

CA6140车床上的法兰盘课程设计
格式:pdf
大小:312KB
页数:22P
人气 :52
 4.5
4.5
1 1 零 件 的 分 析 1.1 零件的作用 题目所给定的零件是 CA6140 车床上的法兰盘(见附图 1), 法兰盘起联接作 用是车床上的重要零件。 1.2 零件的工艺分析 法兰盘是一回转体零件 ,有一组加工表面 ,这一组加工表面以 Φ20 045.00 为中心 ,包 括 :两个 Φ 12.0 34.0100 mm的端面 , 尺寸为 Φ 0 017.045 mm的圆柱面 ,两个 Φ90mm的端面及上面 的 4个 Φ9mm的透孔 . Φ 0 6.045 mm的外圆柱面及上面的 Φ6mm的销孔 , Φ90mm端面上 距离中心线分别为 34mm和 24mm的两个平面 . 这组加工表面是以 Φ20 045.00 mm为中心 ,其余加工面都与它有位置关系 ,可以先加 工它的一个端面 ,再借助专用夹具以这个端面为定位基准加工另一端面 ,然后再加工其 它加工表面 . 2 2 工 艺 规 程



CA6140车床上的法兰盘
本次课程设计的课题是ca6140车床法兰盘加工工艺规程及某一工序 专用夹具设计,主要内容如下: 首先,对零件进行分析,主要是零件作用的分析和工艺分析,通过零件分 析可以了解零件的基本情况,而工艺分析可以知道零件的加工表面和加工要求。 根据零件图提出的加工要求,确定毛坯的制造形式和尺寸的确定。 第二步,进行基面的选择,确定加工过程中的粗基准和精基准。根据选好 的基准,制订工艺路线,通常制订两种以上的工艺路线,通过工艺方案的比较和 分析,再选择可以使零件的几何形状、尺寸精度及位置精度等技术要求得到合理 的保证的一种工序。 第三步,根据已经选定的工序路线,确定每一步的切削用量及基本工时, 并选择合适的机床和刀具。对于粗加工,还要校核机床功率。 最后,设计第七道工序—铣距φ90mm中心线24mm和34mm两侧平面的 夹具。先提出设计问题,再选择定位基准,然后开始切削力、夹紧力的
编辑推荐下载

CA6140卧式车床法兰盘
格式:pdf
大小:331KB
页数:17P
4.6
目录 1零件的工艺性分析.......................................................................................................................1 1.1零件的功能.结构及特点..................................................................................................1 1.2主要加工表面及其要求.....................................................................................................1 2毛坯的选择.................

课程设计之法兰盘夹具设计
格式:pdf
大小:1.3MB
页数:20P
4.5
毕业设计 设计题目设计法兰盘零件的加工工艺 及钻7-φ9孔的钻床夹具 班级检测121 设计人员曾雄、张纯、张子扬、朱雄波 指导老师蒋帅 完成日期2014年12月20日 目录 设计任务书⋯............................................................................1 毕业设计说明书正文⋯..............................................................2 一、序言..............................................1 1.1夹具的现状及生产对其提出新的要求..............1 1.2现代夹具的发展方
车床上的法兰盘课程设计热门文档

机械制造基础法兰盘课程设计
格式:pdf
大小:230KB
页数:20P
4.7
. . 目录 一、序言⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯(2) 1.设计目的⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯(2) 二、零件图工艺分析⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯(3) 1.零件结构功能分析⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯(3) 2.零件技术条件分析⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯(3) 3.零件结构工艺分析⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯(3) 三、毛坯选择⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯(4) 1.毛坯类型⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯(4) 2.毛坯余量确定⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯(4) 3.毛坯-零件合图草图⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯(4) 四、机加工工艺路线确定⋯⋯⋯⋯⋯

机械制造基础法兰盘课程设计(1)
格式:pdf
大小:168KB
页数:20P
4.7
一寸光阴不可轻 1 目录 一、序言⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯(2) 1.设计目的⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯(2) 二、零件图工艺分析⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯(3) 1.零件结构功能分析⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯(3) 2.零件技术条件分析⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯(3) 3.零件结构工艺分析⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯(3) 三、毛坯选择⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯(4) 1.毛坯类型⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯(4) 2.毛坯余量确定⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯(4) 3.毛坯-零件合图草图⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯(4) 四、机加
法兰盘加工工艺和车床夹具设计(车Φ60H11内孔)
格式:pdf
大小:660KB
页数:32P
4.7
课程设计(论文)说明书 作者:学号: 系部: 专业: 题目:法兰盘加工工艺及夹具设计(车φ60h11内孔) 指导者: 评阅者: 年月 课程设计(论文)中文摘要 本设计是基于法兰盘零件的加工工艺规程及一些工序的专用夹具设计。法兰 盘零件的主要加工表面是外圆及孔系。一般来说,保证平面的加工精度要比保证 孔系的加工精度容易。因此,本设计遵循先面后槽的原则。并将孔与平面的加工 明确划分成粗加工和精加工阶段以保证孔系加工精度。主要加工工序安排是先以 支承孔系定位加工出顶平面,在后续工序中除个别工序外均用顶平面和工艺孔定 位加工其他孔系与平面。夹具选用专用夹具,夹紧方式多选用手动夹紧,夹紧可 靠,机构可以不必自锁。因此生产效率较高。适用于大批量、流水线上加工。能 够满足设计要求。 关键词法兰盘类零件,加工工艺,专用夹具,设计 iii 目录 1加工工艺规程设计·
法兰盘设计
格式:pdf
大小:366KB
页数:18P
4.3
1 夹具课程设计说明书 设计题目:ca6140车床法兰盘夹具设计 学院:机电与汽车工程学院 专业班级:机电一体化 姓名:杨少华 学号:201325040526 指导教师:赵晶晶 日期:2015.11.19-2015.12.06 2 目录 第一部分工艺设计说明书.....................3 1.零件图工艺性分析................................3 2.机加工工艺路线确定.............................5 第二部分夹具工序设计......................13 1.工序尺寸精度分析...............................13 2.定位方案确定.....................
法兰盘设计
格式:pdf
大小:1.3MB
页数:39P
4.7
镇江高专 zhenjiangcollege 毕业设计(论文) 法兰盘连续模设计 flangestampingprocessanddiedesign 系名:机械系 专业班级:模具设计与制造 学生姓名:何先萍 学号:05011129 指导教师姓名:刘波 指导教师职称:讲师 2008年5月 目录 引言⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯4 第一章冲压工艺与模具设计⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯5 1.1零件介绍⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯5 1.2工艺分析⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯6 1.3工艺方案的确定⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯6 1.4工艺设计⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯
车床上的法兰盘课程设计精华文档
法兰盘设计.
格式:pdf
大小:366KB
页数:18P
4.6
1 夹具课程设计说明书 设计题目:ca6140车床法兰盘夹具设计 学院:机电与汽车工程学院 专业班级:机电一体化 姓名:杨少华 学号:201325040526 指导教师:赵晶晶 日期:2015.11.19-2015.12.06 2 目录 第一部分工艺设计说明书.....................3 1.零件图工艺性分析................................3 2.机加工工艺路线确定.............................5 第二部分夹具工序设计......................13 1.工序尺寸精度分析...............................13 2.定位方案确定.....................
法兰盘机械制造工艺学课程设计
格式:pdf
大小:361KB
页数:18P
4.7
目录 序言................................................0 第一章零件分析........................................0 一﹑零件的功用分析...................................0 二﹑零件的工艺分析...................................0 第二章机械加工工艺规程的制定............................1 一、确定毛坯制造形式................................1 二、选择定位基准....................................1 三、选择加工方法.................................
CA6140车床法兰盘工序卡片
格式:pdf
大小:416KB
页数:13P
4.6
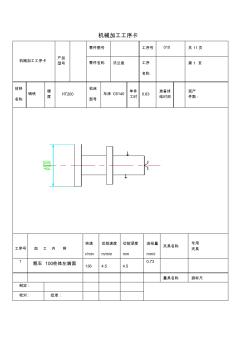
机械加工工序卡 机械加工工序卡 产品 型号 零件图号工序号010共11页 零件名称法兰盘工序 名称 第1页 材料 名称 铸铁 硬 度 ht200 机床 型号 车床c6140单件 工时 0.63 准备终 结时间 班产 件数: ↓ ↓ 工序号加工内容 转速 r/min 切削速度 m/min 切削深度 mm 进给量 mm/r 夹具名称 专用 夹具 1粗车100柱体左端面1364.54.5 0.73 量具名称游标尺 制定: 校对:批准: 2 机械加工工序卡 机械加工工序卡 产品 型号 零件图号工序号020共11页 零件名称法兰盘工序 名称 第2页 材料 名称 铸铁 硬 度 ht200 机床 型号 车床c6140单件 工时 准备终 结时间 班产 件数: ↓ ↓ 工序号加工内容 转速 r/min 切削速度 m/m

法兰盘 (2)
格式:pdf
大小:642KB
页数:8P
4.6
法兰盘 法兰盘简称法兰,只是一个统称,通常是指在一个类似盘状的金属体的周边开上几个固定用 的孔用于连接其它东西。这东西在机械上应用很广泛,所以样子也千奇百怪的,只要像就是 叫法兰盘,其名字是来源于英文flange。 目录 简介 应用 法兰垫标准 国际标准体系 仪表常用的管法兰标准体系 法兰连接种类 法兰连接 法兰生产标准 简介 应用 法兰垫标准 国际标准体系 仪表常用的管法兰标准体系 法兰连接种类 法兰连接 法兰生产标准 原材料 连接部件 结构型式 部分不同类型法兰盘图片展示 展开 编辑本段简介 法兰是一种盘状零件,在管道工程中最为常见,法兰都是成对使用的。 在管道工程中,法兰主要用于管道的连接。在需要连接的管道,各种安装 一片法兰盘,低压管道可以使用丝接法兰,4公斤以上压力的使用焊接法兰。 两片法兰盘之间加上密封垫,然后用螺栓紧固。 不同压力的法兰有不同的厚度和使
车床上的法兰盘课程设计最新文档
法兰盘简介
格式:pdf
大小:659KB
页数:17P
4.5
1 pro-e在法兰盘仿真加工方面的应用 1法兰盘简介 1.1法兰简介(flange) 法兰又叫法兰盘或突缘。使管子与管子相互连接的零件,连接于 管端。法兰上有孔眼,螺栓使两法兰紧连。法兰间用衬垫密封。 法兰是一种盘状零件,在管道工程中最为常见,法兰都是成对使 用的。在管道工程中,法兰主要用于管道的连接。在需要连接两 个管道的端头处,各安装一片法兰盘,低压管道可以使用丝接法 兰,4公斤以上压力的使用焊接法兰。两片法兰盘之间加上密封垫, 然后用螺栓紧固。不同压力的法兰有不同的厚度和使用不同 的螺栓。水泵和阀门,在和管道连接时,这些器材设备的局 部,也制成相对应的法兰形状,也称为法兰连接。凡是在两 个平面在周边使用螺栓连接同时封闭的连接零件,一般都称为“法 兰”,如通风管道的连接,这一类零件可以称为“法兰类零件”。 螺纹法兰盘是法兰盘的一种。螺纹法兰盘联接结构
法兰盘怎么制作
格式:pdf
大小:161KB
页数:8P
4.8
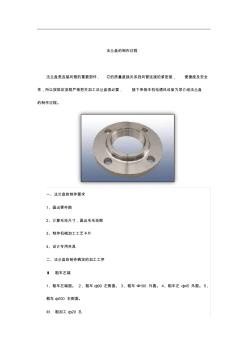
法兰盘的制作过程 法兰盘是连接风管的重要部件,它的质量直接关系到风管连接的紧密度,便捷度及安全 性,所以按规定流程严格把关加工法兰盘很必要,接下来饶丰机电通风设备为您介绍法兰盘 的制作过程。 一、法兰盘的制作要求 1、画出零件图 2、计算毛坯尺寸,画出毛毛坯图 3、制作机械加工工艺卡片 4、设计专用夹具 二、法兰盘的制作确定的加工工序 ⅰ粗车左端 1、粗车左端面。2、粗车ф90左侧面。3、粗车ф100外圆。4、粗车左ф45外圆。5、 粗车ф100右侧面。 ⅱ粗加工ф20孔 1、钻中心孔ф18。2、扩孔ф19.8 ⅲ粗车右端 1、粗车右端面。2、粗车ф90右侧面。3、粗车右ф45外圆。4、粗车ф90外圆。 ⅳ半精车左端 1、半精车左端面。2、半精车ф90右侧面并倒角c1.5。3、半精车ф100外圆。4、半 精车左ф
法兰盘 (3)
格式:pdf
大小:271KB
页数:23P
4.4
2.1零件的作用及结构分析 法兰(flange)又称法兰盘或者突缘,通常是指在一个类似盘状的金属体色 的周边开上几个固定用的孔用于连接其它东西的一种零件。主要用来使管子与管 子相互连接的,连接于管端;可用于连接其它零件或可用于增加其他零件强度的 一种零件。法兰上有孔眼,可穿螺栓,使两法兰紧连。法兰间用衬垫密封。它可 由浇铸而成,也可由螺纹连接或焊接构成。法兰联接由一对法兰、一个垫片及若 干个螺栓螺母组成,垫片放在两法兰密封面之间,拧紧螺母后,垫片表面上的比 压达到一定数值后产生变形,并填满密封面上凹凸不平处,使联接严密不漏。法 兰连接使用方便,能够承受较大的压力,是管道施工的重要连接方式。 本次设计题目给定的法兰盘(三维图见图2.1,二维视图详见附件1)在数控 机床里起支承和导向作用,是回转体零件,本法兰盘是回转面和平面的结合,内 部由阶梯和螺纹孔组成,

法兰盘夹具设计
格式:pdf
大小:855KB
页数:21P
4.6
0 目录 一、序言.......................................................................................................................2 二、零件分析...............................................................................................................2 1零件的作用.........................................................................................................2 2零件的工艺分析..................

法兰盘夹具设计讲解
格式:pdf
大小:855KB
页数:21P
4.6
0 目录 一、序言.......................................................................................................................2 二、零件分析...............................................................................................................2 1零件的作用.........................................................................................................2 2零件的工艺分析..................
 双头数控车床加工桥壳法兰盘端面孔的在线测量
双头数控车床加工桥壳法兰盘端面孔的在线测量 双头数控车床加工桥壳法兰盘端面孔的在线测量
格式:pdf
大小:345KB
页数:2P
4.4
在双头数控车床上,利用安装于刀架上的测头,通过对工件外形的测量以及系统预先内置宏程序的运算,驱动c轴带动工件旋转至起始加工孔位置。

法兰盘毕业设计
格式:pdf
大小:1.6MB
页数:22P
4.7
毕业设计(论文) 摘要 数控技术也叫计算机数控技术(computerizednumericalcontrol简称: cnc),它是采用计算机实现数字程序控制的技术。这种技术用计算机按事先存贮 的控制程序来执行对设备的控制功能。由于采用计算机替代原先用硬件逻辑电路 组成的数控装置,使输入数据的存贮、处理、运算、逻辑判断等各种控制机能的 实现,均可以通过计算机软件来完成。数控技术是制造业信息化的重要组成部分。 本课题主要研究数控技术中的法兰盘的加工工艺: 1、法兰的发展现状 随着我国法兰行业的发展,法兰的品种也在不断增加,应用法兰的行业也越 来越多,如石化行业、炼油行业、核电行业、火电行业等都有广泛的使用。而越 来越多的行业应用也对法兰有更多新的要求,对法兰质量与技术要求也越来越 高,在各行各业中的发展还是很有前景的。 2、法兰的模型的建立 根据加工厂家提供的图纸制作法兰
法兰盘的加工工艺
格式:pdf
大小:35KB
页数:4P
4.6
法兰盘加工工艺 1零件的工艺分析 法兰盘是一回转体零件,有一组加工表面,这一组加工表面以φ60h11为中心,包括:一 个φ062.0070mm的端面,一个φ70k6的端面,尺寸为φ 0 35.0120mm的圆柱面,长度为20mm的外 圆柱面,以及三个大径为φ16043.00mm小径为φ10 043.0 0mm的螺栓孔 这组加工表面是以φ60h11为中心,其余加工面都与它有位置关系,可以先加工φ 062.0 070mm的端面,再借助专用夹具以这个端面为定位基准加工另一端面,然后再加工其它加 工表面. 2工艺规程设计 2.1确定毛坯 该零件材料为ht200。由于其铸造性能良好,且为中批生产,可选择砂型铸造机器造型。 毛坯的热处理方式 铸件铸造后应安排时效处理,以消除残余的铸造应力,防止在机械加工过程中出现变
车床上的法兰盘课程设计相关
文辑推荐
知识推荐
百科推荐


职位:水电安装工程预算员
擅长专业:土建 安装 装饰 市政 园林


