: 审查 : 批准: 大连东方亿鹏设备制造有限公司 目录 第一章:电气设备的安装与配线⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯1 一、管路系统⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯1 二、大车电气设备的安装⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯3 三、操纵室⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯3 四、几种特殊起重机电气设备安装⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯4 五、起重机电气设备的安全接地⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯5 六、导线及导线的量取与整理包装⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯6 第二章:各电气设备的试

LED灯装配工艺
格式:pdf
大小:59KB
页数:3P
4.7
led灯装配工艺 振达科技有限公司led灯装配工艺指导规程编号 dcg81系列led隔爆型防爆灯装配工艺规程 1、适用范围 本工艺规程适用于led防爆灯(压铸铝外壳)组装与检验。 2、材料与零部件 3、设备与工具 3.1220v60w电烙铁、φ0.8mm焊锡丝。 3.2专用周转箱 3.3镊子 3.4电子钳、剥线钳 3.5十字螺丝刀 4、操作工艺过程 4.1检查 (1)组装工作开始前先检查工具是否准备齐全。 (2)检查所需要的材料和零部件是否齐全。 (3)装配前先对材料和零部件检查是否损坏、瑕疵。 (4)led驱动先检测是否合格。 4.2装配 (1)先把外壳清洗干净,干燥后,置于安装平台上。 (2)将驱动腔和光源腔用4颗m6内六角螺栓紧固,胶封4个螺栓孔。 (3)将led (4)在led背面涂满薄薄一层导热硅脂,将led轻轻按在固定位置,左
充气柜装配工艺流程最新文档

合资充气柜负荷开关(C柜)
格式:pdf
大小:3.3MB
页数:5P
4.6
合资充气柜负荷开关 (c柜) 充气柜二工位负荷开关 一、主要技术参数 二、使用环境条件注意事项 1.海拔高度不超过2000m,震裂度不超过8度。 2.周围空气温度低于+40摄氏度,不低于-30摄氏度。相对温度日 平均不大于90%,月平均不大于90%。 3.经常性剧烈震动的安装场所,明显影响机构性能的水蒸气、气体、 化学腐蚀性沉积、盐雾、灰尘污垢及其火灾,爆炸危险的安装场所不 适使用。 充气柜三工位负荷开关 一、主要技术参数 二、使用环境条件注意事项 1.海拔高度不超过2000m,震裂度不超过8度。 2.周围空气温度低于+40摄氏度,不低于-30摄氏度。相对温度日 平均不大于90%,月平均不大于90%。 3.经常性剧烈震动的安装场所,明显影响机构性能的水蒸气、气体、 化学腐蚀性沉积、盐雾、灰尘污垢及其火灾,爆炸危险的安装场所不 适使

电气控制柜装配工艺标准 (2)
格式:pdf
大小:54KB
页数:5P
4.6
嬅洅电气有限股份公司 1 电气控制柜装配工艺标准 概述:本工艺标准根据gb7251-2008、gb2681-81、gb/t2682-1981、gb50171-92、gb50256并结合 我公司实际情况制定。适用于我公司生产的各电气控制设备一、二次设备安装及接线。目的是使设备 既满足设计控制要求又整齐美观和检查方便。 一、电气控制柜外型尺寸、面板开孔、面板标识丝印检查 在电气控制柜开始装配前按照《电柜结构、开孔图》进行外型尺寸、面板开孔、面板标识丝印,确认 无误后方可进行装配工作。 二、准备齐电气控制柜装配所需的所有电气元件及安装辅助材 1、电气装配人员要先准备齐电气控制柜上需使用的电气安装底板、电气面板、电气元件(plc、软启 动器、低压电器等)及所需要的安装辅材(线槽、导轨、导线、接地铜排、安装螺丝等)。 2、电气装配人员准备好自己的工具包(含大号、中号十字起,小一字起
低压开关柜装配工艺规范 (2)
格式:pdf
大小:73KB
页数:10P
4.6
1范围 本规程适用于低压开关柜、控制柜(以下简称装置)的装配。 本规程规定了装置在电气装配过程中的工艺要求,包括元件的安装、二次配线和母排的加工及整体 结构的要求等内容。 本规程不涉及装置的特殊要求,其特殊要求由用户与厂方商定。 2引用标准 gb7251.1-2005《低压成套开关设备和控制设备》 jb/t9661-1999《低压抽出式成套开关设备》 gb/t2681-1981《电工成套装置中的导线颜色》 gb/t2682-1981《电工成套装置中的指示灯和按钮的颜色》 3装配准备 3.1首先应熟悉装配图和技术要求。 3.2根据图纸要求和器材定额清单,领取所需元器件、辅助件,并认真检查,核对其型号、规格、 数量是否符合图纸设计要求。 3.3检查元器件、零配件、辅助件、外购件的合格证、说明 书是否齐全。 3.4检查柜体是否符合技术图纸要求。 3.5成批成套的柜体表面涂覆颜色
电气控制柜装配工艺标准 (3)
格式:pdf
大小:48KB
页数:5P
4.5
1 swhb/jsb-13-10四维环保电气控制柜装配工艺标准 本工艺标准根据gb7251-1997、gb2681-81、jb/dq6142-86、gb/t2682-1981、 gb50171-92、gb50256并结合我公司实际情况制定。适用于我公司生产的各电气 控制设备一、二次设备安装及接线。目的是使设备既满足设计控制要求又整齐 美观和检查方便。 1、电气控制柜外型尺寸、面板开孔、柜体/面板标识丝印检查 在电气控制柜开始装配前按照《屏柜结构、开孔图》进行外型尺寸、面板 开孔、柜体/面板标识丝印,及电气元件物料清单,确认无误后方可进行装配工 作。 2、准备齐电气控制柜装配所需的所有电气元件及安装辅材 1)电气装配人员要先准备齐电气控制柜上需使用的电气安装底板、电气面板、 电气元件(plc、低压电器等)及所需要的安装辅材(行线槽、导轨、导线、 接地铜
电气控制柜装配工艺标准 (4)
格式:pdf
大小:39KB
页数:4P
4.5
电气控制柜装配工艺标准 概述:本工艺标准根据gb7251-2008、gb2681-81、gb/t2682-1981、gb50171-92、gb50256 并结合我公司实际情况制定。适用于我公司生产的各电气控制设备一、二次设备安装及 接线。目的是使设备既满足设计控制要求又整齐美观和检查方便。 一、电气控制柜外型尺寸、面板开孔、面板标识丝印检查 在电气控制柜开始装配前按照《电柜结构、开孔图》进行外型尺寸、面板开孔、面板标 识丝印,确认无误后方可进行装配工作。 二、准备齐电气控制柜装配所需的所有电气元件及安装辅助材 1、电气装配人员要先准备齐电气控制柜上需使用的电气安装底板、电气面板、电气元件 (plc、软启动器、低压电器等)及所需要的安装辅材(线槽、导轨、导线、接地铜排、 安装螺丝等)。 2、电气装配人员准备好自己的工具包(含大号、中号十字起,小一字起、剥线钳、斜口 钳、万用表、内六角
电气控制柜装配工艺标准
格式:pdf
大小:39KB
页数:4P
4.6
电气控制柜装配工艺标准 概述:本工艺标准根据gb7251-2008、gb2681-81、gb/t2682-1981、gb50171-92、gb50256 并结合我公司实际情况制定。适用于我公司生产的各电气控制设备一、二次设备安装及 接线。目的是使设备既满足设计控制要求又整齐美观和检查方便。 一、电气控制柜外型尺寸、面板开孔、面板标识丝印检查 在电气控制柜开始装配前按照《电柜结构、开孔图》进行外型尺寸、面板开孔、面板标 识丝印,确认无误后方可进行装配工作。 二、准备齐电气控制柜装配所需的所有电气元件及安装辅助材 1、电气装配人员要先准备齐电气控制柜上需使用的电气安装底板、电气面板、电气元件 (plc、软启动器、低压电器等)及所需要的安装辅材(线槽、导轨、导线、接地铜排、 安装螺丝等)。 2、电气装配人员准备好自己的工具包(含大号、中号十字起,小一字起、剥线钳、斜口 钳、万用表、内六角

低压开关柜装配工艺规范标准
格式:pdf
大小:106KB
页数:20P
4.3
1范围 本规程适用于低压开关柜、控制柜(以下简称装置)的装 配。 本规程规定了装置在电气装配过程中的工艺要求,包括元 件的安装、二次配线和母排的加工及整体结构的要求等内容。 本规程不涉及装置的特殊要求,其特殊要求由用户与厂方 商定。 2引用标准 gb7251.1-2005《低压成套开关设备和控制设备》 jb/t9661-1999《低压抽出式成套开关设备》 gb/t2681-1981《电工成套装置中的导线颜色》 gb/t2682-1981《电工成套装置中的指示灯和按钮的颜色》 3装配准备 3.1首先应熟悉装配图和技术要求。 3.2根据图纸要求和器材定额清单,领取所需元器件、辅助件, 并认真检查,核对其型号、规格、数量是否符合图纸设计要求。 3.3检查元器件、零配件、辅助件、外购件的合格证、说明 书是否齐全。 3.4检查柜体是否符合技术图纸要求。 3.5成批成套的
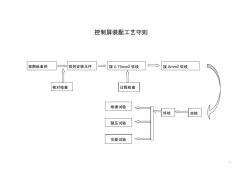
电梯控制柜装配工艺
格式:pdf
大小:59KB
页数:9P
4.6
1 控制屏装配工艺守则 按图纸备料排列安装元件接0.75mm2软线 核对检查过程检查 接6mm2软线 自检 绝缘试验 耐压试验 功能试验 终检 2 一、装配的先决条件 1.装配及试验时车间的空气温度应保持在5~40℃之间。 2.湿度月平均最高不超过90%,且该月平均最底温度不高于25℃。 3.试验时电网输入电压应正常。电压波动范围应在额定电压值的 ±7%范围内。 4.环境空气中不能含有腐蚀性和易燃性气体及导电尘埃存在。 二、装配前的准备及装配工序 1.配人员根据生产任务单,选定吨位、速度和控制方式相应的图 纸把将要装配的电控屏的元器件备齐,与图纸核对一次,确保 无误。 2.万用表对各接触器,继电器进行触点和线圈的检查,看是否有 粘连或不能吸合的现象。确保装配的器件是完好的。 3.准备好后,把所有元器件包括线槽按图纸在电控屏柜体上排列 好,要求排列整齐,位置
电气控制柜装配工艺标准 (2)
格式:pdf
大小:43KB
页数:4P
4.4
电气控制柜装配工艺标准 概述:本工艺标准根据gb7251-2008、gb2681-81、gb/t2682-1981、gb50171-92、gb50256并结合 我公司实际情况制定。适用于我公司生产的各电气控制设备一、二次设备安装及接线。目的是使设备 既满足设计控制要求又整齐美观和检查方便。 一、电气控制柜外型尺寸、面板开孔、面板标识丝印检查 在电气控制柜开始装配前按照《电柜结构、开孔图》进行外型尺寸、面板开孔、面板标识丝印,确认 无误后方可进行装配工作。 二、准备齐电气控制柜装配所需的所有电气元件及安装辅助材 1、电气装配人员要先准备齐电气控制柜上需使用的电气安装底板、电气面板、电气元件(plc、软启 动器、低压电器等)及所需要的安装辅材(线槽、导轨、导线、接地铜排、安装螺丝等)。 2、电气装配人员准备好自己的工具包(含大号、中号十字起,小一字起、剥线钳、斜口钳、万用表、

低压开关柜装配工艺规范
格式:pdf
大小:119KB
页数:20P
4.5
1 1范围 本规程适用于低压开关柜、控制柜(以下简称装臵)的装 配。 本规程规定了装臵在电气装配过程中的工艺要求,包括元 件的安装、二次配线和母排的加工及整体结构的要求等内容。 本规程不涉及装臵的特殊要求,其特殊要求由用户与厂方 商定。 2引用标准 gb7251.1-2005《低压成套开关设备和控制设备》 jb/t9661-1999《低压抽出式成套开关设备》 gb/t2681-1981《电工成套装臵中的导线颜色》 gb/t2682-1981《电工成套装臵中的指示灯和按钮的颜色》 3装配准备 3.1首先应熟悉装配图和技术要求。 3.2根据图纸要求和器材定额清单,领取所需元器件、辅助件, 并认真检查,核对其型号、规格、数量是否符合图纸设计要求。 3.3检查元器件、零配件、辅助件、外购件的合格证、说明 2 书是否齐全。 3.4
充气柜装配工艺流程相关
文辑推荐
知识推荐
百科推荐


职位:厂房暖通工程师
擅长专业:土建 安装 装饰 市政 园林


