

车床尾座套筒
格式:pdf
大小:238KB
页数:24P
人气 :98
 4.4
4.4
1 机械制造工艺学课程设计 设计说明书 题目: 车床尾座套筒 学校: 湖南工业大学 学院: 机械工程学院 专业: 机械工程及其自动化 班级: 姓名: 指导老师: 设计时间: 2011年 12月 19 日 至 2011 年 12月 25日 机械工程学院 2011 年 12 月 2 《机械制造工艺课程设计》任务书 一. 设计题目: 设计车床尾座套筒零件的机械加工工艺规程及车床尾座套筒工序的设计计 算 二、原始数据和技术要求: 该零件图样一张 生产纲领:单件小批量生产 生产条件 :金工车间加工 三、设计内容与要求: (1) 毛坯图 零件图 1张 零件-毛坯合图 1 张 (2) 机械加工工艺规程卡片 1张 工序卡 1套 (3) 课程设计说明书 1 份 四、进度安排: 序号 内容 基本要求 时间 备注 1 准备阶段 ⑴阅读、 研究任务书; 明确设计内容和要求。



数控车床尾座套筒液压装置设计
i 本科毕业设计(论文) 题目:数控车床尾座套筒液压装置设计 系别机电信息系 专业机械设计制造及其自动化 班级 姓名 学号 导师 2013年4月27日 ii 数控车床尾座套筒液压装置设计 摘要 为了完成本课题的设计,在设计之前的准备工作必须做好,首先是搜集和分析资料, 主要包括国内外数控机床的发展现状;液压技术和液压传动系统的基本资料;同等机床液 压尾座的图纸和资料等。其次是初步确定液压尾座的总体布局,包括配置形式、液压系统 的布置及选择液压能源及相应的配套元件等。最后主要是关于尾座的设计计算。 数控机床变档卡紧及尾座顶紧的控制方式基本上是手工控制,在通常的加工过程 中,需先用手工控制的方式完成变档和卡紧工作,然后再进行装夹,在装夹完毕后还需要 使用手工控制的方式完成尾座的顶紧工作。由此可知,在数控机床的加工作效率效率并不 高,而且工人劳动强度大,耗时又耗力,
 普通车床尾座自动进给改造
普通车床尾座自动进给改造 普通车床尾座自动进给改造
沈阳第一机床厂ca6140型卧式车床尾座进给自动化改造,改造参数:减速机输出转速2.4~12r/min,输出转矩139n·m,电机功率0.18kw。改造后,对批量零件进行加工时使用自动进给功能,对非批量零件进行加工时使用手动进给(摇动手轮实现)。将尾座进给改为电机加减速机驱动,电机驱动减速机将动力通过离合器传递给顶尖进给丝杠实现进给。不需要自动进给时,断开离合器,操作人员可通过手轮转动丝杠实现顶尖进给。(1)机械部分(图1)。摘除原尾座端盖,更换丝杠轴及加
编辑推荐下载
C6132车床尾座体的机械加工工艺规程及夹具设计 (2)
格式:pdf
大小:326KB
页数:25P
4.8
1 前言 加工工艺及夹具毕业设计是对所学专业知识的一次巩固,是在进行社会实践 之前对所学各课程的一次深入的综合性的总复习,也是理论联系实际的训练。 机床夹具已成为机械加工中的重要装备。机床夹具的设计和使用是促进生产 发展的重要工艺措施之一。随着我国机械工业生产的不断发展,机床夹具的改进和 创造已成为广大机械工人和技术人员在技术革新中的一项重要任务。 1.1课题背景及发展趋势 材料、结构、工艺是产品设计的物质技术基础,一方面,技术制约着设计; 另一方面,技术也推动着设计。从设计美学的观点看,技术不仅仅是物质基础还 具有其本身的“功能”作用,只要善于应用材料的特性,予以相应的结构形式和 适当的加工工艺,就能够创造出实用,美观,经济的产品,即在产品中发挥技术 潜在的“功能”。 技术是产品形态发展的先导,新材料,新工艺的出现,必然给产品带来新的 结构,新的形态和新的造型风格。材料,加工工艺,
C6132车床尾座体的机械加工工艺规程及夹具设计
格式:pdf
大小:326KB
页数:25P
4.4
1 前言 加工工艺及夹具毕业设计是对所学专业知识的一次巩固,是在进行社会实践 之前对所学各课程的一次深入的综合性的总复习,也是理论联系实际的训练。 机床夹具已成为机械加工中的重要装备。机床夹具的设计和使用是促进生产 发展的重要工艺措施之一。随着我国机械工业生产的不断发展,机床夹具的改进和 创造已成为广大机械工人和技术人员在技术革新中的一项重要任务。 1.1课题背景及发展趋势 材料、结构、工艺是产品设计的物质技术基础,一方面,技术制约着设计; 另一方面,技术也推动着设计。从设计美学的观点看,技术不仅仅是物质基础还 具有其本身的“功能”作用,只要善于应用材料的特性,予以相应的结构形式和 适当的加工工艺,就能够创造出实用,美观,经济的产品,即在产品中发挥技术 潜在的“功能”。 技术是产品形态发展的先导,新材料,新工艺的出现,必然给产品带来新的 结构,新的形态和新的造型风格。材料,加工工艺,
车床尾座套筒热门文档

卧式车床论文
格式:pdf
大小:234KB
页数:13P
4.3
1 目录 第一章cw6136卧式车床简介及运动分析..................................................................................2 一、cw6136a卧式车床..............................................................................................................2 二、cw6136a卧式车床运动分析..........................................................................................2 第二章控制方案设计..................................
数控车床实习报告 (2)
格式:pdf
大小:661KB
页数:12P
4.6
数控车床实习报告 一、实习目的: 1、熟练掌握siemens-802c系统的数控车编程。 2、熟练利用斯沃软件进行加工模拟,尤其是掌握对刀的方法,检验所编程序是否正确。 3、能够合理安排切削加工的加工路线以及合理选择切削用量等,从而提高加工质量。 4、能够熟练掌握数控机床的相关知识,学会在机床上的对刀,制造中等难度的零件。 二、实习内容及作业要求: (1)内容: 根据自己所设计的零件图,确定加工工艺,编制加工程序,在斯沃软件上进行仿真, 最后在数控机床上将部分零件加工出来。 (2)作业要求: 自己绘制5~6个中等复杂的零件图,其中要求至少有两个带螺纹的零件,并且要求确 有加工工艺以及所编制的程序,要求有零件图和仿真加工的零件图。 三、实习设备、工具、材料 1、斯沃数控仿真软件、绘图软件 2、ck6140数控车床 3、直径20mm铝锭棒料 4、游标卡尺,千分尺、装夹工具 四、加
数控车床设计资料
格式:pdf
大小:2.6MB
页数:83P
4.6
一、总体方案设计 机床工业是机器制造业的重要部门,肩负着为农业、工业、科学技术和国防现代化提供技术装备 的任务,是使现代化工业生产具有高生产率和先进的技术经济指标的保证。设计机床的目标就是选用 技术先进。经济效果显著的最佳可行方案,以获得高的经济效益和社会效益。 我国是一个机床拥有量大、大部分机床役龄长、数控化程度不高的发展中国家。因此,从事机 床设计的人员,应不断地把经过实践检验的新理论、新技术、新方法应用到设计中,做到既要技术先 进、经济效益好、效率高。要不断的吸收国外的成功经验,做到既要符合我国国情,又要赶超国际水 平。要不断的开拓创新,设计和制造出更多的生产率高、静态动态性能好、结构简单、使用方便、维 修容易、造型美观、耗能少、成本低的现代化机床。设计本着以上原则进行,尽量向低成本、高效率、 简化操作、符合人机工程的方向考虑。 (一)、主传动的组成部分 主传动由动力源、变

数控车床进给系统设计
格式:pdf
大小:362KB
页数:33P
4.6
1 摘要 本设计是把普通数控车床改造成经济型数控车床。经济型数控车床就是指价格低廉、 操作使用方便、比较适合我国国情的,动化的机床。采用数控机床,可以降低工人的劳动 强度,节省劳动力(一个人可以看管多台机床),减少工装,缩短新产品试制周期和生产 周期,可对市场需求作出快速反应。在设计的时候具体进行了详细的各部件的选型和计算。 比如:导轨的设计选型、滚珠丝杠螺母副的选型与计算。还进行了进给传动系统的刚度计 算、进给传动系统的误差分析、驱动电机的选型计算、驱动电机与滚珠丝杠的联接、驱动 电机与进给传动系统的动态特性分析等。 关键词:车床、数控、传动系统 1 abstract thisprojectistoalterthecommonlatheintotheeconomicallathe.theeconomicallathe isaadvance
数控车床实习报告
格式:pdf
大小:77KB
页数:7P
4.7
数控车床实习报告 前言 机床是人类进行生产劳动的重要工具,也是社会生产力发展水平的重要标志。 普通机床经经历了近两百年的历史。随着电子技术、计算机技术及自动化,精密 机械与测量等技术的发展与综合应用,生产了机电一体化的新型机床一一数控机 床。数控机床一经使用就显示出了它独特的优越性和强大生命力,使原来不能解 决的许多问题,找到了科学解决的途径。 数控车床是数字程序控制车床的简称,它集通用性好的万能型车床、加工精度高 的精密型车床和加工效率高的专用型车床的特点于一身,是国内使用量最大,覆 盖面最广的一种数控机床,也是是一种通过数字信息,控制机床按给定的运动轨 迹,进行自动加工的机电一体化的加工装备,经过半个世纪的发展,数控机床已 是现代制造业的重要标志之一,在我国制造业中,数控机床的应用也越来越广泛, 是一个企业综合实力的体现。 实习报告正文 自从走进
车床尾座套筒精华文档
数控车床日点检表
格式:pdf
大小:56KB
页数:2P
4.7
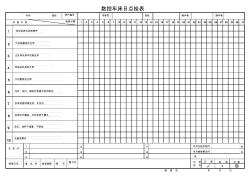
维修员:年月日 数控车床日点检表 1传动系统无异常响声 2气动装置是否正常 3正反转及刹车性能良好 4切削油位是否正常 5刀位置是否正常 6光杆、丝杆、操纵杆表面无拉伤研伤 7各导轨面润滑良好、无位伤 8各部位无漏油、冷却系统不漏水 9油孔、油杯不堵塞,不缺油 10无缺损零件 车间班组 点检内容检查日期 资产编号 12345678910111213141516171819202122232425262728293031 设备型班组操作者操作者 交班问 1 2 3 检查方法 4 5 6 看、试、听检查周期每天 重大问 7 8 9 本月点检发现问处 本月维修解决问处 其 记录 符号 正常异常已修 31 处 处

车床数控化改造设计
格式:pdf
大小:308KB
页数:25P
4.4
-1- 2604130359 目录 第一章设计方案的确定...........................................................................-6- 一、总体设计方案的确定........................................................................-6- 二、机械部分的改造设计与计算............................................................-6- (一)纵向进给系统的设计选型........................................................-6- (二)横向进给系统的设计与计算............
数控车床编程指令大全
格式:pdf
大小:87KB
页数:22P
4.4
. .. 1.f功能 f功能指令用于控制切削进给量。在程序中,有两种使用 方法。 (1)每转进给量 编程格式g95f~ f后面的数字表示的是主轴每转进给量,单位为mm/r。 例:g95f0.2表示进给量为0.2mm/r。 (2)每分钟进给量 编程格式g94f~ f后面的数字表示的是每分钟进给量,单位为mm/min。 例:g94f100表示进给量为100mm/min。 2.s功能 s功能指令用于控制主轴转速。 编程格式s~ s后面的数字表示主轴转速,单位为r/min。在具有恒线速功能的机 . .. 床上,s功能指令还有如下作用。 (1)最高转速限制 编程格式g50s~ s后面的数字表示的是最高转速:r/min。 例:g50s3000表示最高转速限制为3000r/min。 (2)恒线速控制 编程格式

车床日常点检保养记录表
格式:pdf
大小:21KB
页数:1P
4.7
年月 12345678910111213141516171819202122232425262728293031 1电机是否运转正常,有无异常声音 2电源开关、指示灯是否正常 3各变速手柄是否灵活,定位是否准确 4刀架转动是否灵活,定位是否可靠 5检查皮带张紧度,及时调整或更换 6检查补齐螺钉、手球、手柄 7进给丝杆螺母,尾架套筒间隙是否正常 8各润滑点是否正常 9调整摩擦片和刹车装置 10各部位清扫,漏油、尘埃、碎片之清除 2.点检结果良好打"√",点检异常打"x"休息时打"-" 3.本表请保养人确实填写,若影响效率、质量、人员安全,请主动呈报检修,以达到预防保养的目的. 核准:审核:rev:a 设备编号:ysk-c-01 保

数控车床设计资料
格式:pdf
大小:2.6MB
页数:82P
4.7
第1页共82页 一、总体方案设计 机床工业是机器制造业的重要部门,肩负着为农业、工业、科学技术和国防现代化提供技术装备 的任务,是使现代化工业生产具有高生产率和先进的技术经济指标的保证。设计机床的目标就是选用 技术先进。经济效果显著的最佳可行方案,以获得高的经济效益和社会效益。 我国是一个机床拥有量大、大部分机床役龄长、数控化程度不高的发展中国家。因此,从事机 床设计的人员,应不断地把经过实践检验的新理论、新技术、新方法应用到设计中,做到既要技术先 进、经济效益好、效率高。要不断的吸收国外的成功经验,做到既要符合我国国情,又要赶超国际水 平。要不断的开拓创新,设计和制造出更多的生产率高、静态动态性能好、结构简单、使用方便、维 修容易、造型美观、耗能少、成本低的现代化机床。设计本着以上原则进行,尽量向低成本、高效率、 简化操作、符合人机工程的方向考虑。 (一)、主传动的组
车床尾座套筒最新文档
数控车床与普通车床在加工工艺上的区别分析 数控车床与普通车床在加工工艺上的区别分析
格式:pdf
大小:2.6MB
页数:1P
4.6
本文讨论了数控车床和普通车床在加工工艺上的区别,为工艺编排者合理选择普通车床还是数控车床进行加工提供了依据和为编制程序提供了可借鉴作用。
将通用卧式车床改装为焊接钢管的专用轧辊车床 将通用卧式车床改装为焊接钢管的专用轧辊车床
格式:pdf
大小:110KB
页数:3P
4.7
本文介绍了将普通车床进行简单改造,就可以加工各类不同直径的焊接钢管轧辊的生产方法,以及使用时的刀具、安装、对刀方法。
CK6163数控车床卡紧,尾座顶紧及预紧液压系统
格式:pdf
大小:314KB
页数:29P
4.5
1 引言 液压传动相对机械传动来说是一门新兴技术,但却是机械设备中发展速度最快的技术 之一。虽然从17世纪中叶帕斯卡提出静压传递原理、18世纪末英国制造出世界上第一台 水压机算起,已有几百年历史,但液压传动在工业上被广泛采用和有较大幅度的发展却是 20世纪中期以后的事情。 近代液压传动是由19世纪崛起并蓬勃发展的石油工业推动起来的,最早实践成功的 液压传动装置是第二次世界大战中应用于舰艇上的炮塔转位器,战后才在民用工业,尤其 在机床上得到广泛的应用。20世纪60年代以后,随着电子技术、计算机技术、自动控制 技术、微电子技术、磨擦磨损技术、可靠性技术及新工艺和新材料等方面的发展,液压技 术发展成为包括传动、控制和检测在内的一门完整的自动化技术。至今,由于油缸内的油 液具有作用力大,动作的反应速度快、精度高,而且便于自动化操作的特点,使得采用液 压传动技术的程度已成为衡量一个
86车床、铣床、数控机床生产实习报告
格式:pdf
大小:128KB
页数:9P
4.4
生产实习报告 学院:土木建筑工程学院 专业:工程力学081班 指导老师:xxx 学生姓名:xxx 学号:xxxxxxx 2011年7月16日 一、实习目的: 1、了解车床、铣床及相关安全知识。 2、熟悉车床的基本操作方法,常见零件的生产工艺及流程。 3、注意普通车床与数控车床的区别,尤其注意机床结构、加工方式、、工艺、控 制、精度等方面。 二、实习单位及岗位介绍: 实习地点:西安理工大学高等技术教育学院机电训练中心 单位简介: 西安理工大学高等技术教育学院机电训练中心是一所集车床、铣床、数控车 床、数控铣床为一体的综合性机电实训中心。 机电实训中心车工车间主要承担我院车工实训教学任务,职业资格取证培 训,社会人员培训及外协零件加工等任务。车工车间师资力量雄厚,共有教师七 名,其中技师二名,高级工二名。拥有车床32台,其中c620-1型车床22台, c
简式数控车床车削多头蜗杆 简式数控车床车削多头蜗杆
格式:pdf
大小:48KB
页数:1P
4.7
蜗杆传动作为机械传动的组成部分,在煤矿机械、工程机械中广泛应用。但实际生产中加工蜗杆是比较麻烦的,加工方法有在普通卧式车床车削蜗杆、铣床专用铣刀盘铣制蜗杆等。在车间生产的蜗杆减速器中,主要零件蜗杆的传动
巧用车床尾座套筒攻螺纹 巧用车床尾座套筒攻螺纹
格式:pdf
大小:189KB
页数:未知
4.6
根据设备状况,利用车床尾座套筒,我们设计了一种专用攻螺纹装置,在大批节的产品攻螺纹中使用效果较好,现介绍如下。在攻丝前把尾座上的手轮及套筒内的丝杠拆掉,
车床尾座防钻头折断钻孔装置 车床尾座防钻头折断钻孔装置
格式:pdf
大小:61KB
页数:1P
4.7
对于实心轴类零件,如果利用车床尾座对工件进行钻孔时,存在过载、误操作等原因会使钻头折断,从而造成工件和机床损伤、损坏等问题。本文所介绍的车床尾座防钻头折断钻孔装置,有效地解决了这一问题,可以避免机床和工件受到损害。1.结构分析装置的结构如附图所示。以我厂c61125a系列机床为例,锥柄2尾部带与车床尾座主轴顶尖相同锥度,锥柄2对锥柄大端80mm跳动要求0.02mm,
普通车床尾架电动化改造设计 普通车床尾架电动化改造设计
格式:pdf
大小:352KB
页数:未知
4.5
普通车床的尾架均为手动操作,在打孔批量加工时工人劳动强度较大,为此主要介绍尾架的电动化改造方案及其计算方法,通过小功率变频器实现无级调速功能,其他类似传动机构的改造方案可参照设计。
磁性床头床尾抬高角度测量器的研制与评价 磁性床头床尾抬高角度测量器的研制与评价
格式:pdf
大小:167KB
页数:3P
4.5
目的:研制一种用于普通手摇病床的磁性床头床尾角度测量器,对其应用效果进行评价。方法:选取一块长方形聚氯乙烯(polyvinylcholride,pvc)板(亦可为木板、金属薄板等),一面设计成如半圆形量角器状的角度显示区,直径所在方向为测量器顶边,曲线所在方向为底边;另一面在与测量器顶边平行处用双面胶粘一块磁铁。角度显示区域分成2个对称的区间,每个区间显示的角度范围为0~90°,15°为一刻度。利用重力方向总是竖直向下的原理,在该半圆圆心处打孔挂细绳,绳子末端挂一重物用来指示角度。将2015年6月使用传统木质量角器进行护理工作作为对照组;7月使用新设计的专利量角器进行护理工作作为观察组,比较2组抬高床头到指定高度的工作效率。结果:该角度测量器角度测量准确,护理效果好。观察组体位护理依从性高于对照组,χ2=75.15,差异有统计学意义(p<0.01);护士抬高床头到指定角度的操作中,观察组效率优于对照组(t=-8.80,-5.68),差异具有统计学意义(p<0.01)。结论:该角度测量器结构简单、使用方便,能实现对患者体位的准确护理,值得临床推广。
用普通车床车削多头蜗杆 用普通车床车削多头蜗杆
格式:pdf
大小:559KB
页数:4P
4.7
蜗轮蜗杆组成的运动副常用于机械传动机构中,多头蜗杆的车削加工技术要求高、加工难度大。因此着重介绍了用普通车床车削多头蜗杆的刀具和采用小拖板分头的加工方法。
车床尾座套筒相关
文辑推荐
知识推荐
百科推荐


职位:内饰结构工程师
擅长专业:土建 安装 装饰 市政 园林


