

一起超级奥氏体不锈钢管道未熔合案例分析及缺陷处理
格式:pdf
大小:135KB
页数:2P
人气 :97
 4.8
4.8
超级奥氏体不锈钢压力管道经射线检测发现未熔合缺陷,由于缺陷自身高度难以定量,检验人员应用TOFD检测对未熔合缺陷自身高度进行测定,根据检测结果对压力管道安全等级进行评定并提出相应处理措施,管道缺陷部位解剖后证实检测数据的准确性。



 碳钢和奥氏体不锈钢管道焊接焊材选用分析
碳钢和奥氏体不锈钢管道焊接焊材选用分析 碳钢和奥氏体不锈钢管道焊接焊材选用分析
对某管道在安装监督检验中发现的异种钢焊接焊材选用问题进行了讨论和分析,提出了合理的异种钢焊材选用方法。碳钢与奥氏体不锈钢焊接选用25-13型焊材是比较适宜的。建议作出规定,在氧气管道异种钢焊接时不得选用18-8型焊材;对采用18-8型焊材焊接的在用氧气管道异种钢焊接接头加强在用监检力度,以保证氧气管道的安全运行。
碳钢和奥氏体不锈钢管道焊材选用研究分析 碳钢和奥氏体不锈钢管道焊材选用研究分析
现如今,机械设备制造安装行业中碳钢和奥氏体不锈钢异种钢焊接日渐增多,虽可在不增加投资经费情况下大大提升安全系数,但异种钢焊接的不足也日渐突出,这主要与焊材选择不当有极大关联.为此,深入研究了异种钢焊接的材料选用,做到科学选材,保证焊接工作顺利正常开展.
编辑推荐下载
太钢获超级奥氏体不锈钢管订单 太钢获超级奥氏体不锈钢管订单
格式:pdf
大小:79KB
页数:1P
4.5
在双相钢管品种开发接连取得突破后,近期,太钢营销部不锈钢管业务部又新签超级奥氏体订单,分别应用于pta换热器和船舶行业,成功替代进口,、在高端品种开发道路上取得新的重要突破。超级奥氏体不锈钢越来越多地应用在强还原性酸介质和海水环境中,市场前景乐观,此前,国内市场大多采用进口或指定进口原料。该批订单标志着太钢不锈钢管产品成功进入高端领域。
奥氏体不锈钢管道焊缝裂纹产生原因分析 奥氏体不锈钢管道焊缝裂纹产生原因分析
格式:pdf
大小:132KB
页数:3P
4.4
国内某电站在建造过程中,部分奥氏体不锈钢厚壁管在焊接后进行pt检验时发现焊缝存在大量裂纹。经分析研究,认为裂纹的产生原因与焊缝熔敷金属中δ铁素体含量偏低、p,si含量偏高、焊接应力大等因素有关。为此对焊缝产生裂纹的原因进行了分析,为不锈钢厚壁管的焊接积累了经验。
超级奥氏体不锈钢管道未熔合案例分析及缺陷处理热门文档
奥氏体不锈钢管道中弯头开裂共性原因分析 奥氏体不锈钢管道中弯头开裂共性原因分析
格式:pdf
大小:76KB
页数:3P
4.4
本文针对石油化工装置的奥氏体不锈钢管道中弯头发生开裂的情况,分析了奥氏体不锈钢材料发生失效的原因,在此基础上,结合管道元件制造和工程施工质量控制,提出了有效的预防措施,避免管道发生开裂泄漏和提升管道运行安全。
奥氏体不锈钢管道主要腐蚀失效机理及监测方法探讨 奥氏体不锈钢管道主要腐蚀失效机理及监测方法探讨
格式:pdf
大小:177KB
页数:2P
4.7
奥氏体不锈钢管道作为承压设备来使用,有其固有的优点。但因加工不当、使用环境、输送介质工况等因素影响,可能面临各种失效模式。重点阐述奥氏体不锈钢管道典型腐蚀失效模式及对应失效模式的重点监测策略。
埋弧自动焊在奥氏体不锈钢管道焊接中的应用要点 埋弧自动焊在奥氏体不锈钢管道焊接中的应用要点
格式:pdf
大小:1.8MB
页数:4P
4.4
采用工厂化加工、自动化焊接进行高压管道的预制,是体现施工单位管道预制能力、提高高压管道施工效率和降低高压管道施工成本的一个重要举措。我公司在石家庄炼化260万吨/年柴油加氢工程施工中采用管道埋弧自动焊预制奥氏体不锈钢高压管道,在其施工质量、进度、成本等方面都取得了良好的效果。本文主要介绍不锈钢埋弧自动焊工艺及应用注意事项。
奥氏体不锈钢管道氮气保护焊接技术 奥氏体不锈钢管道氮气保护焊接技术
格式:pdf
大小:361KB
页数:4P
4.5
介绍了奥氏体不锈钢管道焊接采用氮气保护的焊接方法及工艺;对焊接区气体保护装置的结构、气体纯度的检验及焊接后焊缝色泽的合格标准,均进行了较详细的阐述。工程实践表明,该焊接方法用于奥氏体不锈钢管道的焊接是可行的,且经济效益较好。
超级奥氏体不锈钢管道未熔合案例分析及缺陷处理精华文档
奥氏体不锈钢管焊接工艺探究 奥氏体不锈钢管焊接工艺探究
格式:pdf
大小:1.7MB
页数:2P
4.4
奥氏体不锈钢的焊接要求非常严格,不仅焊缝内部不能出现任何微观或者宏观的超标缺陷,而且要能在实现各种使用性能以及力学性能的前提下,变形和收缩量要控制在一定范围内,所以有较大的焊接难度。本文就围绕奥氏体不锈钢管的焊接工艺展开讨论。
紫铜板与奥氏体不锈钢管的GTAW 紫铜板与奥氏体不锈钢管的GTAW
格式:pdf
大小:413KB
页数:2P
4.7
1焊接性分析杜瓦罐核心部分是一个圆柱形的罐子,罐底是紫铜板,圆柱体是1cr18ni9ti不锈钢钢管(图1).在保证罐体几何尺寸正确的同时,要求能承受10-10pa的超高真空度,具有较好的密封性.
奥氏体不锈钢管坯镦挤法兰工艺 奥氏体不锈钢管坯镦挤法兰工艺
格式:pdf
大小:938KB
页数:4P
4.7
针对应用广泛的奥氏体不锈钢中间带大孔的高颈法兰类零件传统锻造工艺的不足,提出了一种利用管坯直接镦挤法兰的新工艺;用deform-3d软件模拟了奥氏体不锈钢(0cr18ni9)法兰锻件的管坯镦挤成形过程。结果表明:该工艺是可行的,与传统工艺相比,该工艺工序少,材料利用率高,成形载荷小,提高了生产效率,降低了生产成本。对类似零件的成形具有一定的参考价值。
奥氏体不锈钢管道焊接热裂纹缺陷模拟方法 奥氏体不锈钢管道焊接热裂纹缺陷模拟方法
格式:pdf
大小:1.0MB
页数:3P
4.4
基于笔者先期对服役奥氏体不锈钢管道对接接头热裂纹缺陷特性的研究结论,对具有一定程度热裂倾向的焊条配制、试验设计、热裂纹缺陷在焊接试件中的预制及热裂纹的检验和验证等方面进行了系统性研究,论述了奥氏体不锈钢管道对接接头热裂纹缺陷的模拟方法。
不锈钢管道腐蚀分析
格式:pdf
大小:557KB
页数:6P
4.6
no.14044 不锈钢管道 arthurh.tuthill 不锈钢用作自来水管具有成本效益。 自六十年代中期以来,不锈钢已广泛用于饮用水工业,包括在水淡化厂用于处理加工 淡水;在饮用水处理厂用于沉淀过滤装置和管道;在日本东京,不锈钢小口径管用家用自来 水连接管。在纽约市,不锈钢大口径管用于立柱管和其它管道。不锈钢最为人们所熟悉的应 用是喷嘴式饮水龙头。本文给出了304(uns30400)和316(s31600)不锈钢的背景资料 和一般数据,并报道了目前不锈钢在饮用水方面的应用。对不锈钢在原水、氯化处理的水和 纯净水中的行为以及埋在土壤里的管道的状态进行了评述,并论述了制作后清理以及外观的 维护和保持清洁的方法。提出了成功应用不锈钢的指导方针。 不锈钢的不锈特性归结于其表面附着的一层厚度仅为几埃的坚固的铬氧化膜,这层铬 氧化膜在空气或水中立即形成,并且能
超级奥氏体不锈钢管道未熔合案例分析及缺陷处理最新文档
不锈钢管道开裂原因分析 不锈钢管道开裂原因分析
格式:pdf
大小:1.4MB
页数:4P
4.7
采用断口宏观观察、扫描电镜微观分析、化学成分分析、低倍酸蚀、金相等方法,系统分析了不锈钢管道渗漏的原因。结果表明:来样不锈钢管道的化学成分不符合设计要求,材料中存在夹杂缺陷,抗腐蚀性较差,致使管道在应力腐蚀介质环境下裂纹萌生并扩展贯穿壁厚,发生应力腐蚀开裂,这是导致不锈钢管道发生渗漏的主要原因。
超级奥氏体不锈钢 (2)
格式:pdf
大小:953KB
页数:4P
4.6
超级奥氏体不锈钢 1.什么叫做超级奥氏体不锈钢? 高镍、高钼,含有铜、氮,且基体金属显微组织为典型的百分百奥氏体组成的不锈钢称为超 级奥氏体不锈钢。 由于超级奥氏体不锈钢高镍高钼而且含有铜、氮,故比较难熔炼;易偏析、开裂等,因此超 级奥氏体不锈钢是不锈钢中生产工艺要求最高、难度最大的品种,它是钢厂工艺技术的集 中体现。 2.特性 与其他常用的cr-ni奥氏体钢一样,超级奥氏体不锈钢具有良好的冷,热加工性能。 (1)热锻时最高加热温度可达1180摄氏度,最低停锻温度不小于900摄氏度; (2)热成型可在1000—1150摄氏度进行; (3)热处理工艺为1100—1150摄氏度,加热后快冷; (4)虽可采用通用的焊接工艺进行焊接,但是最恰当的焊接方法是手工电弧焊和钨极氩弧 焊。 3.分类及特性 (1)6钼超级奥氏体不锈钢 含钼量为6%或略
超级奥氏体不锈钢
格式:pdf
大小:953KB
页数:4P
4.7
超级奥氏体不锈钢 1.什么叫做超级奥氏体不锈钢? 高镍、高钼,含有铜、氮,且基体金属显微组织为典型的百分百奥氏体组成的不锈钢称为超 级奥氏体不锈钢。 由于超级奥氏体不锈钢高镍高钼而且含有铜、氮,故比较难熔炼;易偏析、开裂等,因此超 级奥氏体不锈钢是不锈钢中生产工艺要求最高、难度最大的品种,它是钢厂工艺技术的集 中体现。 2.特性 与其他常用的cr-ni奥氏体钢一样,超级奥氏体不锈钢具有良好的冷,热加工性能。 (1)热锻时最高加热温度可达1180摄氏度,最低停锻温度不小于900摄氏度; (2)热成型可在1000—1150摄氏度进行; (3)热处理工艺为1100—1150摄氏度,加热后快冷; (4)虽可采用通用的焊接工艺进行焊接,但是最恰当的焊接方法是手工电弧焊和钨极氩弧 焊。 3.分类及特性 (1)6钼超级奥氏体不锈钢 含钼量为6%或略
超级奥氏体不锈钢的性能
格式:pdf
大小:70KB
页数:5P
4.4
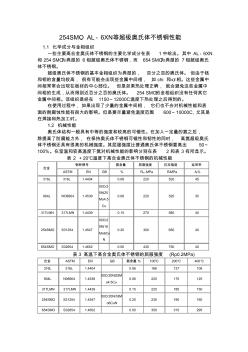
254smo、al-6xn等超级奥氏体不锈钢性能 1.1化学成分与金相组织 一些主要高合金奥氏体不锈钢的主要化学成分在表1中给出。其中al-6xn 和254smo为典型的6钼超级奥氏体不锈钢,而654smo为典型的7钼超级奥氏 体不锈钢。 超级奥氏体不锈钢的基本金相组织为典型的,百分之百的奥氏体。但由于铬 和钼的含量均较高,很有可能会出现些金属中间相,如chi和σ相。这些金属中 间相常常会出现在板材的中心部位。但是如果热处理正确,就会避免这些金属中 间相的生成,从而得到近百分之百的奥氏体。254smo的金相组织没有任何其它 金属中间相。该组织是经在1150~12000c温度下热处理之后得到的。 在使用过程中,如果出现了少量的金属中间相,它们也不会对机械性能和表 面的耐腐蚀性能有很大的影响。但是要尽量避免温度范围600~10000c,尤其是 在焊
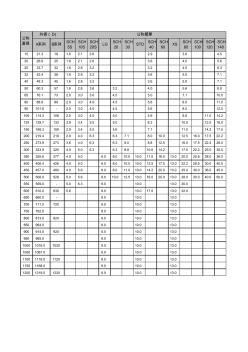
不锈钢管道分级表
格式:pdf
大小:39KB
页数:1P
4.6
a系列b系列sch 5s sch 10s sch 20s lgsch 20 sch 30 stdsch 40 sch 60 xssch 80 sch 100 sch 120 sch 140 1521.3181.62.12.62.93.64.5 2026.9251.62.12.63.64.05.6 2533.7321.62.83.23.24.56.3 3242.4381.62.83.23.65.07.1 4048.3451.62.83.23.65.07.1 5060.3571.62.83.63.24.05.68.8 6576.1732.03.03.64.55.07.110.0 8088.9892.03.04.04.55.68.011.0 90101

不锈钢管道对照表 (3)
格式:pdf
大小:145KB
页数:8P
4.7
dn-公称直径 ф-外径 dn15-ф22mm,dn20-ф27mm dn25-ф34mm,dn32-ф42mm dn40-ф48mm,dn50-ф60mm dn65-ф76(73)mm,dn80-ф89mm dn100-ф114mm,dn125-ф140mm dn150-ф168mm,dn200-ф219mm dn250-ф273mm,dn300-ф324mm dn350-ф360mm,dn400-ф406mm dn450-ф457mm,dn500-ф508mm dn600-ф610mm, dn15-ф18mm,dn20-ф25mm dn25-ф32mm,dn32-ф38mm dn40-ф45mm,dn50-ф57mm dn65-ф73mm,dn80-ф89mm dn100-ф108mm,dn125-ф133mm dn150-ф159mm,dn200

不锈钢管道对照表
格式:pdf
大小:105KB
页数:8P
4.8
word资料可编辑 专业整理分享 dn-公称直径 ф-外径 dn15-ф22mm,dn20-ф27mm dn25-ф34mm,dn32-ф42mm dn40-ф48mm,dn50-ф60mm dn65-ф76(73)mm,dn80-ф89mm dn100-ф114mm,dn125-ф140mm dn150-ф168mm,dn200-ф219mm dn250-ф273mm,dn300-ф324mm dn350-ф360mm,dn400-ф406mm dn450-ф457mm,dn500-ф508mm dn600-ф610mm, dn15-ф18mm,dn20-ф25mm dn25-ф32mm,dn32-ф38mm dn40-ф45mm,dn50-
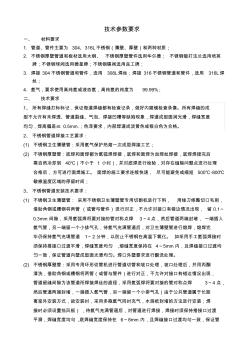
不锈钢管道技术要求1
格式:pdf
大小:13KB
页数:3P
4.7
技术参数要求 一、材料要求 1.管道、管件主要为304、316l不锈钢(薄壁、厚壁)和两种材质; 2.不锈钢厚壁管道和板材选用太钢、不锈钢厚壁管件选用华尔德;不锈钢锻打法兰选用培英 牌;不锈钢球阀选用德星牌;不锈钢碟阀选用良工牌; 3.焊接304不锈钢管道和管件,选用308l焊丝;焊接316不锈钢管道和管件,选用316l焊 丝; 4.氩气,要求使用高纯氩或液态氩,高纯氩的纯度为99.99%; 二、技术要求 1、所有焊缝打标标记,保证每道焊缝都有检查记录,做好内窥镜检查录像。所有焊缝的成 型不允许有未焊透、管道裂缝、气泡、焊接凹槽等缺陷现象,焊道成型圆润光滑,焊缝宽度 均匀,焊高偏差≤0.5mm.;色泽要求,内部焊道成淡黄色或银白色为合格。 2、不锈钢管道焊接工艺要求: (1)不锈钢卫生薄壁管:采用氩气保护热熔一次成型焊接工艺; (2)不锈钢厚壁管:底焊
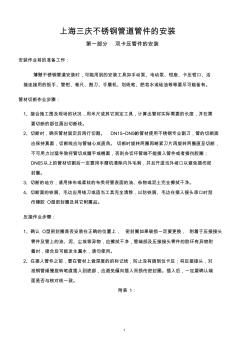
不锈钢管道的安装
格式:pdf
大小:305KB
页数:7P
4.4
1 上海三庆不锈钢管道管件的安装 第一部分双卡压管件的安装 安装作业前的准备工作: 薄壁不锈钢管道安装时,可能用到的安装工具如手动泵、电动泵、钳座、卡压钳口、活 接连接用的扳手、管钳、卷尺、割刀、手磨机、划线笔、肥皂水或硅油等等要尽可能备有。 管材切断作业步骤: 1、接合施工图及现场的状况,用米尺或其它测定工具,计算出管材实际需要的长度,并在需 要切断的部位画出切断线。 2、切断时,确实管材固定后再行切割。dn15~dn50的管材使用不锈钢专业割刀,管的切断面 应保持真圆,切断线应与管轴心成直角。切断时旋转两圈再略紧刀片再旋转两圈直至切断, 不可用力过猛导致将管切成扁平或椭圆,否则会切坏管端不能插入管件或者插伤胶圈; dn65以上的管材切割后一定要用手磨机清除内外毛刺,并且开适当外坡口以避免插伤密 封圈。 3、切断的地方,请用抹布或柔软的布类将管表面的油、杂物或泥土完全擦拭干净。
超级奥氏体不锈钢管道未熔合案例分析及缺陷处理相关
文辑推荐
知识推荐
百科推荐


职位:铁路工程
擅长专业:土建 安装 装饰 市政 园林


